")
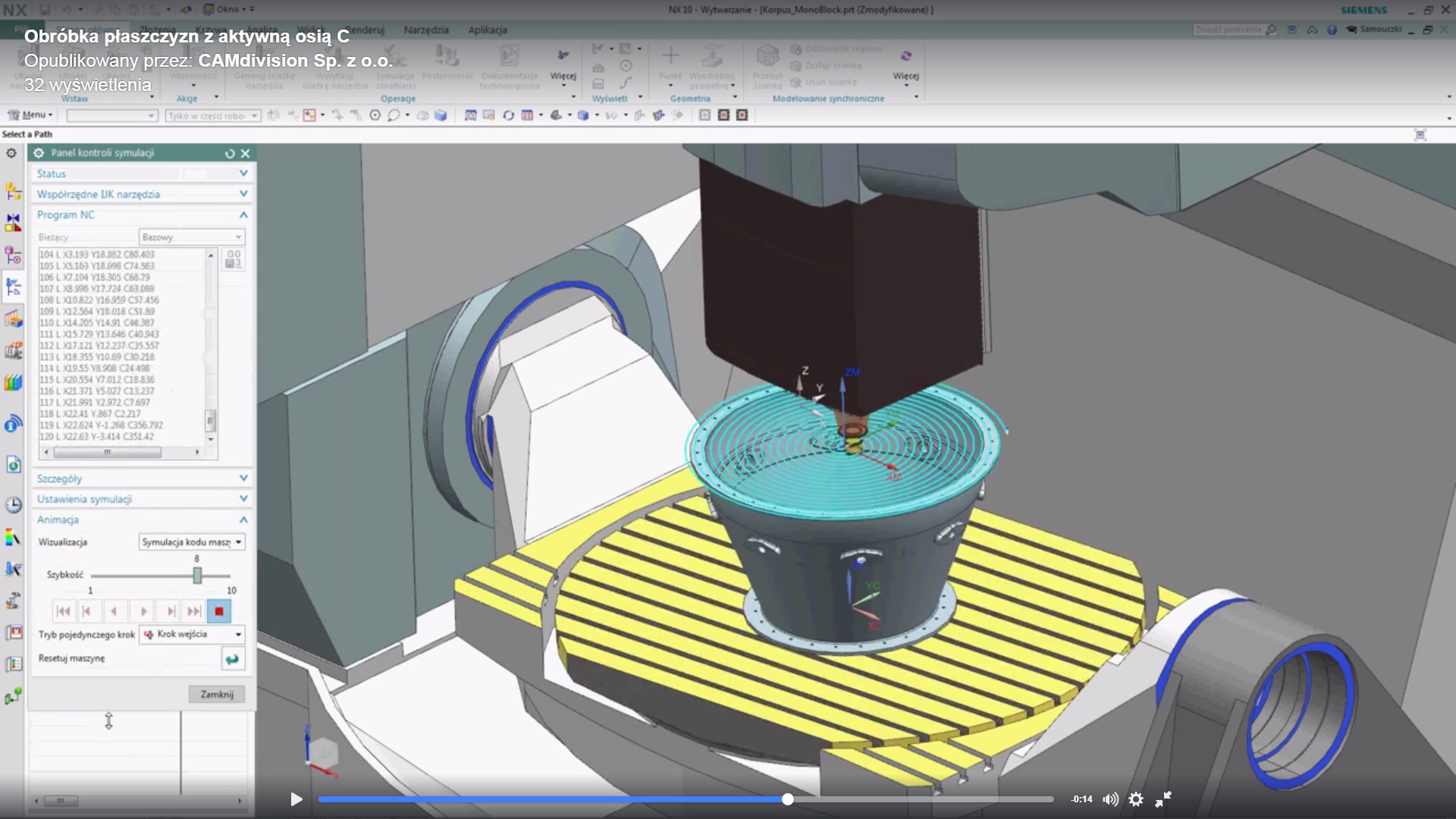
Element jest zamocowany na stole obrabiarki. Środek przedmiotu nie pokrywa się ze środkiem obrotu stołu. Stół wykonuje ruch obrotowy, natomiast narzędzie podąża za przedmiotem, utrzymując stałą odległość od środka przedmiotu. Po wykonaniu pełnego obrotu stołu narzędzie objedzie w tym czasie przedmiot tworząc czop okrągły.
Będzie to przedmiot tworzony na 5 osiowej frezarce numerycznej z heidengain 530, nx9 którego posiadam ma wszystkie postprocesory do tej maszyny. Przesuniecie środka Y+20
pogladowy rysunek


")
")