Czy komuś się to udało w NX ?
Przyznam że nie potrafię znaleźć rozwiązania podobnego jak w innych konkurencyjnych CAM ach, gdzie definiuje się która operacja ma być programem głównym , a która podprogramem z wywołaniem cyklu (M98 P..... itd dla Fanuca , czy LBL dla Haidenhaina)
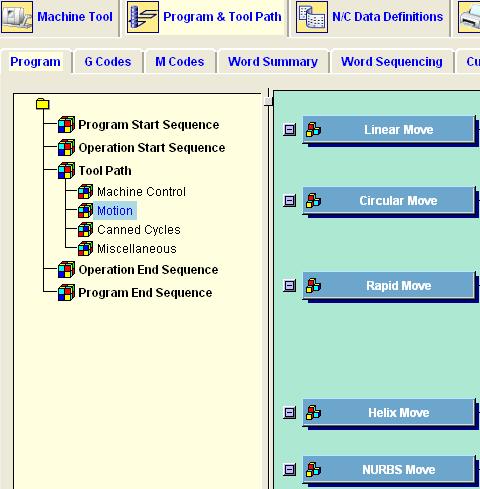
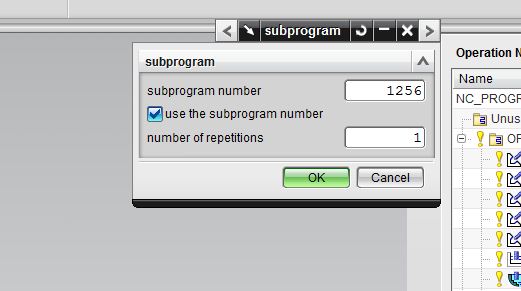
Na przykładzie prostej kieszeni chciałbym żeby ruch w osiach X,Y był zapisany jako podprogram,a każdy kolejny poziom zapisany w programie podstawowym jako Z i przywołanie funkcji M98 P .... , czy chociażby M97 z lokalnej operacji
Chodzi mi o to żeby nie "sypał" tak blokami, bo niewiele miejsca w pamięci frezarki.
Dziękuję z góry
Program główny i podprogramy


-
 nxcam
nxcam
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 734
- Rejestracja: 04 maja 2009, 17:54
- Lokalizacja: Tuszyma
- Kontakt:
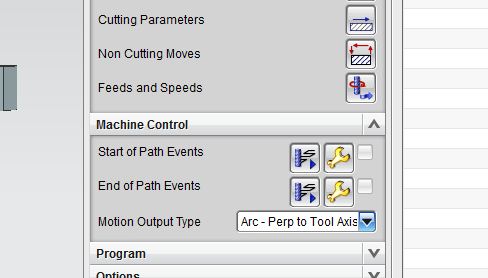
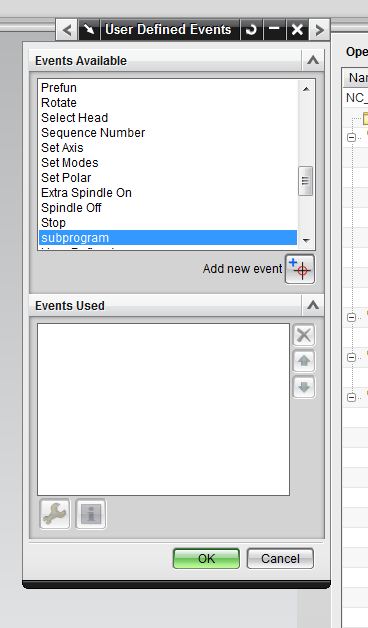
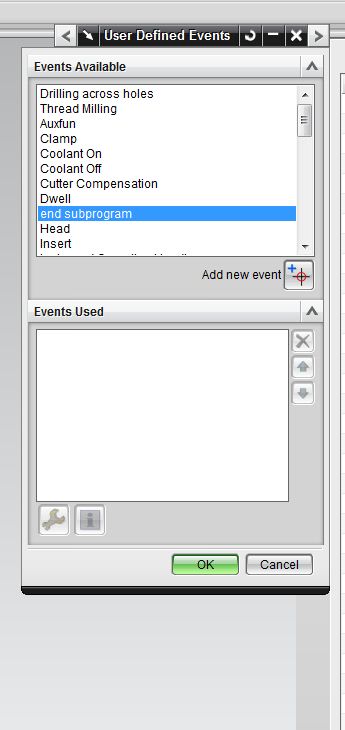
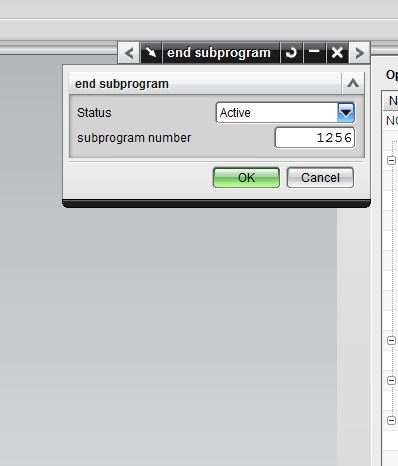
wymaga to odpowiedniej konfiguracji postprocesora + skojarzenie tego z UDE. Nie jest to prosta sprawa ale da się zrobić, przy załozenieu że kieszen ma stały kąt lub pionowe ścianki. Można tez generować podprogramy do osobnych plików.
