Strona 1 z 2
pp na hh w nx6.05
: 28 mar 2011, 17:42
autor: marcinello3
prubuje podrasowac postprocesor na wiercenie (ukł ster. heidenhain)i mam kilka pytan:
chcę wykorzystać ten cykl:
CYCL DEF 1.0 PECKING
CYCL DEF 1.1 ODSTEP ??
CYCL DEF 1.2 GLEBOK ?? ($mom_cycle_feed_to_pos(2))-nie gada
CYCL DEF 1.3 DOSUW ??
CYCL DEF 1.4 P.CZAS ??
CYCL DEF 1.5 POSUW $feed
którymi "mom"ami je zdefiniować żeby je wstawiało z pod nx`a automatycznie?
Jak ktoś pisał cos podobnego prosiłbym o jakąś podpowiedź.
zdrowia
: 28 mar 2011, 18:36
autor: nxcam
ja uzywam nowszych cykli na paramerach Q, ale zmienne są te same np.
Q201 hole depth ( incremental ) = $mom_cycle_rapid_to
Q202 peck size = $cycle_peck_size
Q204 Zreturn after cycle ( incremental ) = $mom_cycle_retract_to
Q206 feedrate units/min = $feed
Q211 cycle dwell = $mom_cycle_delay
...
zobacz w postprocesorze poglądowym do Heidenhain jaki byl dołączony do ksiązki
: 28 mar 2011, 18:56
autor: marcinello3
tak, patrzyłem na to i napisałem bardzo podobny, jednak nie wiem co jest grane bo maszyna nie kupuje tego?? niby cykle te same i wogóle na pierwszy rzut oka jest ok a wstawia mi error w kodzie maszyn
zaraz obadam te zmienne i dam znać
dzieki
: 28 mar 2011, 19:02
autor: nxcam
zdarzało mi się że stojące obok siebie te same maszyny, na tym samym sterowaniu miały inaczej skonfigurowane cykle wiercenia np kolejność podawania parametrów

pamietaj o znaku tyldy: "~" na końcach linii w cyklu
- nie moze jej być po ostatnim parametrze w cyklu
: 29 mar 2011, 19:47
autor: marcinello3
stosując te zmienne co mi podałeś, nie wstawia mi zdefiniowanych wartości (np. depth i retract wstawia 0.1 , natomiast pozostałe powoduje błąd mom`a - nie mam pojecia co jest nie tak, dlatego też powróciłem do metody na parametrach Q.
Dzisiaj po kilku prubach nadal pojawia sie error przy cyklach. Program wygląda identyko jak zczytany z maszyny, "~" wstawione tak jak mówisz i nic z tego. Dopiero jak przekopiowałem z programu z maszyny do mojego programu to ruszyło pytanie tylko co jest nie tak, czy składnia? odstępy mogą mieć tu znaczenie?
Jeszcze sie tak teraz zastanawiam jeśli nie korzystam z cyklu Q204 i w prgmie go nie mam wogóle wywołanego to może to?
jeszcze jedno jak zadać w pp żeby np. DRILLING wstawiało w jednej linii? Bo jak narazie wstawia mi to pod spodem o tak:
CYCL DEF 200
DRILLING ~
Q200=3.000
;SET-UP CLEARANCE ~
.....
a chcę
CYCL DEF 200 DRILLING ~
Q200=3.000 ;SET-UP CLEARANCE ~
???
Załączam foto
wielkie THX!!!!

