Witajcie, Potrzebuje lekko zmienic standardowy postprocesor 3 axis. Moze ktos posiada taki juz zmieniony albo moze mnie naprowaddzic jak to zrobic. W tym momencie dostaje taki kod:
%
N0010 G40 G17 G90 G70
N0020 G91 G28 Z0.0
:0030 T00 M06
N0040 G0 G90 G54 X117.9212 Y-146.054 S4200 M03
N0050 G43 Z30. H00
N0060 Z-1.
N0070 G1 Z-4. F250.
N0080 Y-140.054
...
N7140 G0 Z30.
N7150 M02
%
Przeszkadza mi G70 na początku, :0030 przed zmiana narzędzia i M02 na końcu. Przy wierceniu bez cyklu pojawiają się kody G4 które tez nie przejda. Wiercenia z cyklu jeszcze nie sprawdzałem.
Z góry dzięki za wszelką pomoc. W razie czego mój mail: [email protected]
pozdrawiam.
nx edycja postprocesora


-
 nxcam
nxcam
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 734
- Rejestracja: 04 maja 2009, 17:54
- Lokalizacja: Tuszyma
- Kontakt:
witam,
zima odpuszcza, zatem:
1) pliki źródłowe postproceosorów (te bez symulacji kinematyki) znajdują się w katalogu:
x:....NX x.x\MACH\resource\postprocessor...
- to pliki z roszerzeniem *.pui
- otwiera się je aplikacją NX Post Builder (z grupy programów NX>Manufacturing Tools)
- w pliku tekstowym template_post.dat znajdziesz poszczególne nazwy plików z listy postproceosorów:
np. MILL_3_AXIS,${UGII_CAM_POST_DIR}mill3ax.tcl,${UGII_CAM_POST_DIR}mill3ax.def
- czyli np. postproceosorowi o nazwie MILL_3_AXIS ma plik żródłowy o nazwie mill3ax.pui
- po zapisie tworzone są właściwe pliki postproceosra czyli *.def i *.tcl
2) Szablon ma formę drzewka - zwykle iglastego
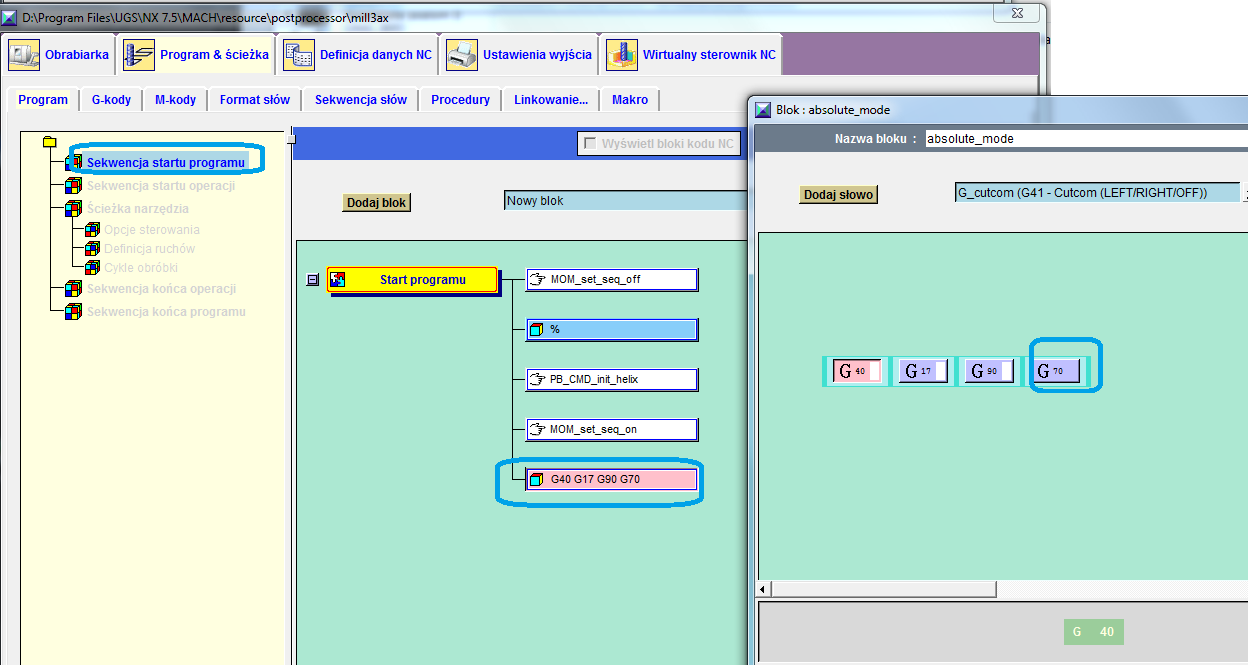
3) Poszczególne opcje o które pytasz znajdziesz:
- usuń G70 przeciągając je do kosza
