Witam
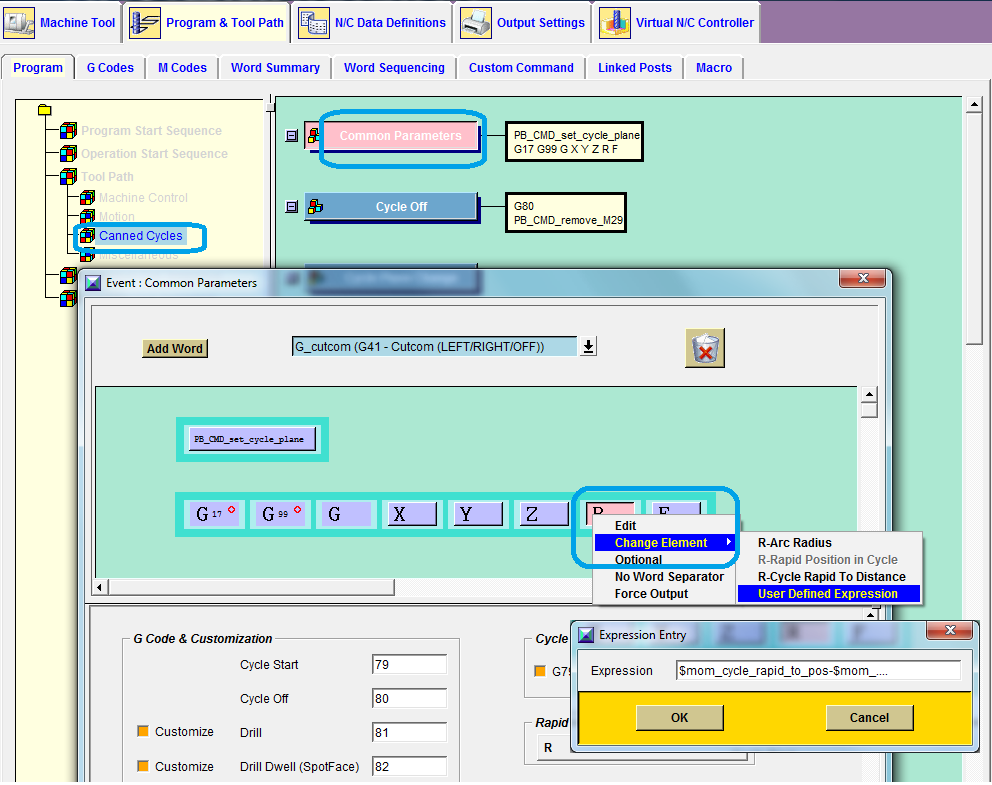
Prosił bym o pomoc jak zdefiniować w post bulder by wartość R była definiowana jak w oczekiwanym kodzie
kod generowany :
N0012 G91 G28 Z0.0
N0013 G90
N0014 T02 M06 S5000
N0015 G0 X0.0 Y0.0 M03
N0016 G43 G0 Z30. H02
N0017 G98 G81 X0.0 Y0.0 Z-20. R3. F300.
N0018 G80
N0019 G0 Z30.
kod oczekiwany :
N0012 G91 G28 Z0.0
N0013 G90
N0014 T02 M06 S5000
N0015 G0 X0.0 Y0.0 M03
N0016 G43 G0 Z30. H02
N0017 G98 G81 X0.0 Y0.0 Z-20.0 R-27.0 F300.
N0018 G80
N0019 G0 Z30.
tworzenie postprocesora w post builder - proba o pomoc
-
cartman_121
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 3
- Posty: 20
- Rejestracja: 30 sty 2012, 19:33
- Lokalizacja: łańcut



-
cartman_121
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 3
- Posty: 20
- Rejestracja: 30 sty 2012, 19:33
- Lokalizacja: łańcut
-
radeko
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 2
- Posty: 302
- Rejestracja: 20 lut 2009, 20:17
- Lokalizacja: -;)
Ty masz kolego albo zamienione osie w maszynie ( w co wątpię ) albo coś nie tak z teorią pracy frezarki CNC . R -27 to nic innego jak dojazd na szybkim posuwie 27 mm pod płaszczyznę zerową detalu, czyli kolizja jak nic. W 99.9 proc Z+ jest ponad stół a Z- w kierunku stołu ( detalu)
Twój oczekiwany kod jest taki , że maszyna wjeżdża na szybkim posuwie R-27mm po czym wierci do góry na Z-20 ( 7 milimetrów w górę) ..... tak zachowałaby się większość maszyn według kodu który jest oczekiwany właśnie.
Ten 1 -szy kod wygenerowany jest jak najbardziej poprawny , chociaż zmieniłbym wartość posuwu.
Jeżeli masz zamienione osie, to jest opcja ich odwrócenia na samym początku ,podczas deklaracji osi właśnie
Twój oczekiwany kod jest taki , że maszyna wjeżdża na szybkim posuwie R-27mm po czym wierci do góry na Z-20 ( 7 milimetrów w górę) ..... tak zachowałaby się większość maszyn według kodu który jest oczekiwany właśnie.
Ten 1 -szy kod wygenerowany jest jak najbardziej poprawny , chociaż zmieniłbym wartość posuwu.
Jeżeli masz zamienione osie, to jest opcja ich odwrócenia na samym początku ,podczas deklaracji osi właśnie
-
cartman_121
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 3
- Posty: 20
- Rejestracja: 30 sty 2012, 19:33
- Lokalizacja: łańcut
w pewnych odmianach fanuc np R jest dystansem szybkiego dojazdu i jest podawany wartością ujemną
N0016 G43 G0 Z30. H02 -- dojazd płaszczyzna bezpieczeństwa
N0017 G98 G81 X0.0 Y0.0 Z-20.0 R-27.0 F300. cykl wiercenia :
R-27 - jedz szybkim 27mm z wartości "Z30." czyli dojedz na "Z3.0" i jest przed materiałem (punkt rozpoczęcia wiercenia)
Z- 20 - wierć do "Z-20" i a wygląda to tak że wierci od "Z3.0" wynika to z def "R" do wartości "Z-20"
N0018 G80
N0019 G0 Z30.
N0016 G43 G0 Z30. H02 -- dojazd płaszczyzna bezpieczeństwa
N0017 G98 G81 X0.0 Y0.0 Z-20.0 R-27.0 F300. cykl wiercenia :
R-27 - jedz szybkim 27mm z wartości "Z30." czyli dojedz na "Z3.0" i jest przed materiałem (punkt rozpoczęcia wiercenia)
Z- 20 - wierć do "Z-20" i a wygląda to tak że wierci od "Z3.0" wynika to z def "R" do wartości "Z-20"
N0018 G80
N0019 G0 Z30.
-
radeko
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 302
- Rejestracja: 20 lut 2009, 20:17
- Lokalizacja: -;)
można narobić w gacie pracując z takim pokopanym sterowaniem .... zastosuj się do wskazówek kolegi nxcam, musisz podziałać na zmiennych, niekoniecznie używając Postbuilder-a , tylko edytując plik *.tclcartman_121 pisze:w pewnych odmianach fanuc np R jest dystansem szybkiego dojazdu i jest podawany wartością ujemną