



Witam
Od niedawna siedze w NX i mam kilka problem z frezowaniem krzywki. Otoz pierwsza sprawa frezowanie z korekcja. Na symulacji w NX wychodzi mi bez problemow natomiast kiedy wrzucam na maszyne wyskakuje mi za "duzy promien narzedzia..."?
Krzywke na zalaczony zdjeciu frezuje na 3 osiach i nie wiem jak obrobic te fazy sa na gorze i dole krzywki. Chcialbym to zrobic frezem do faz 45 stopni(nie moge go znalezc w katalogu narzedzi oraz z jakiej metody najlepiej skorzystac). Koledzy moze rzucicie okiem
Pozdrawiam
krzywka


-
 nxcam
nxcam
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 734
- Rejestracja: 04 maja 2009, 17:54
- Lokalizacja: Tuszyma
- Kontakt:
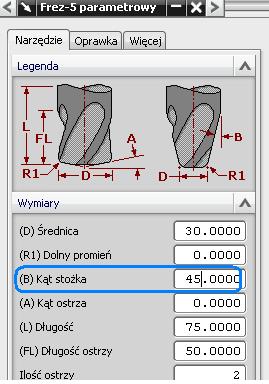
1) kazdy typ frezu zawiera parametr Angle (Kąt) który tworzy frez stozkowy
2) fazkę mozna obrobic za pomoca standardowej operacji ZLEVEL PROFILE (sciezki na stałym poziomie Z) lub jeśli ściezka ma iśc w 3D wówczas można użyć SOLID PROIFLE 3D.

w obu przypadkach wskazujesz do obróbki tylko powierzchnie fazki.
2) fazkę mozna obrobic za pomoca standardowej operacji ZLEVEL PROFILE (sciezki na stałym poziomie Z) lub jeśli ściezka ma iśc w 3D wówczas można użyć SOLID PROIFLE 3D.
w obu przypadkach wskazujesz do obróbki tylko powierzchnie fazki.
-
schneidemuhl
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 4
- Rejestracja: 02 lut 2010, 21:08
- Lokalizacja: schneidemuhl
A jak obrobic ta dolna faze? dysponuje 3 osiami i chce to zrobic z jednego mocowania.Pomaranczowa powierzchnia jest prostopadla do osi narzedzia Z levelem obrobie gorna faze ale czy ta operacja nadaje sie do tej dolnej?Jak opisac taki fazer?( gorna i dolna powierzcha skrawająca) Jak to uwzglednic w NX?
- Załączniki
-
- krzywka_1.jpg (19.43 KiB) Przejrzano 3068 razy
-
- widok gornej i dolnej fazy
- krzywka_2.jpg (18.2 KiB) Przejrzano 3067 razy
-
- dolna powierzchnia plytki obrabiam gorna faze, dolna faze obrabiam gorna powierzchnia plytki.
- frez_do_fazowania_wnt.jpg (17.64 KiB) Przejrzano 3071 razy

