



Witam,
Chciał bym zastosować przecinaki składane do cięcia tulejek i prętów (od fi 10 do fi 40(rura 40x14)).
Zawsze stosowałem noże z lutem lub ze stali szybkotnącej lub sam wykonywałem przecinaki ale zajmuje to czas, wykonanie, ostrzenie itp.
Potrzebował bym porady do noży składany.
Widziałem przecinaki na 3 rodzaje płytek (MGMN,ISCAR,SANDVIK) czy jest jakaś różnica w nich?
Jaką grubość przecinaka dobrać np do rurki fi 25 z otworem 14 ? Czy 3 czy 4 grubość ?
Jakie najlepiej obroty optymane dobrać do takiego noża (Tokarka Konwencjonalna TUD 40)
Po pierwszych próbach (kiedyś) przecinakiem 3, przy rurkach chromoniklowych (obroty 355) materiał drgał i płytki sie łamały dlatego odszedłem od tego pomysłu ale teraz przy zwykłej stali myślę że może taki nóż zdać egzamin.
Dziękuję za każdą poradę.
Pozdrawiam.
Nóż przecinak składak - TUD 40
-
Marcink1992
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 6
- Posty: 21
- Rejestracja: 02 sie 2013, 16:37
- Lokalizacja: Knurów


-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Re: Nóż przecinak składak - TUD 40
Listwy do przecinania z płytkami węglikowymi pracują bardzo dobrze, ale na sztywnych tokarkach. Jak twój TUD ma jakiekolwiek luzy, to będzie kupa. Gdzieś widziałem oprawki do których wstawiało się listewki 3mm z HSS. Listewki te były od razu przeszlifowane, w przekroju miały kształt klina, wystarczało wysuwać i szlifować tylko "czołową" krawędź. Czegoś takiego szukaj. Co do grubości listwy, to wiadomo, im więcej do ucięcia, tym szersza listwa. Myślę, że 3mm powinno ci wystarczyć do tych 14mm.
Swoją drogą, gdzie kupujesz tak grubościenne rury?
Swoją drogą, gdzie kupujesz tak grubościenne rury?
-
Marcink1992
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 6
- Posty: 21
- Rejestracja: 02 sie 2013, 16:37
- Lokalizacja: Knurów
Re: Nóż przecinak składak - TUD 40
Listewki HSS niestety nie sprawdzają się w tym przypadku, sprawdzałem i przy pochodzeniu przez materiał się szczerbią i łamią. Przecinak z HSS wycięty sprawuje się lepiej bo jest sztywniejszy. Dlatego myślałem o przecinaku składanym 25x25 żeby nie zadrgal.
Listwy na płytki liczę że też będą drgać. Więc troszkę droga sprawa jak się okaże że po kilku sztukach płytka będzie do wymiany.
Materiał powierzony, nie wiem gdzie takie materiały ta firma kupuje.
Listwy na płytki liczę że też będą drgać. Więc troszkę droga sprawa jak się okaże że po kilku sztukach płytka będzie do wymiany.
Materiał powierzony, nie wiem gdzie takie materiały ta firma kupuje.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 11575
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Nóż przecinak składak - TUD 40
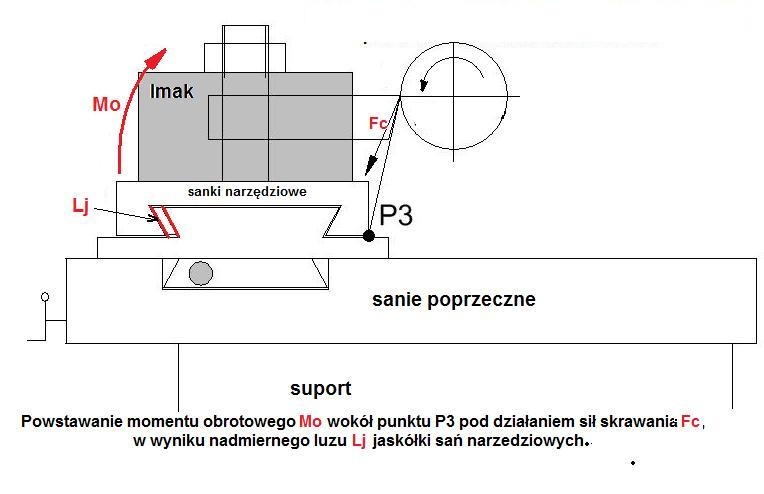
Cięcie nożem to jest zawsze test dla tokarki, wychodzą wtedy nadmierne luzy lub zużycie łożysk wrzeciona z jednej strony, a luzy na jaskółkach sanek poprzecznych, narzędziowych czy na nakrętkach śrub z drugiej strony. I jeśli te nie są doprowadzone do właściwych wielkości, to nawet najlepszy przecinak nie pomoże - będą mniejsze lub większe drgania , w skrajnych przypadkach nawet uniemożliwiające cięcie.
