Czytanie korekcji w Mazaku 640M


")

-
lotnik11
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 4
- Posty: 196
- Rejestracja: 28 wrz 2009, 10:54
- Lokalizacja: ze ściany wschodniej
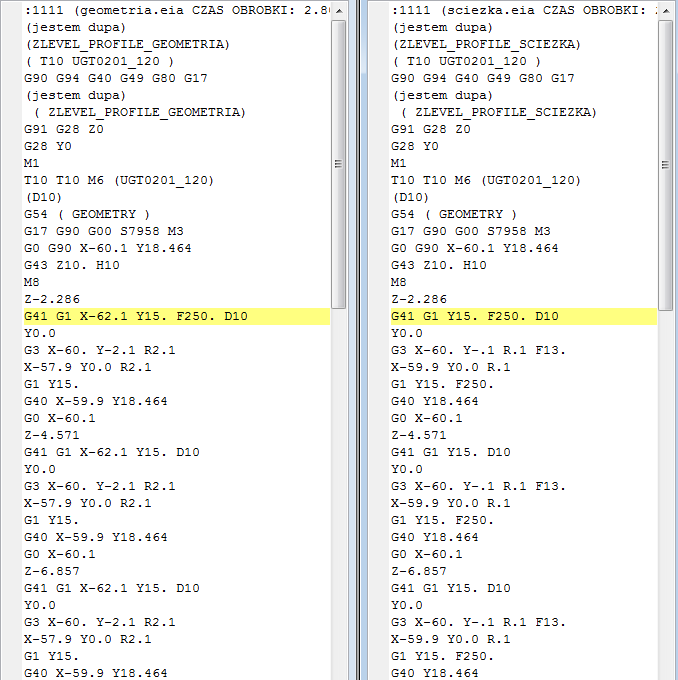
dodaje plik na którym próbowałem to zrobić i program NC
- Załączniki
-
- 84588 But%-23e de guidage inf_sldprt.rar
- (52.49 KiB) Pobrany 214 razy
-
- 2007.rar
- (1021 Bajtów) Pobrany 258 razy
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 7980
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Czytanie korekcji w Mazaku 640M
W/g mnie przy G41 powinno być jeszcze D10 .... przynajmniej jest tak w Haas.lotnik11 pisze:.... Tak jak by jakaś funkcja w maszynie była wyłączona albo jest coś źle z koden NC ...
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki