Strona 1 z 1
Czytanie korekcji w Mazaku 640M
: 03 lip 2012, 20:31
autor: lotnik11
Nie wiem
: 03 lip 2012, 21:32
autor: rocky_b
Zaznacz Dane jako punkt/kontakt odniesienia i sprawdź różnice
: 04 lip 2012, 00:29
autor: lotnik11
sprawdzałem i wtedy frez ustawia się do promienia tzn wychodzi poza kontur. Do gabarytu konturu dodaje połowę średnicy freza.
: 05 lip 2012, 11:43
autor: nxcam
- zalacz plik z przykładową ścieżką to porównany kody z moim postprocesorem na MAZAK
: 05 lip 2012, 18:04
autor: lotnik11
dodaje plik na którym próbowałem to zrobić i program NC
Re: Czytanie korekcji w Mazaku 640M
: 05 lip 2012, 21:49
autor: WZÓR
lotnik11 pisze:.... Tak jak by jakaś funkcja w maszynie była wyłączona albo jest coś źle z koden NC ...
W/g mnie przy G41 powinno być jeszcze D10 .... przynajmniej jest tak w Haas.
Mariusz.
: 05 lip 2012, 23:06
autor: radeko
Moje maszyny Fanuc tez nie załadują korektora w osi "Z"
Razem w jednym bloku G41 i D10
: 06 lip 2012, 10:03
autor: nxcam
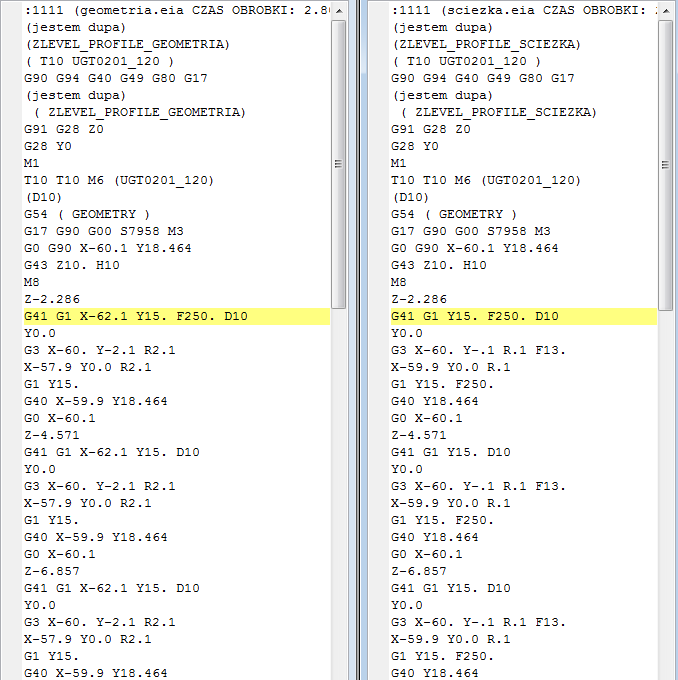
Kod z korekcją na Mazak:
- po lewej na geometrię
- po prawej na ścieżkę
: 06 lip 2012, 15:00
autor: lotnik11
czyli główny problem jet w tym że nie ma przywołania korekcji narzędzia w jednej linijce ?. Kiedyś pracowałem na starych fanucach i tam było to bardzo ważne.