Strona 1 z 1
postprocesor - dojazd
: 01 lut 2017, 14:27
autor: r_t_o_i_p
Witam. Czy wie ktoś jak zmienić współrzędną Z w linijce 8 aby nie generowało wartości z bezpiecznej wysokości Q200=5 tylko np. wartość z 2-giej bezpiecznej wysokości Q204=50, ewentualnie całkowicie usunąć tę linijkę. W którym miejscu w PostBuilderze jest to zapisne?
0 BEGIN PGM 100 MM
1 BLK FORM 0.1 Z X0.0 Y0.0 Z-20.
2 BLK FORM 0.2 X100. Y100. Z0.0
3 TOOL CALL "WIERTLO_FI10" Z S750
4 ; ( No Description )
5 ; ( WIERCENIE_FI10 )
6 M3
7 L X33. Y0.0 FMAX M8
8 L Z5. FMAX
CYCL DEF 200 WIERCENIE ~
Q200=5. ;BEZPIECZNA WYSOKOSC ~
Q201=-25. ;GLEBOKOSC ~
Q206=90. ;WARTOSC POSUWU WGL. ~
Q202=25. ;GLEBOKOSC DOSUWU ~
Q210=0.0 ;PRZER. CZAS.NA GORZE ~
Q203=0.0 ;WSPOLRZEDNE POWIERZ. ~
Q204=50. ;2-GA BEZPIECZNA WYS. ~
Q211=0.0 ;PRZERWA CZAS. DNIE
9 L R0 FMAX
10 CYCL CALL
11 L X16.5 Y28.579 R0 FMAX
12 CYCL CALL
...
25 M30
26 END PGM 100 MM
: 01 lut 2017, 16:04
autor: zibi
Wydaje mi się, że w nx masz taką ścieżkę, wiertło dojeżdża na szybkim na Z5. Zmień odległość bezpieczną w operacji wiercenia na 50.
: 02 lut 2017, 07:36
autor: r_t_o_i_p
Jeżeli zmienię odległość bezpieczną na 50 to w linijce 8 generuje Z50, ale i w cyklu wiercenia generuje Q200=50 czyli posuwem roboczym narzędzie idzie 50 mm przed materiałem.
