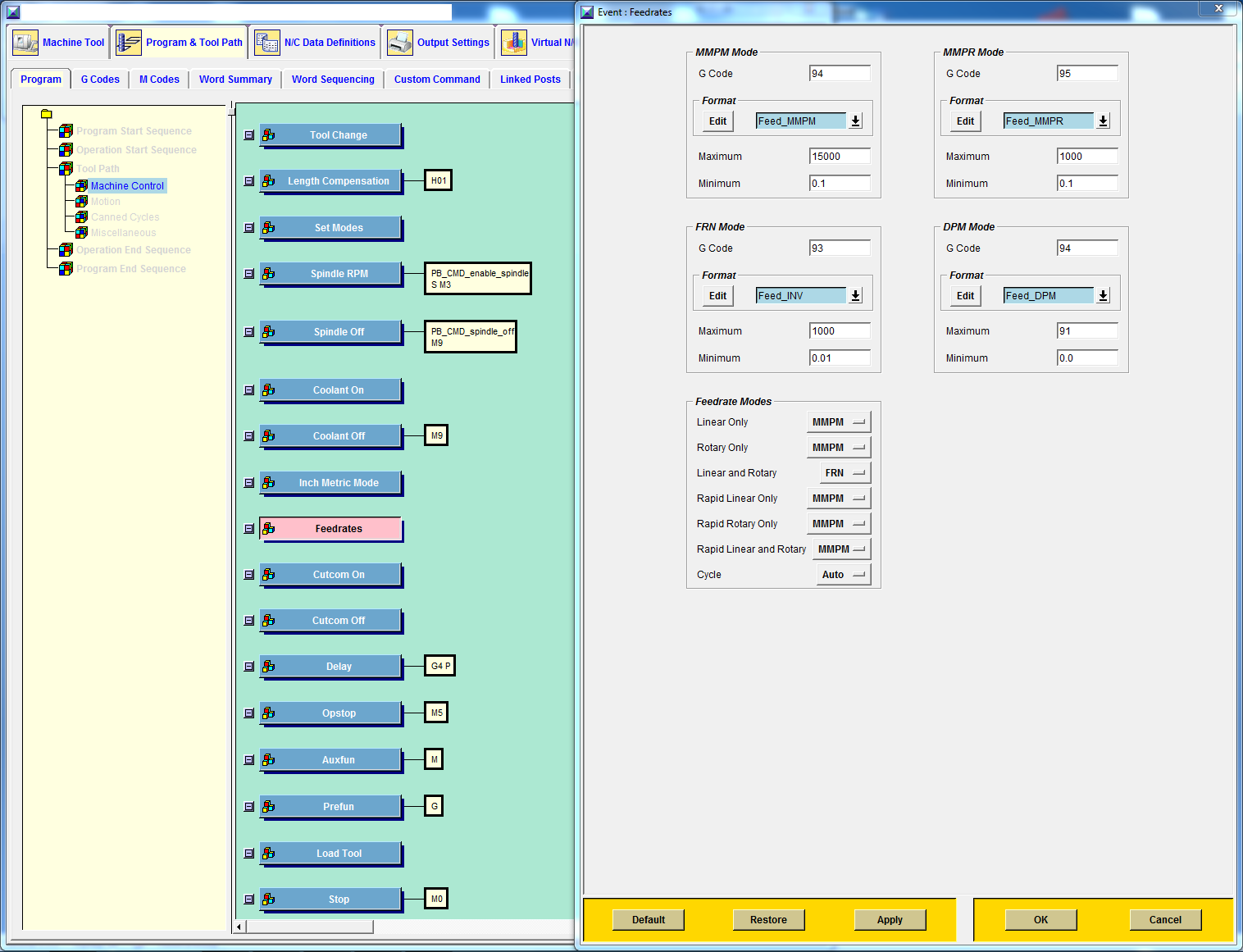
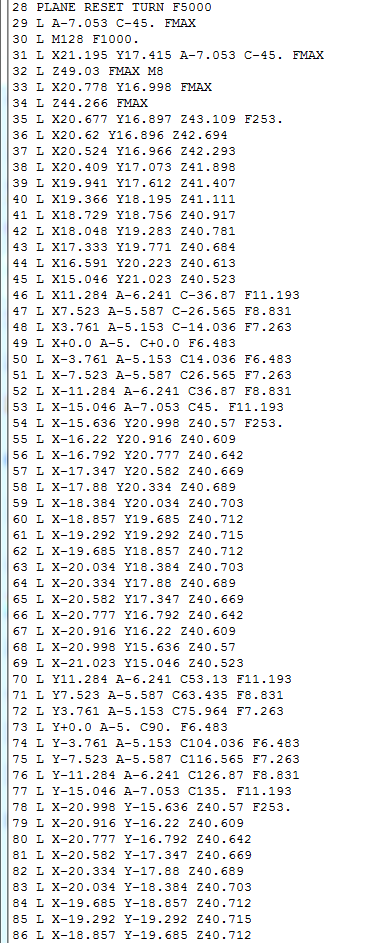
od dobrych kilku miesięcy walczę z przerobieniem defaultowego posprocesora sim08_mill_5ax na potrzeby maszyny Hermle C400 iTNC530 o takiej samej kinematyce do NX10. Od kilku dni męczy mnie temat kontroli nad posuwem w trakcie płynnej obróbki 5-osiowej - "Feedrates". W książce NX CAM Virtual Machine doczytałem że należy zmienic ustawienia "Linear and Rotary" na