




Mam problem z jakością powierzchni przy obróbce z-level 5cio osiowej. Sprawa wygląda tak, że powierzchnia po obróbce 3 osiowej jest gładka, taka jak powinna być. Problem pojawia się przy odchyleniu osi narzędzia. Powierzchnia ma widoczną i wyczuwalną nierówność, która jest również widoczna na poniższych zdjęciach. Jak widać różnica jest spora.






Czy ktoś wie z czego to może wynikać?
Zauważyliśmy, że już na poziomie samego nxa, przy podglądzie ścieżki, są różnice w ilości wektorów. W przypadku 3 osi wektory są dużo dłuższe, a w przypadku 5 osi łuk dzielony jest na proste, których długość jest uzależniona od tolerancji ustawionej w parametrach obróbki.

wyświetlanych jest "5 kolejnych ruchów"

wyświetlanych jest "10 kolejnych ruchów".
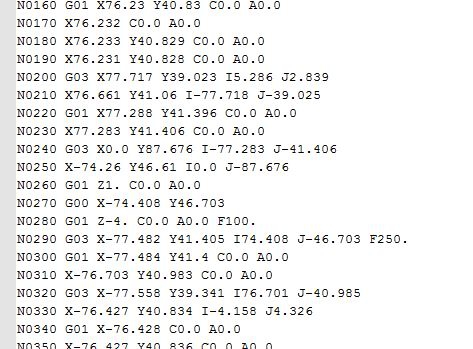
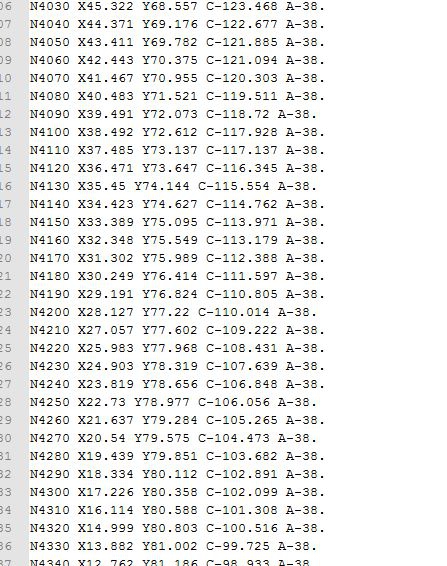
Zmiana łuków na linie jest też widoczna w wygenerowanym programie
3osie
5osi
Efektem jest widoczna "schodkowość", którą chcielibyśmy wyeliminować ale nie wiemy jak (zasugerowano nam zmianę tolerancji na mniejszą, ale powierzchnia obrabiana była z tolerancją ustawioną na 0.002 mm i przy większych modelach jej zmniejszanie mija się z celem. Czy jest to problem z postprocesorem? Jakieś sugestie gdzie szukać?
Pozdrawiam.


")
 i
i  widoczna po lewej stronie,
widoczna po lewej stronie,  i
i  po stronie prawej).
po stronie prawej).  i
i  ) i w tej próbie powierzchnia miała najmniejszą chropowatość bez widocznych "schodków".
) i w tej próbie powierzchnia miała najmniejszą chropowatość bez widocznych "schodków".