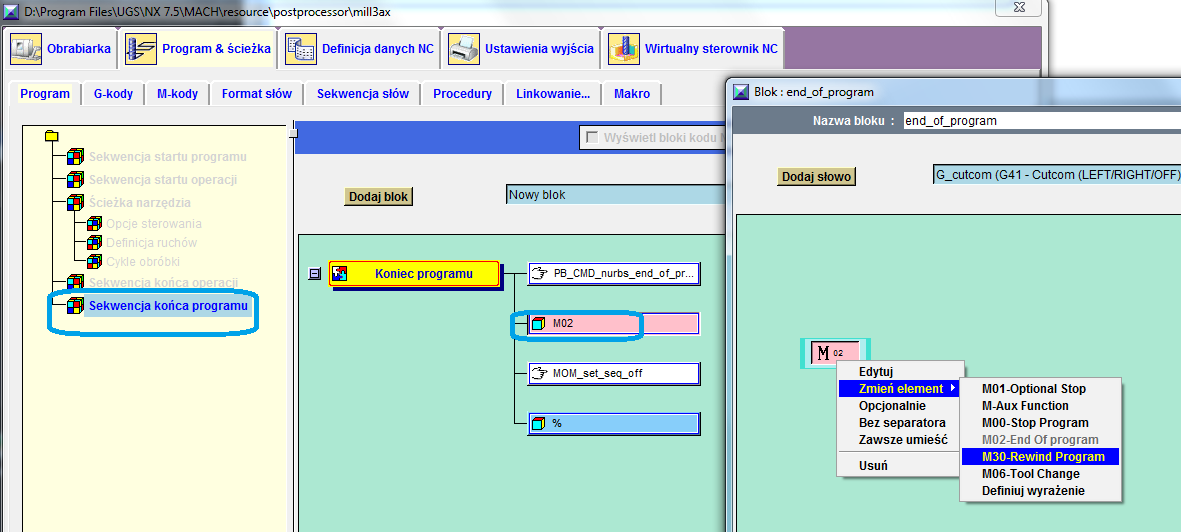
- np. zmień M02 na M30 pod prawym klawiszem
- itp...
4) zapisz plik i wygeneruj kod
zima odpuszcza, zatem:
1) pliki źródłowe postproceosorów (te bez symulacji kinematyki) znajdują się w katalogu:
x:....NX x.x\MACH\resource\postprocessor...
- to pliki z roszerzeniem *.pui
- otwiera się je aplikacją NX Post Builder (z grupy programów NX>Manufacturing Tools)
- w pliku tekstowym template_post.dat znajdziesz poszczególne nazwy plików z listy postproceosorów:
np. MILL_3_AXIS,${UGII_CAM_POST_DIR}mill3ax.tcl,${UGII_CAM_POST_DIR}mill3ax.def
- czyli np. postproceosorowi o nazwie MILL_3_AXIS ma plik żródłowy o nazwie mill3ax.pui
- po zapisie tworzone są właściwe pliki postproceosra czyli *.def i *.tcl
2) Szablon ma formę drzewka - zwykle iglastego
3) Poszczególne opcje o które pytasz znajdziesz:
- usuń G70 przeciągając je do kosza
- np. zmień M02 na M30 pod prawym klawiszem
- itp...
4) zapisz plik i wygeneruj kod
-
 pasierbo
pasierbo
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 638
- Rejestracja: 03 lut 2008, 23:24
- Lokalizacja: Lublin
Wiekszosc rzeczy udało mi się załatwić. Co do kilku mam wątpliwości. Na przykład chłodziwo chciałem żeby zawsze się włączało bo łatwo zapomnieć ustawić, wiec M8 dodałem jako tekst. Nie wiem czy tak to powinno być w profesjonalnym rozwiązaniu ale działa. Natomiast nie mam pojęcia dla czego gdy ustawiam posuw np cut-1250mmpm, Approach-rapid, Engage-100%cut, First Cut-100%cut, Step Over-100%cut, Traversal-rapid, Retract-100%cut, Depature-rapid, to mimo wszystko po wygenerowaniu kodu scieżki frezowania są F800 dopiero wyjazd jest F1250.