FRN. Domyślnie miałem MMPM, co faktycznie pomogło i w generowanym kodzie w wierszach z obrotami osi "A" oraz "C" wyrzuca wartości posuwu. Problem jednak, że moim zdaniem są one błędne. Uprzedzając pytania nie testowałem jeszcze otrzymanego kodu na maszynie, ale na chłopski rozum (może się mylę), są one zbyt małe. Narzędzie praktycznie stoi w miejscu.
W sieci na forum PLM Community w wątku (rotary feeds settings) dotyczącym tej kwestii doczytałem się że problem leży w złej procedurze wyliczania delty przemieszczenia. Z custom command command podmieniłem domyślną procedurę na najnowszą PB_CMD_FEEDRATE_NUMBER dostępną wraz z instalacją NX. Ale nic to nie zmieniło.
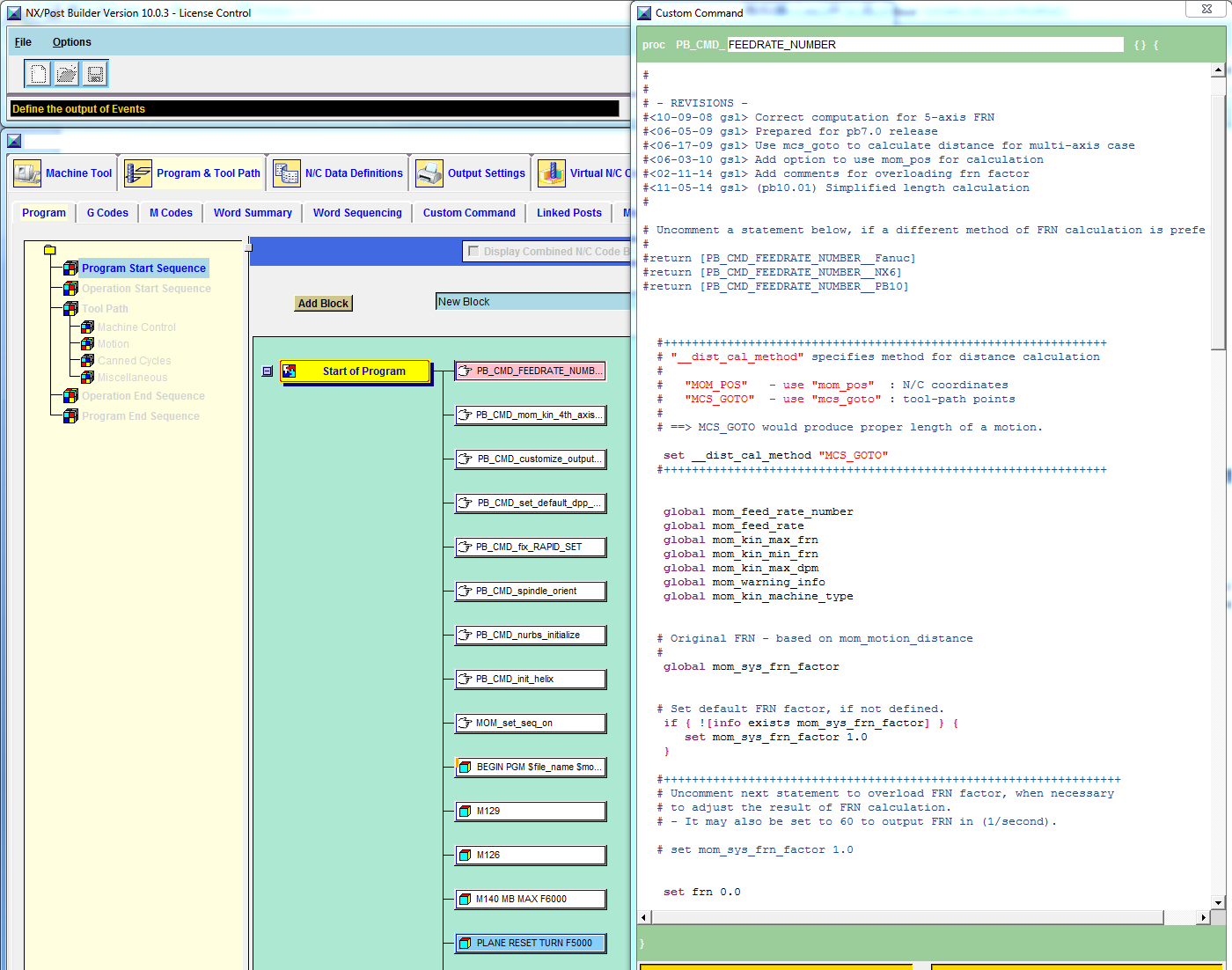
Próbowałem odhashowac #return [PB_CMD_FEEDRATE_NUMBER__PB10] bez zmian jak również #return [PB_CMD_FEEDRATE_NUMBER__Fanuc], ale w tym przypadku posuw był ok 10 razy mniejszy niż poprzednio, więc lipa.
