



Witam wszystkich,
mam do wykonania coś podobnego do szybkozłączek, i nie wiem jak najlepiej wykonać takie nacięcia jak te zaznaczone na zdjęciu. Czy rozwiązaniem jest tylko przeszlifowana stalka, czy są może jakieś przecinaki kątowe do tego typu robót?
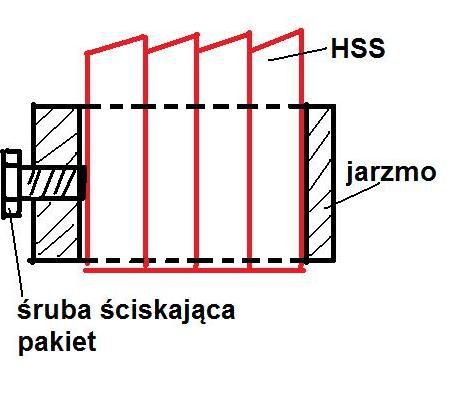
Jeszcze jeden rysunek dla jasności co chcę wykonywać:
Zdjęcie
Nóż tokarski do nacięć na szybkozłączce


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 11571
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
złóż w pakiet(w jarzmie) kilka noży(stalek)wymiaru np 4x10(czy ile tam ma być szerokości podziałki), z zaszlifowanymi skośnie powierzchniami przyłożenia, i będziesz miał nóż kształtowy

https://www.cnc.info.pl/topics101/noz-k ... t61932.htm
https://www.cnc.info.pl/topics101/noz-k ... t61932.htm
pozdrawiam,
Roman
Roman
-
 witbike
witbike
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 7
- Posty: 217
- Rejestracja: 03 mar 2015, 20:50
- Lokalizacja: Wyszków
Dlaczego napisaliście, że nie zajrzałem? Akurat zaglądam tutaj co najmniej raz dziennie, tylko nie odpisywałem, bo akurat nie byłem zalogowany  Zadałem już pytanie handlowcowi, i powiedział, że takie rozwiązanie oferuje Simtek, tyle, że nie mam katalogu tej firmy.
Zadałem już pytanie handlowcowi, i powiedział, że takie rozwiązanie oferuje Simtek, tyle, że nie mam katalogu tej firmy.
Podoba mi się pomysł tych kilku stalek złożonych obok siebie, jednak wolałbym chyba coś z narzędzi składanych, żeby ewentualnie tylko płytkę zmieniać. Będę to wykonywał na CNC także te 4 przejazdy więcej jednym nożem, zamiast narzędziem specjalnym które nacina od razu 4 rowki, nie zrobi aż tak dużej różnicy czasowej.
Do wykonania ponad 1000szt takich nacięć w kilku podobnych cześciach.
Podoba mi się pomysł tych kilku stalek złożonych obok siebie, jednak wolałbym chyba coś z narzędzi składanych, żeby ewentualnie tylko płytkę zmieniać. Będę to wykonywał na CNC także te 4 przejazdy więcej jednym nożem, zamiast narzędziem specjalnym które nacina od razu 4 rowki, nie zrobi aż tak dużej różnicy czasowej.
Do wykonania ponad 1000szt takich nacięć w kilku podobnych cześciach.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 7974
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
To przedstawiciel handlowy zbytnio nie zabłysnął.witbike pisze:... Zadałem już pytanie handlowcowi, i powiedział, że takie rozwiązanie oferuje Simtek, ....
Ja takie wybrania na CNC takim nożem robię
http://www.itechnika.pl/pl/noze-typu-s/ ... jbr-l.html
.... , i wcale nie trzeba do tego jakiś tam wyszukanych narzędzi.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 7974
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Ostatnio też miałem problem z doborem płytki.witbike pisze:Płytki VBMT są produkowane z najmniejszym promieniem chyba 0,4mm. Wysokość jednego schodka to 0,35mm więc raczej odpada.
Krawędź jaką miałem uzyskać na detalu obrabianym miała być na ,,ostro" .
Dałem sobie spokój ze znalezieniem spełniającym temu zadaniu pytki i kupiłem taki nóż ( też nadaje się na obrabiarki CNC)
http://www.pafana.pl/iso6.php
Materiał jaki obrabiałem to staliwo - nóż odpowiednio naostrzyłem , ustawiłem w osi i hula bez problemu.
P.s.
Jak robisz swoje detale w mosiądzu, to spoko - też takim po odpowiednim naostrzeniu sporo sztuk narobisz.
... i patrz ile kasy na narzędziu zaoszczędzisz.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
 viper
viper
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 490
- Rejestracja: 23 wrz 2013, 13:44
- Lokalizacja: Polska
HSSami nie uzyskasz powierzchni. W pakietach robiło się tak dawniej na automatach tokarskich wielowrzecionowych a nie na CNC.
Nie widziałem szczegółowego rysunku ale najprościej ja bym kupił odpowiednią oprawkę, do tego płytki TNMG 11 03 02 tak promień r=0,2 są takie i jedziesz.
i jedziesz.
Pafana takich płytek nie ma
Płytka ma 6 powierzchni, ujemna.
Powierzchnia idealna po wykonaniu a nie tam po HSSsie.
Co sądzicie o tym ??
Nie widziałem szczegółowego rysunku ale najprościej ja bym kupił odpowiednią oprawkę, do tego płytki TNMG 11 03 02 tak promień r=0,2 są takie
Pafana takich płytek nie ma
Płytka ma 6 powierzchni, ujemna.
Powierzchnia idealna po wykonaniu a nie tam po HSSsie.
Co sądzicie o tym ??






{kind=link}