z drugiej strony po co zaprzegać CAM do obróbki kieszeni... maszyny maja teraz własne podprogramy gdzie wystarczy zdefiniowac kontur i ilośc powtórzeń w Z.
zanim to narysujesz w CAD i zaprogramujesz w CAM... operator będzie 5x szybszy
ale Twoje pytanie nie jest pozbawione sensu oczywiście
tyle że w NX CAM nie jest to łatwe bo nie do obróbki kieszeni jest adresowany
z drugiej strony po co zaprzegać CAM do obróbki kieszeni... maszyny maja teraz własne podprogramy gdzie wystarczy zdefiniowac kontur i ilośc powtórzeń w Z.
zanim to narysujesz w CAD i zaprogramujesz w CAM... operator będzie 5x szybszy
ale Twoje pytanie nie jest pozbawione sensu oczywiście
tyle że w NX CAM nie jest to łatwe bo nie do obróbki kieszeni jest adresowany
-
radeko
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 302
- Rejestracja: 20 lut 2009, 20:17
- Lokalizacja: -;)
Dziękuję za zainteresowanie tematem, walczę z tym od pewnego czasu przyznam i nie chodzi mi oczywiście o prostą kieszeń Np w przypadku skomplikowanej formy podczas obróbki zgrubnej (jeszcze przy prostych ściankach) ,bądź obróbki koła zębatego metodą frezowania obwodowego po poziomach -bardzo by się przydało. Kilkadziesiąt zębów po obwodzie to już spory plik wyjściowy przecież...
Na obecną chwilę obrabiam 1 poziom, a później z ręki dopisuję kolejnego Z- ... i LBL CALL itd. ale to już ingerencja w program i dobiegi inne ... A z frezem kulistym to już porażka, dzielę programy na części .... Z tokarką jest to samo, gwintowanie sypie blokami a operator przerabia to na cykl z ręki na maszynie oszczędzając pamięć tokarki.
Z tego co pamiętam inne ,o wiele mniej zaawansowane CAM -y już na poziomie wyboru operacji kolejne przejścia zapisują jako podprogramy , bądź całe cykle maszynowe,oszczędzając przy tym wielkość pliku wyjściowego ... Moja frezarka ma 64 kb pamięci , tokarka 8kb ,wiec sam rozumiesz .... a program NC- 1MB
Serdecznie pozdrawiam i wiem że to nie jest proste , szukałem na zagranicznych forach NX i ludzie mają ten sam problem, liczyłem że może w wersji 7 coś się zmieni, nie znam jej ale z tego co piszesz też jeszcze o tym nie pomyśleli żeby jednym klikiem to rozwiązać ...
Na obecną chwilę obrabiam 1 poziom, a później z ręki dopisuję kolejnego Z- ... i LBL CALL itd. ale to już ingerencja w program i dobiegi inne ... A z frezem kulistym to już porażka, dzielę programy na części .... Z tokarką jest to samo, gwintowanie sypie blokami a operator przerabia to na cykl z ręki na maszynie oszczędzając pamięć tokarki.
Z tego co pamiętam inne ,o wiele mniej zaawansowane CAM -y już na poziomie wyboru operacji kolejne przejścia zapisują jako podprogramy , bądź całe cykle maszynowe,oszczędzając przy tym wielkość pliku wyjściowego ... Moja frezarka ma 64 kb pamięci , tokarka 8kb ,wiec sam rozumiesz .... a program NC- 1MB
Serdecznie pozdrawiam i wiem że to nie jest proste , szukałem na zagranicznych forach NX i ludzie mają ten sam problem, liczyłem że może w wersji 7 coś się zmieni, nie znam jej ale z tego co piszesz też jeszcze o tym nie pomyśleli żeby jednym klikiem to rozwiązać ...
-
marcinello3
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 246
- Rejestracja: 08 lut 2008, 12:07
- Lokalizacja: tarów
podpinam się do tematu jak możesz podeślij i mi [email protected], z chęcią zobacze jak to się przedstawia, z podobnym problemem borykam się w pracy, wszystko jest dobrze puki maszyna ma przesył, gorzej jak ma 64kb pamięci 
")
-
marcinello3
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 246
- Rejestracja: 08 lut 2008, 12:07
- Lokalizacja: tarów
 ,
,  ,
,