...
7 L X33. Y0.0 FMAX M8
8 L Z50. FMAX
CYCL DEF 200 WIERCENIE ~
Q200=50. ;BEZPIECZNA WYSOKOSC ~
Q201=-25. ;GLEBOKOSC ~
Q206=90. ;WARTOSC POSUWU WGL. ~
Q202=25. ;GLEBOKOSC DOSUWU ~
Q210=0.0 ;PRZER. CZAS.NA GORZE ~
Q203=0.0 ;WSPOLRZEDNE POWIERZ. ~
Q204=50. ;2-GA BEZPIECZNA WYS. ~
Q211=0.0 ;PRZERWA CZAS. DNIE
9 L R0 FMAX
10 CYCL CALL
11 L X16.5 Y28.579 R0 FMAX
12 CYCL CALL
...
: 02 lut 2017, 13:49
autor: zibi
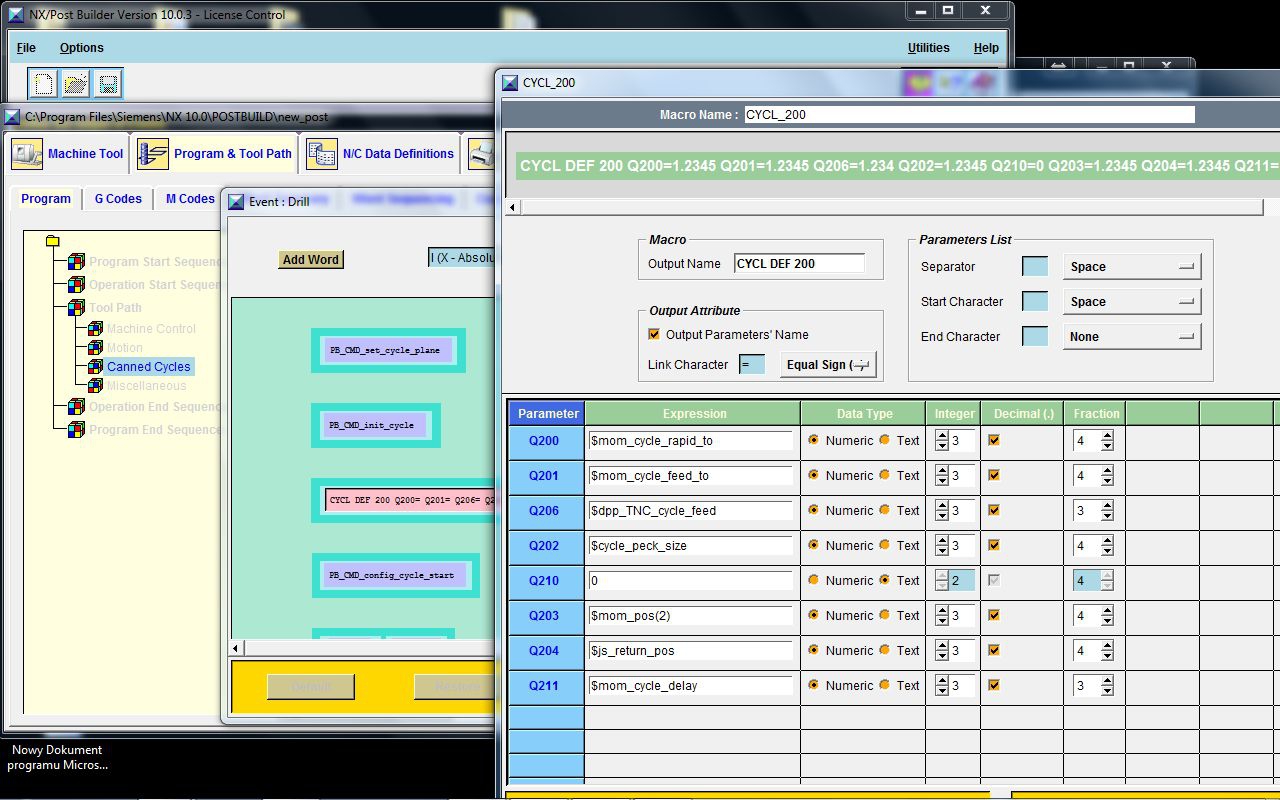
Postbulider - cykle wiercenia.
: 02 lut 2017, 18:39
autor: r_t_o_i_p
Zmienne w cyklu mam ok. Zastrzeżeń do samego cyklu nie mam, tylko do linijki wcześniej (nr

. Korzystam z postprocesora na wzór tego
https://www.cnc.info.pl/topics103/zlece ... 943,10.htm
Ale i wszystkie postprocesory standardowe zainstalowane z NX generują w ten sam sposób. Chciałbym aby w tej linijce przed opisem cyklu np przyjmowało wartość z parametru Q204 a nie z Q200.
: 03 lut 2017, 10:54
autor: zibi
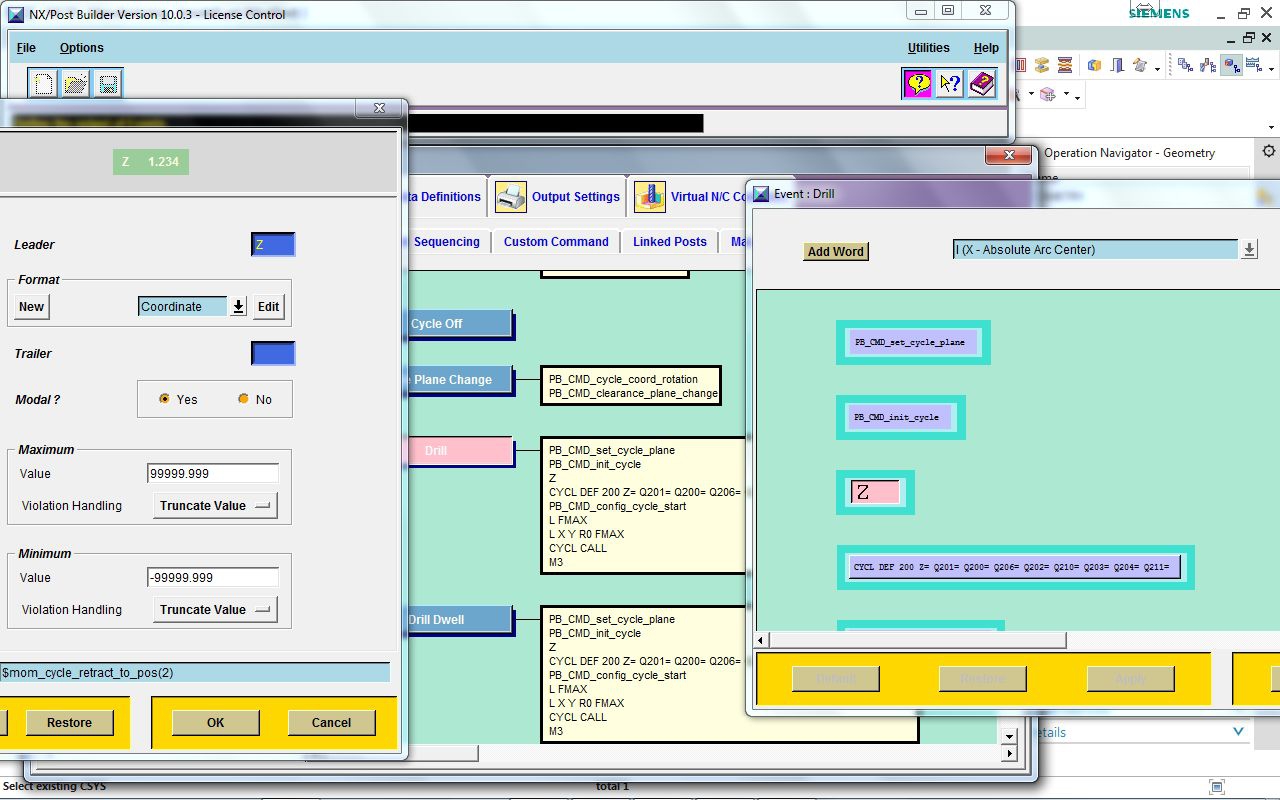
Dodaj przed cycle def nową linię ze współrzędną "Z" o wartości jak cofnięcie po wierceniu.
jeśli Q204 będzie inny niż Q200 to wstawi ci współrzędną. W nx trzeba dać "RATIO" w operacji wiercenia. Wtedy Q204 ma wartość.
: 06 lut 2017, 12:12
autor: r_t_o_i_p