")
-
pasierbo
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 638
- Rejestracja: 03 lut 2008, 23:24
- Lokalizacja: Lublin
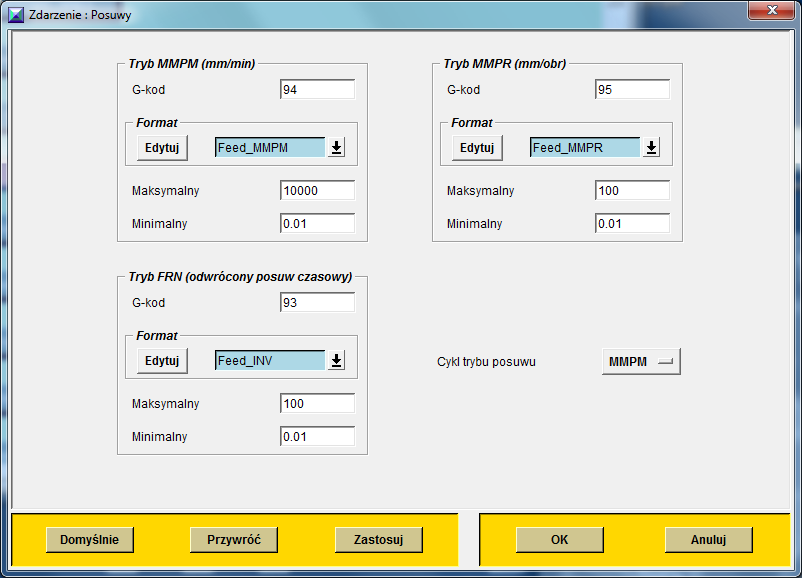
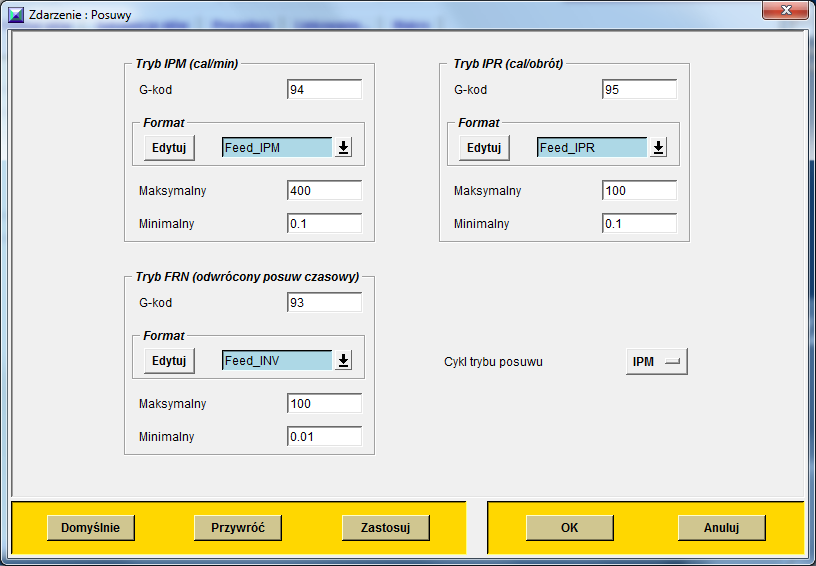
Udalo sie i z posuwami. dla potomnych to trzeba zwiekszyc maxymalne wartosci w miejscu:
Program&Tool Path->Machine Control->Feedrates
Tylko są tam trzy grupy ktore nie wiem co oznaczaja: IPM Mode, IPR Mode, PRN Mode. we wszystkich grupach dalem maximum 15000 i jest OK. Mam nadzieje ze nic zlego z tym sie nie wiąże. Może ktos jest w stanie przybliżyć co oznaczają skróty IPM, IPR, FRN.
Program&Tool Path->Machine Control->Feedrates
Tylko są tam trzy grupy ktore nie wiem co oznaczaja: IPM Mode, IPR Mode, PRN Mode. we wszystkich grupach dalem maximum 15000 i jest OK. Mam nadzieje ze nic zlego z tym sie nie wiąże. Może ktos jest w stanie przybliżyć co oznaczają skróty IPM, IPR, FRN.