: 29 mar 2011, 22:18
autor: radeko
Ja to mam tak zrobione :
global dwell_at_top
global surface_coordinate
global mom_cycle_delay_mode
global mom_cycle_delay
global mom_cycle_delay_revs
global mom_cycle_feed_to plunging_depth
MOM_force once Q200 Q201 Q206 Q202 Q210 Q203 Q204 Q211
set dwell_at_top "0.0"
if {$mom_cycle_delay_mode == "OFF"} {
set dwell_at_top 0.0
} elseif {$mom_cycle_delay_mode == "ON"} {
set dwell_at_top 0.1
} else {
set dwell_at_top $mom_cycle_delay
}
set plunging_depth [expr abs($mom_cycle_feed_to)]
MOM_do_template cycle_200
Po przepuszczeniu przez postprocesor program wygląda tak ,że parametry Q ustawione są w jednej linii i TNC530 to akceptuje. Wcześniej też mi wywalało podobne errory jak Tobie . Przykładowy program NC wygląda tak i maszyna to przyjmuje
10 L Z3. FMAX M3
11 CYCL DEF 200 Q200=3. Q201=-7.9 Q206=70 Q202=7.9 Q210=.1 Q203=0 Q204=3.
12 CYCL CALL
: 30 mar 2011, 17:08
autor: marcinello3
poszło, winą było jak podejrzewałem Q204 którego nie wstawiało mi automatycznie
,
pytanie tylko jak wstawić komentarz w jednej linii obok
Q.... ;komentarz ~
korzystając z w/w zapisanych cykli?
: 30 mar 2011, 19:00
autor: Magneto86
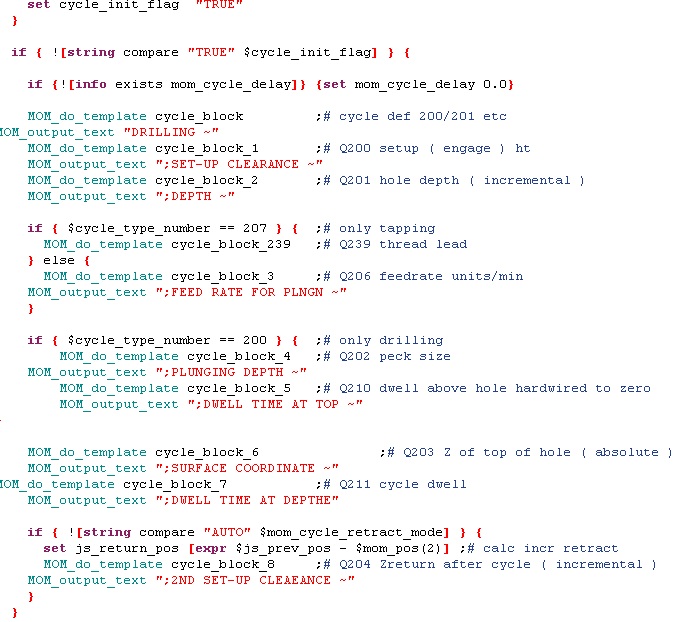
W tej procedurze, której zdjęcie wkleiłeś, masz:
MOM_do_template cycle_block
MOM_output_text "DRILLING ~"
Najprościej było by wyedytować ten blok o nazwie "cycle_block", do którego tu jest odniesienie i komentarz umieścić w tym bloku zamiast jako kolejne wywołanie w procedurze

: 30 mar 2011, 21:17
autor: nxcam
marcinello3
jeżdżę teraz po wdrożeniach - postaram się na łykendzie odnalesc/umieścić szablon *.pui do tego postprocka z ksiązki lub p[odobny i nagrać film jak się dodaje/edytuje kolejności tych elementów
PS. ...dziś na nowej wysokogórskiej hali z betonu 10-12 stopni... a na zewnątrz słońce i ze 20... - ale Mikron 5axis hula
: 31 mar 2011, 07:33
autor: radeko
marcinello3 pisze:pytanie tylko jak wstawić komentarz w jednej linii obok
Marcinello nie musisz wstawiać tych komentarzy w programie wejściowym, TNC530 pięknie Ci to wstawi w obrazek z wiertłem jak masz zapis "stringowy" Q w jednej linii.
Po zgraniu programu z maszyny na komputer będziesz miał z komentarzami jak tak bardzo Ci zależy ale to nie ma znaczenia dla TNC