Strona 1 z 2
Edycja postprocessora
: 04 mar 2011, 06:52
autor: Lukas.s
Witam
Temat po części poruszony w dziale Shop Documentation.
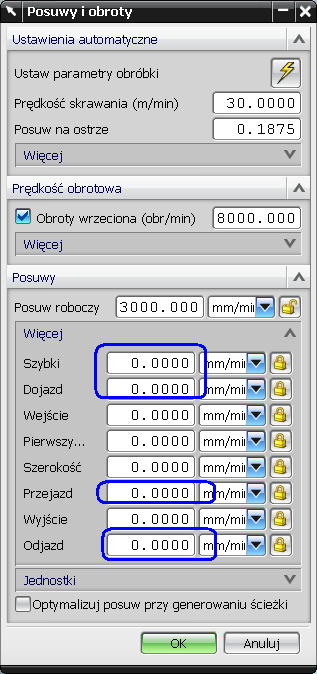
Moje skromne pytanie. Jak/gdzie ustawić/zmienić postprocessor aby przejazdy które standardowo są oznaczone linią ciemno niebieską (wyjazdy na bezpieczną odległość, powroty, w nx oznaczone jako: approach, traversal i deporture) były generowane z G0, aktualnie z tego co widzę mój postrocessor przejazdy te generuje na posuwie roboczym

Pozdrawiam
: 04 mar 2011, 11:13
autor: radeko
Wejdź do okna posuwów i sprawdź czy na pewno masz wartości zerowe przy wyjazdach.
Później Options-Edit Display-More - zaznacz Feed Rates ( porównaj sobie posuwy wyświetlone przy każdej linii z tymi zadanymi przez Ciebie i wygenerowanymi przez postprocesor)
Ustaw sobie Units ... set cut i non cut na MMPM i sprawdź czy masz obroty ( niektóre zapisy nie pozwalają generować G0 if Spindle=0 , zależy kto Ci pisał postprocessor)
Jeżeli się zgadza i dalej coś nie tak- sprawdź w pliku def. jak wygląda zapis $mom_sys_rapid_code , a przy przy adresie FEEDERATE FORCE musi byc na off.
Następnie sprawdź w pliku tcl. zapis set mom_sys_rapid_code 0
zobacz jak się zmienia anchor_flag w tych przejazdach.....
Jeżeli wyjazdy robisz metodą nurbs , nie uzyskasz G0 z reguły ustawia się dla bezpieczeństwa set nurbs_move_flag 1.
Sorki tyle mi przychodzi do głowy, a przyczyna może być banalna

: 12 mar 2011, 11:44
autor: nxcam
a może to sprawa posuwów w operacji
na pewni nie masz wpisanych innych wartości niz zero?
: 16 mar 2011, 21:53
autor: Lukas.s
Udało mi się rozwiązać problem. Przerobiłem inny postprocesor z dostępnych w NXie i już jest ok, wyjazd i dojazd jest na G0
Kolejny skromny problem
komenda
$mom_machine_time , udało mi się ją wprowadzić, ale nie podaje mi poprawnie czasu, pokazuje czas : 0.00000000
Kod: Zaznacz cały
global mom_machine_time
if {[info exists mom_machine_time]} {
MOM_output_literal "[format ";(Czas obrobki: %.2f min.)" $mom_machine_time]"
}
Nie mogę zamienić bloku (zaznaczony w ramce na czerwono) w miejsce za blokiem G43... a zamiast niego wprowadzić stałą pozycję G0 X0 Y0.
Aktualnie przed g43 generuje mi pierwszą współrzędną xy z wygenerowanego programu a chciałbym aby najpierw był najazd na współrzędną x0 y0
: 17 mar 2011, 10:11
autor: radeko
Wprowadź G0 X0 Y0 jako zwykły tekst ...
Osobiście proponuję jednak zrobić to przed załadowaniem G43 ( jest o wiele bezpieczniej)
: 17 mar 2011, 14:59
autor: Lukas.s
No tak, tylko co z blokiem rapid1 rapi2? Jest on jakby nieedytowalny, czyli nie mogę go zmienić, przesunąć.
: 17 mar 2011, 20:00
autor: radeko
Rozumiem że chcesz uzyskać taki kod nc :
T1 M6
S850 M3
G54
G0 X0 Y0
G43 Z3. H1
G0 X50. Y50. np....
G1 Z-3. F250.
itd
Bez ingerencji w postprocesor uzyskałem to w operacji non cutting moves - Avoidance- Start Point X0 Y0
Ale nie zalecam tej metody dojazdu, to niebezpieczne bo przyłożysz w materiał na G0 w osi X lub Y jeżeli detal jest nierówny....
Bezpieczniej jest wpisać G0 X0 Y0 np.jako tekst w postprocesorze ,ale przed zjazdem na G43, w okolicy G28 Z0 np....
: 24 maja 2011, 13:15
autor: Lukas.s
kolejne pytanko dotyczące generowania czasu obróbki. Dlaczego postprocessor generuje mi czas w formacie: 0.000000000000000000000
trzeba ustawić jakiś format?
aktualnie mam taką komendę:
: 24 maja 2011, 17:39
autor: marcinello3
MOM_output_literal "Czas: [format "%.3f" $mom_cutting_time]"
: 01 cze 2011, 09:06
autor: Lukas.s
coś nie bardzo mi działa