Oczywiście zakładając, że materiał jest właściwie do swojej smukłości (czyli możliwie krótko) zamocowany, a nóż nie nadmiernie szeroki.
Podobne jak opisałeś detale dobrze mi się tnie listwami SECO (może też być Pafana, Dolfamex, Iscar, Mitsubishi, Vertex, itd...)


https://www.e-darmet.pl/listwa-do-przec ... 53408.html ( https://www.e-darmet.pl/przecinanie-cat-306.html )
http://www.pafana.pl/15119.php
na płytki LFM..


https://narzedziomis.pl/plytka-lfmx-3n- ... donit.html , są dostępne szerokości od 2 - 5mm(https://narzedziomis.pl/category/plytki ... weglikow/2)
mocowane w imaku w oprawce PTN

Płytki są popularne i niedrogie, pasują do listew do wielu producentów, są dość odporne na udary, łatwo się je wymienia, trzeba tylko odpowiednio szybko kręcić korbą sanek poprzecznych - niestety często spotykany błąd operatorów którzy "boja się" docisnąć nóz do materiału w czasie przecinania zbyt wolno kręcąc korbą, co skutkuje generowaniem szkodliwych drgań, produkcją "igiełek" zamiast równego wstęgowego, ładnie spływającego z powierzchni natarcia płytki wióra, który nie zapycha powstałego w materiale rowka jeszcze bardziej zaburzając proces cięcia.
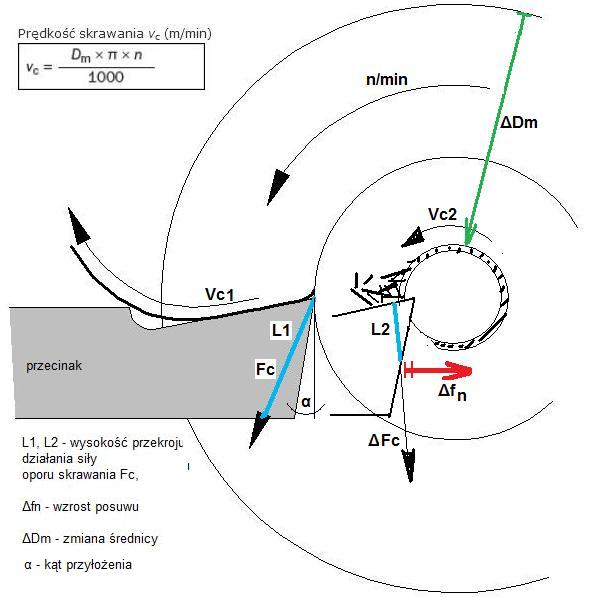
Pod koniec cięcia, kiedy maleje średnica, maleje też prędkość cięcia Vc, a ostrze zaczyna "wypychać' cienką ściankę materiału do wnętrza rury, posuw fn
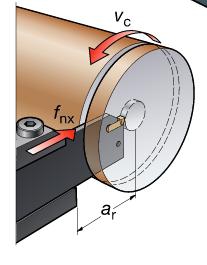
należy proporcjonalnie z czuciem zmniejszać, bo inaczej zacznie rosnąć relatywna głębokość skrawania ap, a w ostatniej fazie cięcia może nastąpić nagły "skok" ( Δfn) do przodu w momencie przebicia.
http://pfmrc.eu/index.php/topic/60403-f ... y-romanj4/
Ten niepożądany z punktu widzenia procesu skrawania, bo zwiększający gwałtownie głębokość skrawania ap "skok" jest tym większy, im większy jest luz nakrętki na śrubie sanek poprzecznych, oraz sprężystość ciętego materiału.
W skrajnym przypadku może się wtedy na powierzchni natarcia ostrza noża spiętrzyć nabiegający nieprzecięty jeszcze gruby materiał, powodując nawet jego urwanie. Podobnie przy cięciu pełnego materiału.
