Program główny i podprogramy
: 16 wrz 2010, 21:52
Czy komuś się to udało w NX ?
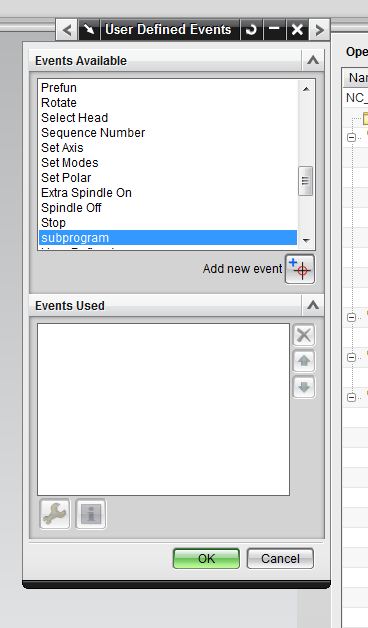
Przyznam że nie potrafię znaleźć rozwiązania podobnego jak w innych konkurencyjnych CAM ach, gdzie definiuje się która operacja ma być programem głównym , a która podprogramem z wywołaniem cyklu (M98 P..... itd dla Fanuca , czy LBL dla Haidenhaina)
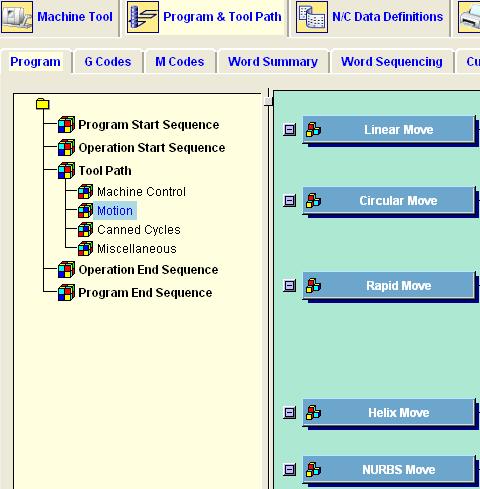
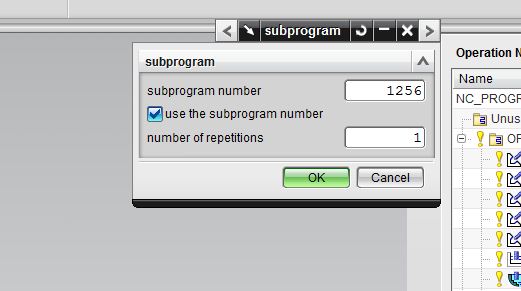
Na przykładzie prostej kieszeni chciałbym żeby ruch w osiach X,Y był zapisany jako podprogram,a każdy kolejny poziom zapisany w programie podstawowym jako Z i przywołanie funkcji M98 P .... , czy chociażby M97 z lokalnej operacji
Chodzi mi o to żeby nie "sypał" tak blokami, bo niewiele miejsca w pamięci frezarki.
Dziękuję z góry
Przyznam że nie potrafię znaleźć rozwiązania podobnego jak w innych konkurencyjnych CAM ach, gdzie definiuje się która operacja ma być programem głównym , a która podprogramem z wywołaniem cyklu (M98 P..... itd dla Fanuca , czy LBL dla Haidenhaina)
Na przykładzie prostej kieszeni chciałbym żeby ruch w osiach X,Y był zapisany jako podprogram,a każdy kolejny poziom zapisany w programie podstawowym jako Z i przywołanie funkcji M98 P .... , czy chociażby M97 z lokalnej operacji
Chodzi mi o to żeby nie "sypał" tak blokami, bo niewiele miejsca w pamięci frezarki.
Dziękuję z góry
 ,
,  ,
,