Zaproponowane rozwiązanie generuje mi tak (nadal zjazd na Z5)
...
10 L Z5. FMAX
11 L Z50.
CYCL DEF 200 WIERCENIE ~
Q200=5. ;BEZPIECZNA WYSOKOSC ~
Q201=-25. ;GLEBOKOSC ~
Q206=90. ;WARTOSC POSUWU WGL. ~
Q202=25. ;GLEBOKOSC DOSUWU ~
Q210=0.0 ;PRZER. CZAS.NA GORZE ~
Q203=0.0 ;WSPOLRZEDNE POWIERZ. ~
Q204=50. ;2-GA BEZPIECZNA WYS. ~
Q211=0.0 ;PRZERWA CZAS. DNIE
12 L X33. Y0.0 R0 FMAX
13 CYCL CALL
14 L Z50.
15 L X16.5 Y28.579 R0 FMAX
16 CYCL CALL
17 L Z50.
18 L X-16.5 Y28.579 R0 FMAX
19 CYCL CALL
...
Doszedłem do wniosku, że zmiany w postprocesorze w cyklu nic nie dadzą. Współrzędną Z w 8 linijce generuje nie z parametrów cyklu, tylko jest to pierwsza współrzędna Z ze ścieżki narzędzia. Pozostaje w NX zdefiniować dodatkowy dojazd w ruchach pomocniczych.
: 06 lut 2017, 13:30
autor: zibi
U mnie tego bliku nie ma.
: 07 lut 2017, 08:21
autor: r_t_o_i_p
Twojego modelu nie otworze, używam starszej wersji NX. Ale twój postprocesor generuje tak
...
17 CYCL DEF 7.3 Z0
18 L M126
19 L X+0.0 Y+0.0 Z5. FMAX M3
20 Z50.
21 CYCL DEF 200 Z=50. Q201=-25. Q200=5. Q206=100. Q202=25. Q210=0 Q203=0. Q204=50. Q211=0.
23 L R0 FMAX
24 CYCL CALL
25 M5
26 M140 MB MAX
...
W linii 19 nadal zjazd na Z5 (min. odległość bezpieczna) a później w linii 20 odjazd na Z50 (2-ga bezpieczna wysokość).