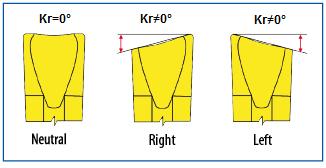
Zastosowanie nieco skośnej powierzchni przyłożenia Kr ≠ 0 przecinaka znacznie redukuje wypychanie materiału przy docinaniu rury, oraz zmniejsza średnice oberwania czopu (przy przecinaniu pełnego materiału)
Oczywiście zbyt mocno naciskać kręcąc też nie można, bo zwiększymy nadmierne opory ciecia, co grozi uszkodzeniem przecinaka, trzeba tu zachować pewien kompromis którego niestety trzeba się "organoleptycznie" nauczyć (po prostu dużo tnąc).
Właśnie dlatego że trzeba odpowiednio mocno "dociskać" ostrze do materiału przy cięciu, maszyna musi być przyzwoicie wyregulowana, by ograniczyć do minimum możliwość generowania drgań podczas cięcia. Przy dostatecznie sztywnym układzie drgania nie wystąpią wcale a będzie tylko słychać "szum" tarcia wióra o nóż .
Stosowanie chłodzenia lub przynajmniej smarowania noża podczas cięcia znacznie zmniejsza opory ciecia(głownie tarcia i adhezji zimniejszego wióra do noża), przez co i redukcja drgań jest większa, czasem całkowita, dlatego warto je stosować nawet jak nie jest zbytnio potrzebne.
Oczywiście zakładając, że materiał jest właściwie do swojej smukłości (czyli możliwie krótko) zamocowany, a nóż nie nadmiernie szeroki.
Podobne jak opisałeś detale dobrze mi się tnie listwami SECO (może też być Pafana, Dolfamex, Iscar, Mitsubishi, Vertex, itd...)
https://www.e-darmet.pl/listwa-do-przec ... 53408.html ( https://www.e-darmet.pl/przecinanie-cat-306.html )
http://www.pafana.pl/15119.php
na płytki LFM..
https://narzedziomis.pl/plytka-lfmx-3n- ... donit.html , są dostępne szerokości od 2 - 5mm(https://narzedziomis.pl/category/plytki ... weglikow/2)
mocowane w imaku w oprawce PTN
Płytki są popularne i niedrogie, pasują do listew do wielu producentów, są dość odporne na udary, łatwo się je wymienia, trzeba tylko odpowiednio szybko kręcić korbą sanek poprzecznych - niestety często spotykany błąd operatorów którzy "boja się" docisnąć nóz do materiału w czasie przecinania zbyt wolno kręcąc korbą, co skutkuje generowaniem szkodliwych drgań, produkcją "igiełek" zamiast równego wstęgowego, ładnie spływającego z powierzchni natarcia płytki wióra, który nie zapycha powstałego w materiale rowka jeszcze bardziej zaburzając proces cięcia.
Pod koniec cięcia, kiedy maleje średnica, maleje też prędkość cięcia Vc, a ostrze zaczyna "wypychać' cienką ściankę materiału do wnętrza rury, posuw fn
należy proporcjonalnie z czuciem zmniejszać, bo inaczej zacznie rosnąć relatywna głębokość skrawania ap, a w ostatniej fazie cięcia może nastąpić nagły "skok" ( Δfn) do przodu w momencie przebicia.
http://pfmrc.eu/index.php/topic/60403-f ... y-romanj4/
Ten niepożądany z punktu widzenia procesu skrawania, bo zwiększający gwałtownie głębokość skrawania ap "skok" jest tym większy, im większy jest luz nakrętki na śrubie sanek poprzecznych, oraz sprężystość ciętego materiału.
W skrajnym przypadku może się wtedy na powierzchni natarcia ostrza noża spiętrzyć nabiegający nieprzecięty jeszcze gruby materiał, powodując nawet jego urwanie. Podobnie przy cięciu pełnego materiału.
Zastosowanie nieco skośnej powierzchni przyłożenia Kr ≠ 0 przecinaka znacznie redukuje wypychanie materiału przy docinaniu rury, oraz zmniejsza średnice oberwania czopu (przy przecinaniu pełnego materiału)
Oczywiście zbyt mocno naciskać kręcąc też nie można, bo zwiększymy nadmierne opory ciecia, co grozi uszkodzeniem przecinaka, trzeba tu zachować pewien kompromis którego niestety trzeba się "organoleptycznie" nauczyć (po prostu dużo tnąc).