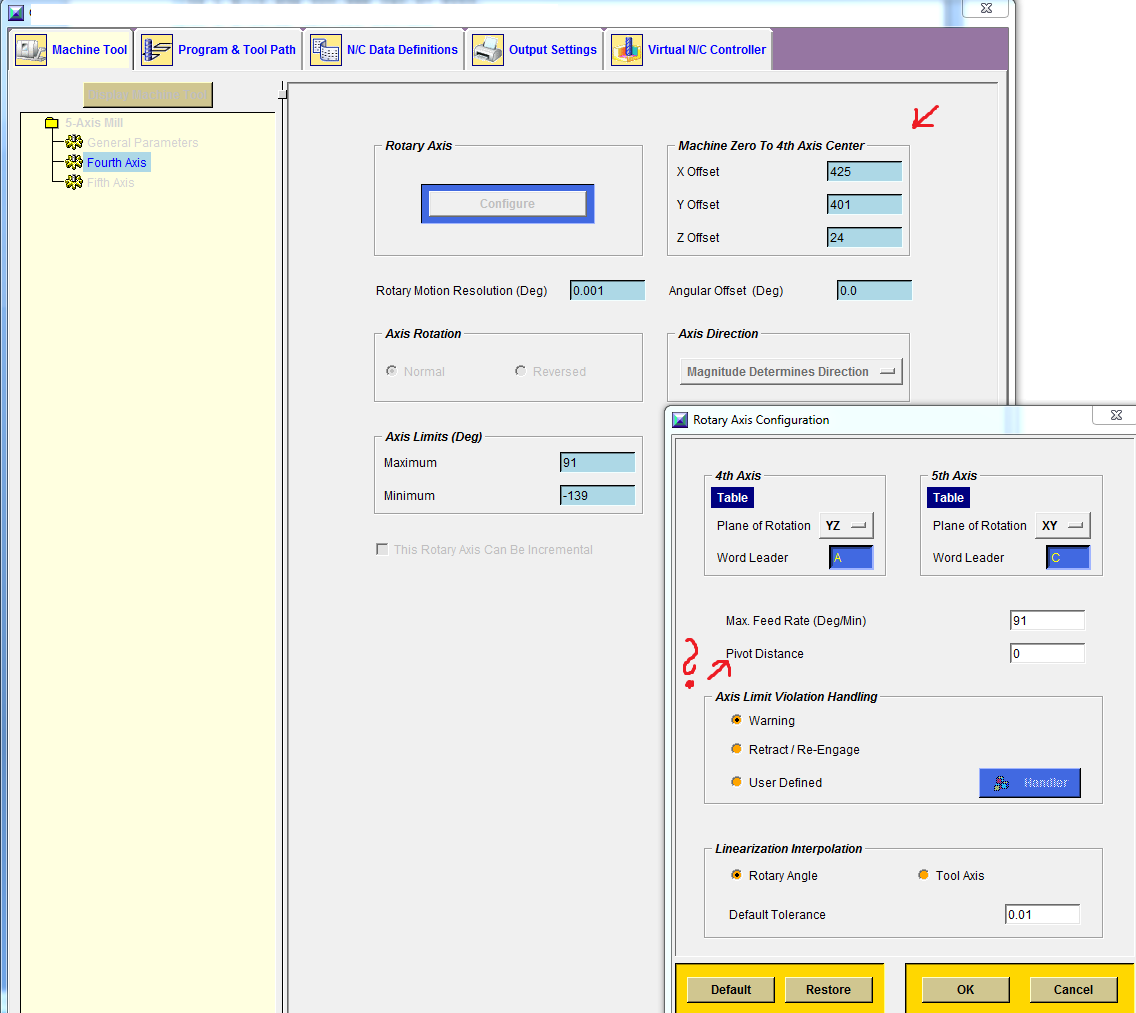
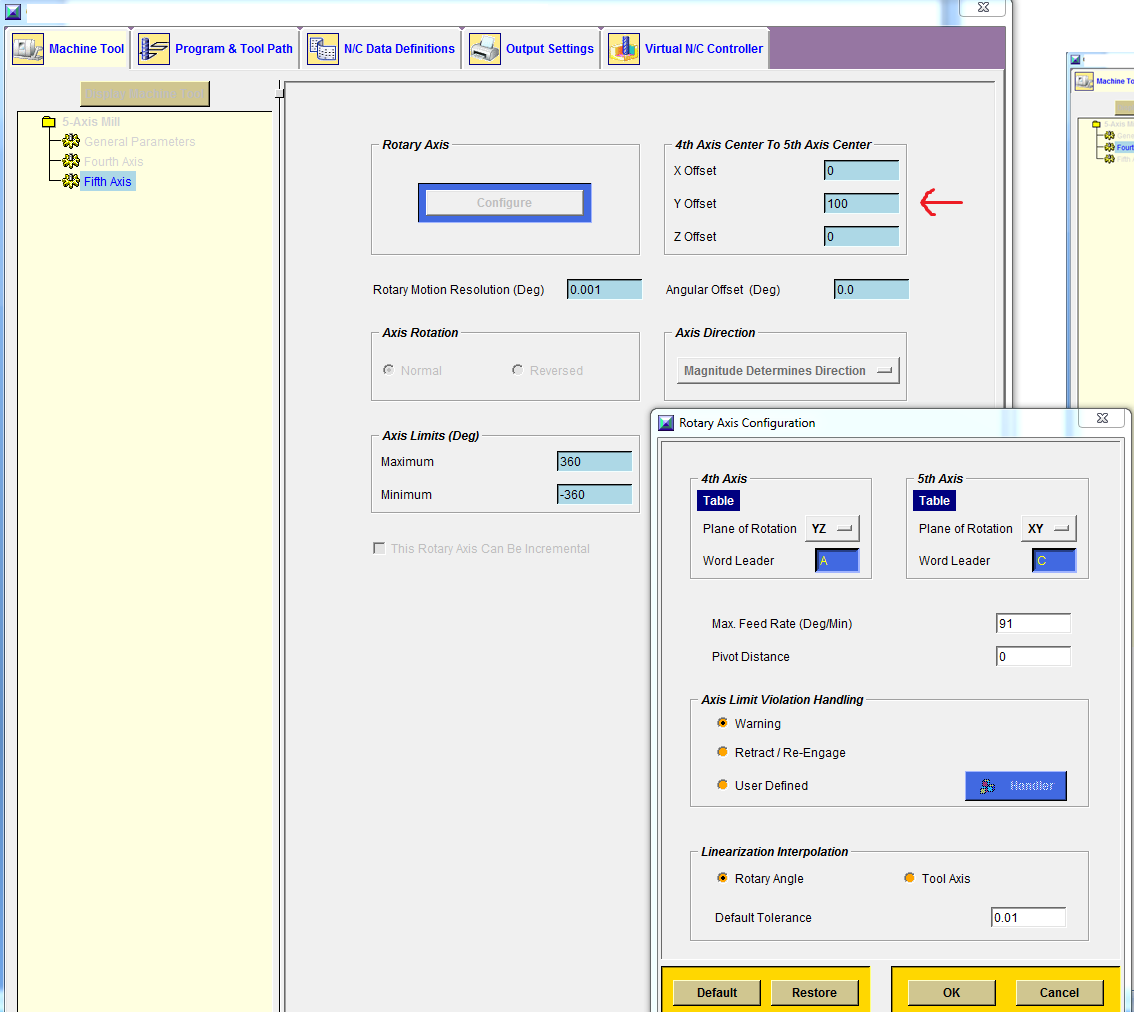
Próbowałem uzupełnic wartości "Rotary Axis Configuration" dla osi A oraz C mierząc odległości od punktu przecięcia osi A oraz C (punkt zawieszony 100mm nad stołem obrotowym) do punktu referencyjnego maszyny. W załączniku znajduje się plik stp z modelem stołu i zakresem osi. Nie jestem do końca przekonany