-
nxcam
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 734
- Rejestracja: 04 maja 2009, 17:54
- Lokalizacja: Tuszyma
- Kontakt:
witam
mój poprzednik ma rację że musisz poznac wpierw technologię i życia meandry...
jeśli jednak rozpatrywać to teoretycznie - byc może w środku krzywki, dla której przygotówka była wcześniej toczona pozostanie mniejszy wałek... itp
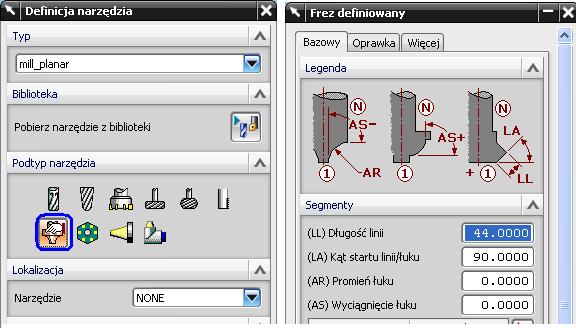
1) jesli chcesz zamodelować frez o specjalnej geometrii to można to zrobić za pomocą:
2) jesli fazka nie zmienia swojego poziomu w osi Z możesz uzyć
-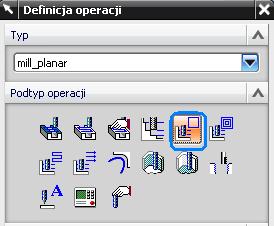
wskazując np. dolną krawędż fazki do obróbki
3) jeśli fazka "ucieka" w 3d wtedy można zastosować wczesneij wymienioną operację lub
przy bardziej skomplikowanych przypadkach...
- operacja CAVITY MILL z opcją obróbki kątow ujemnych (odznacz opcję "Ignoruj podcięcia" na karcie Więcej w Parametrach obróbki + jako Wzór ściezki ustaw Profil)
- operacja STREAMLINE z opcją obróbki kątow ujemnych (wektor rzutowania ustaw do osi krzywki)
mój poprzednik ma rację że musisz poznac wpierw technologię i życia meandry...
jeśli jednak rozpatrywać to teoretycznie - byc może w środku krzywki, dla której przygotówka była wcześniej toczona pozostanie mniejszy wałek... itp
1) jesli chcesz zamodelować frez o specjalnej geometrii to można to zrobić za pomocą:
2) jesli fazka nie zmienia swojego poziomu w osi Z możesz uzyć
-
wskazując np. dolną krawędż fazki do obróbki
3) jeśli fazka "ucieka" w 3d wtedy można zastosować wczesneij wymienioną operację lub
przy bardziej skomplikowanych przypadkach...
- operacja CAVITY MILL z opcją obróbki kątow ujemnych (odznacz opcję "Ignoruj podcięcia" na karcie Więcej w Parametrach obróbki + jako Wzór ściezki ustaw Profil)
- operacja STREAMLINE z opcją obróbki kątow ujemnych (wektor rzutowania ustaw do osi krzywki)
Ostatnio zmieniony 15 sie 2010, 14:47 przez nxcam, łącznie zmieniany 1 raz.
-
schneidemuhl
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 4
- Rejestracja: 02 lut 2010, 21:08
- Lokalizacja: schneidemuhl
Pewnie wprowadzilem Was w blad wrzucajac tylko kontur krzywki bez piasty. Otoczka(naddatek pod kontur) wraz z piasta jest wytoczona, reszte-kontur krzywki koncze na frezarce. Mocuje na frezarce za piaste w uchwycie tokarskim albo na trzpieniu. Interesuje mnie tylko obrobienie konturu z tymi fazami, wypowiedz uzupelniam kilkoma screenami. Przepraszam za zamieszanie
- Załączniki
-
- krzywka_z_piasta.jpg (15.43 KiB) Przejrzano 5190 razy
-
- krzywka_z_piasta1.jpg (8.58 KiB) Przejrzano 5190 razy
-
- krzywka_z_przygotowka.jpg (27.31 KiB) Przejrzano 3068 razy
-
- krzywka_z_przygotowka1.jpg (32.91 KiB) Przejrzano 3068 razy
-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Jeżeli upierasz się obrobić krzywkę w 1 mocowaniu, to możesz obrobić boczną powierzchnię krzywki Z-levelem zwykłym frezem walcowym. Fazkę górną też wykonałbym Z-levelem, symulując frez z kątem/fazą (na oko wydaje mi się że chodzi o 45°) . Do wykonania dolnej fazy, jednym przejściem, głowiczką jaką przedstawiłeś na rysunku, sprawdziłbym czy wymiar l3, oraz różnica d2-d3 jest wystarczająca, a następnie wykonałbym ją dokładnie tym samym programem co fazkę górną. Sam program musi wykorzystywać możliwie jak najbardziej zewnętrzną krawędź płytki - tzn narzędzie przy tym sposobie musi pracować możliwie największą średnicą. Trzeba też opuścić narzędzie o wartość delta L, ręcznie edytując program w sterowaniu maszyny. W sterowaniu HH będzie to ujemny dl, musisz to sobie obliczyć lub narysować jeśli nie chce ci się obliczyć. Ważne żeby w Z-levelu dać odpowiednio duże dojazdy/odjazdy (standardowo żółte/białe) żeby głowiczka wyjechała spod krzywki. Sposób nadaje się tylko do obróbki 1 przejściem, jeżeli chcesz zrobić najpierw zgrubnie, to przejedź najpierw z trochę większym dl. (tzn w wartości bezwzględnej, bo frez zgrubnie musi jechać trochę niżej, pozostawiając naddatek na obr. wykańczającą) Musisz też sprawdzić czy mocowanie nie przeszkadza w obróbce, np jeżeli przygotówkę zamocowałeś w uchwycie tokarskim, to czy szczęki uchwytu ci w niej nie przeszkadzają.
Jeżeli musisz krzywkę wykonać precyzyjnie a sterowanie wyrzuca ci błędy w korekcji, to możesz to obejść wpisując mniejszą lub większą średnicę narzędzia w NX-sie. Np krzywka po zmierzeniu wychodzi +0,10mm, to o tyle mniejszą wpisujesz wartość średnicy narzędzia, i generujesz nowy program. Nie jest to może najwygodniejsze, ale zawsze działa.
Swoją drogą krzywka nie wygląda na jakąś bardzo skomplikowaną, i najlepiej było by napisać program na powierzchnie boczną krzywki w sterowaniu frezarki i tam użyć korekcji narzędzia ( np. w HH dR1), to rozwiązanie jest moim zdaniem najbardziej niezawodne. Osobiście przy obróbce dolnej fazki przemocowałbym detal, fazki nie są na ogół na tyle ważne żeby je wykonywać z 1 zamocowania.
Jeżeli musisz krzywkę wykonać precyzyjnie a sterowanie wyrzuca ci błędy w korekcji, to możesz to obejść wpisując mniejszą lub większą średnicę narzędzia w NX-sie. Np krzywka po zmierzeniu wychodzi +0,10mm, to o tyle mniejszą wpisujesz wartość średnicy narzędzia, i generujesz nowy program. Nie jest to może najwygodniejsze, ale zawsze działa.
Swoją drogą krzywka nie wygląda na jakąś bardzo skomplikowaną, i najlepiej było by napisać program na powierzchnie boczną krzywki w sterowaniu frezarki i tam użyć korekcji narzędzia ( np. w HH dR1), to rozwiązanie jest moim zdaniem najbardziej niezawodne. Osobiście przy obróbce dolnej fazki przemocowałbym detal, fazki nie są na ogół na tyle ważne żeby je wykonywać z 1 zamocowania.