Właśnie dlatego że trzeba odpowiednio mocno "dociskać" ostrze do materiału przy cięciu, maszyna musi być przyzwoicie wyregulowana, by ograniczyć do minimum możliwość generowania drgań podczas cięcia. Przy dostatecznie sztywnym układzie drgania nie wystąpią wcale a będzie tylko słychać "szum" tarcia wióra o nóż .
Stosowanie chłodzenia lub przynajmniej smarowania noża podczas cięcia znacznie zmniejsza opory ciecia(głownie tarcia i adhezji zimniejszego wióra do noża), przez co i redukcja drgań jest większa, czasem całkowita, dlatego warto je stosować nawet jak nie jest zbytnio potrzebne.
pozdrawiam,
Roman
Roman
-
 rc36
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 2264
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Re: Nóż przecinak składak - TUD 40
Z tego co piszesz dla mnie wynika, że coś nie tak z tą tokarką, takie stalowe rurki to ja bez problemu tnę stalką na tokareczce stołowej o masie 120kg. Obroty dobieram doświadczalnie, raczej niskie, posuw ręczny na wyczucie, jeszcze nigdy nie wyszczerbiłem stalki. Sprawdź lepiej luzy na wrzecionie i wszystkich prowadnicach, taki tud 40 powinien zjadać takie cienkie wałeczki bez żadnego oporu.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 11575
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Nóż przecinak składak - TUD 40
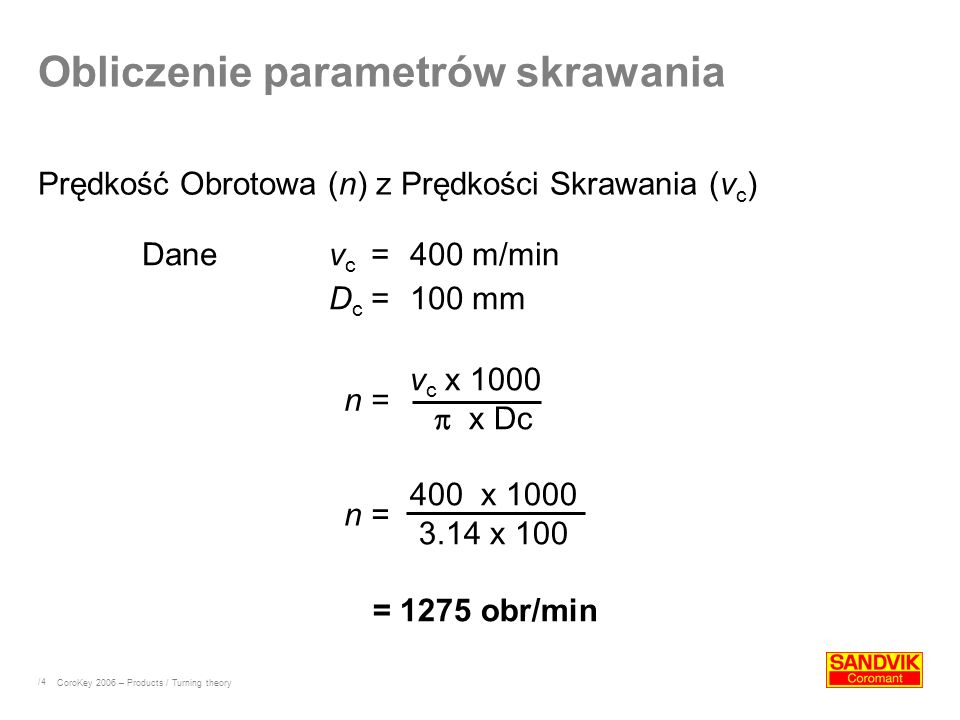
Zapomniałem dodać, że podczas ciecia zaczynam od około 400obr/min, które zwiększam jeśli ładnie idzie(mam małą amatorską maszynę).
Zasada jest tu taka, że im większa średnica tym mniejsze obroty by utrzymać potrzebne Vc, które generalnie dla HSS/HSSCo wynosi do ok. 400-600m/min, a dla VHM(spieki) ok. 2-3 tys nawet do 6 tys. m/min, ale do cięcia które jest najtrudniejszym procesem skrawania trzeba ją znacznie zredukować.