czy dobrze zamieściłem wszystkie wartości i co w przypadku mojej maszyny oznacza "Pivot distance", ale próbują zmieniac znaki i wstawaiac wartości "z czapy" generowane posuwy i tak były zbyt małe. W tym celu posiłkowałem się również tutorialem z poniższego linku. LINK
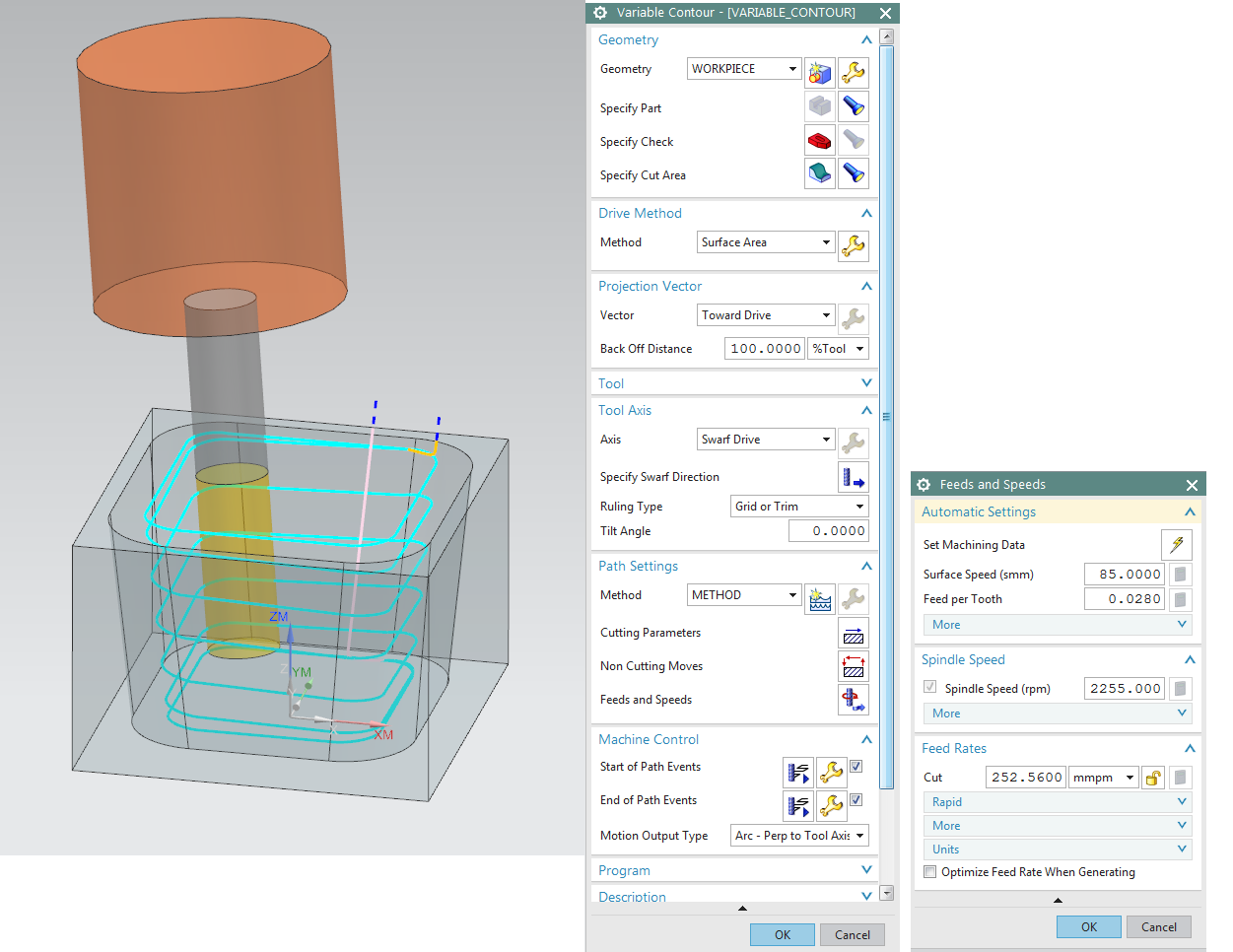
Poniżej ustawienia operacji do której generowany był G-kod. Bryła w stp w załączniku.
Korzystałem również z filmu pod linkiem: ][/youtube]
Podejrzewam, że zaglądają na to forum osoby, które kiedyś przerabiały ten problem, wiec może zechcą podzielic się swoją wiedzą. Uzupelniajac - maintenance na licencje CAM wygasł, został tylko na dokupioną później CAD, wiec pomoc GTAC odpada. Z góry dziękuję za wszelkie wskazówki.
Pliki do pobrania:
detal
stol


")
")