(ogólny wzór na obroty n wg wielkości Vc i D[/b])
Listwą HSS jak najbardziej da się ciąć takie materiały, ciąłem bez problemu np pierścienie ø73(+0,03)/ø77-0,03x15mm z bodaj St3 listwą HSS szerokości 16mm, ze smarowaniem olejem. Obroty ok 380/min,

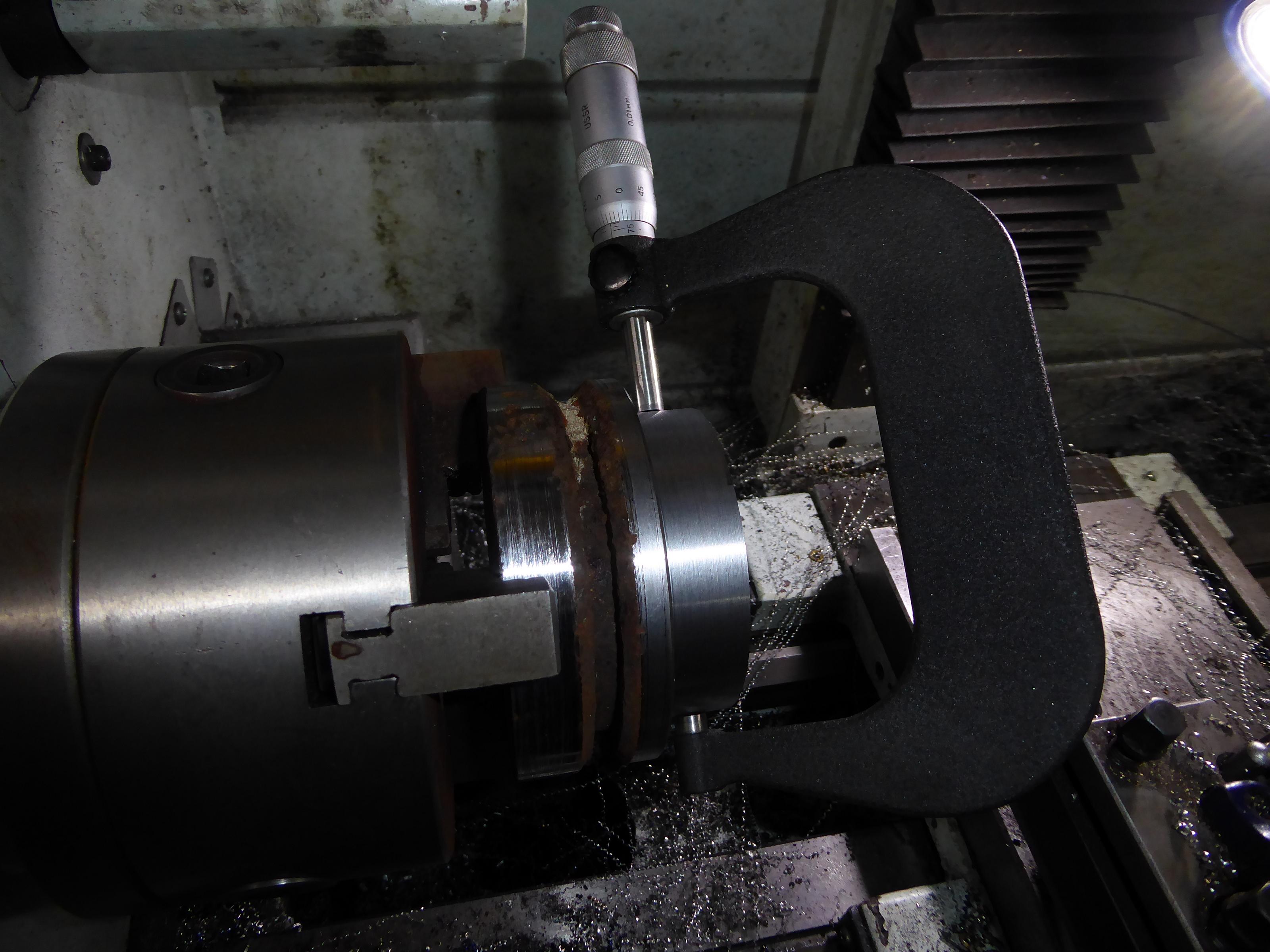
trzeba tylko starać się spełnić powyższe zastrzeżenia...
Zasada jest tu taka, że im większa średnica tym mniejsze obroty by utrzymać potrzebne Vc, które generalnie dla HSS/HSSCo wynosi do ok. 400-600m/min, a dla VHM(spieki) ok. 2-3 tys nawet do 6 tys. m/min, ale do cięcia które jest najtrudniejszym procesem skrawania trzeba ją znacznie zredukować.
(ogólny wzór na obroty n wg wielkości Vc i D[/b])
Listwą HSS jak najbardziej da się ciąć takie materiały, ciąłem bez problemu np pierścienie ø73(+0,03)/ø77-0,03x15mm z bodaj St3 listwą HSS szerokości 16mm, ze smarowaniem olejem. Obroty ok 380/min,
trzeba tylko starać się spełnić powyższe zastrzeżenia...
pozdrawiam,
Roman
Roman
-
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 2264
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Re: Nóż przecinak składak - TUD 40
RomanJ4 pisze:Zasada jest tu taka, że im większa średnica tym mniejsze obroty by utrzymać potrzebne Vc, które generalnie dla HSS/HSSCo wynosi do ok. 400-600m/min, a dla VHM(spieki) ok. 2-3 tys nawet do 6 tys. m/min, ale do cięcia które jest najtrudniejszym procesem skrawania trzeba ją znacznie zredukować.
Chyba coś za duże te prędkości skrawania
-
rdarek
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2135
- Rejestracja: 04 sty 2013, 23:30
- Lokalizacja: 3miasto
Re: Nóż przecinak składak - TUD 40
Muszę to potwierdzić. Przerobiłem to na własnej d...pie oczywiście mała "żółta"RomanJ4 pisze: ↑19 kwie 2019, 13:19Cięcie nożem to jest zawsze test dla tokarki, wychodzą wtedy nadmierne luzy lub zużycie łożysk wrzeciona z jednej strony, a luzy na jaskółkach sanek poprzecznych, narzędziowych czy na nakrętkach śrub z drugiej strony. I jeśli te nie są doprowadzone do właściwych wielkości, to nawet najlepszy przecinak nie pomoże - będą mniejsze lub większe drgania , w skrajnych przypadkach nawet uniemożliwiające cięcie.
Z przecinakiem na płytkę lutowaną pożegnałem się po pierwszej próbie cięcia, stalki to chrupały jak głupie (nawet kilka ostrzeń na jedno cięcie)
(Oczywiście przy tych pracach jeszcze zmieniłem silnik na 0,75 kw z falownikiem.)
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 11575
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Nóż przecinak składak - TUD 40
Tak oczywiście ma kolega rację, mój błąd, przepraszam kolegów - jedno zero za dużo w obu przypadkach jeśli chodzi o Vc:RomanJ4 pisze:
Zasada jest tu taka, że im większa średnica tym mniejsze obroty by utrzymać potrzebne Vc, które generalnie dla HSS/HSSCo wynosi do ok. 400-600m/min, a dla VHM(spieki) ok. 2-3 tys nawet do 6 tys. m/min, ale do cięcia które jest najtrudniejszym procesem skrawania trzeba ją znacznie zredukować.
Chyba coś za duże te prędkości skrawania
HSS/HSSCo do 60m/min, a temperatura max do ~600°C,
VHM do 600m/min a temp do 1000°C ,
http://www.openaccesslibrary.com/vol14/5.pdf
http://www.poltra.pl/korloy/pdf/Korloy_ ... e_2011.pdf
Z tym że technologia spieków(VHM) posunęła już tę granicę do przodu, czytałem gdzieś, że powlekane Vc nawet do ponad 1000m/min (!), i jeszcze wyższej temperaturze max. ...
Ale dla naszego cięcia to informacje nieistotne... zresztą Kennametall dla przecinania podaje 180m/min..

Listwa HSS (z klina) podobna jak ta (wraz z oprawką), tylko szerokości 16x3mm
https://f.allegroimg.com/s400/01d0f5/0a ... 4a7054496f
Podobne stalki z klina i oprawki robi Pafana https://www.e-darmet.pl/noz-tokarski-ob ... -6216.html
Ostatnio zmieniony 19 kwie 2019, 15:24 przez RomanJ4, łącznie zmieniany 1 raz.
pozdrawiam,
Roman
Roman
Re: Nóż przecinak składak - TUD 40
Roman plastik toczysz ,czy drewno.Takie predkości, to nawet na alu za duże.
,, Iditi na ch. j" maciąg.
PO to dno -aksjomat. Wszystko ma swoje miejsce - Wyborcza, w każdym kiblu! ***** konfederusków.
PO to dno -aksjomat. Wszystko ma swoje miejsce - Wyborcza, w każdym kiblu! ***** konfederusków.






