



Prędkośc obrotowa oraz posów przy frezowaniu zębatki
-
daniel1302
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 1
- Posty: 42
- Rejestracja: 26 cze 2012, 08:18
- Lokalizacja: Małopolska
Prędkośc obrotowa oraz posów przy frezowaniu zębatki
Witam, jaką prędkość obrotową oraz jaki posów(mm/min) zastosować przy nacinaniu zębatki o module 1.5 w materiale C45 frezem z materiału SW7. Frez naostrzony.
Tagi:


-
 pioterek
pioterek
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1724
- Rejestracja: 27 gru 2012, 02:40
- Lokalizacja: kujawsko-pomorskie
No więc na początek prędkość skrawania dla SW7 do 50m/s to daje obroty przy NFMa 1,5/20 Nr ? o średnicy 55mm 290 obr/min. Posuw dla 10 ostrzy ze zagłębieniem 0,05mm na ostrze - dla nie za twardych stali wychodzi 145mm/min. To tak na maxa można pojechać. Z posuwem można natomiast zwolnić dla materiałów twardych do 0,03 mm na ostrze a więc do 87mm/min.
-
pioterek
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1724
- Rejestracja: 27 gru 2012, 02:40
- Lokalizacja: kujawsko-pomorskie
Tak zgadza się, można wolniej. Podałem maksymalną prędkość.
"Stal szybkotnąca HSS (ang. high speed steel) - stal stopowa narzędziowa używana do wytwarzania narzędzi do wysokowydajnej obróbki skrawaniem (prędkości skrawania dochodzą do 50m/s) takich jaki noży tokarskie, frezy, wiertła."
http://pl.wikipedia.org/w/index.php?tit ... d=39308103
Tylko mając na uwadze robienie zębów w tarczy o szerokości 15mm przejście freza trwa 7 sekund, po tym przestawienie podzielnicy ze 40 sekund, każdy ząbek dziobnie materiał z 55 razy wykona więc z przerwami 80 cm wióra z przedbiegiem więc zanim wykona się kolejne przejście to frez będzie ledwo ciepły. Raczej nic mu nie grozi.
"Stal szybkotnąca HSS (ang. high speed steel) - stal stopowa narzędziowa używana do wytwarzania narzędzi do wysokowydajnej obróbki skrawaniem (prędkości skrawania dochodzą do 50m/s) takich jaki noży tokarskie, frezy, wiertła."
http://pl.wikipedia.org/w/index.php?tit ... d=39308103
Tylko mając na uwadze robienie zębów w tarczy o szerokości 15mm przejście freza trwa 7 sekund, po tym przestawienie podzielnicy ze 40 sekund, każdy ząbek dziobnie materiał z 55 razy wykona więc z przerwami 80 cm wióra z przedbiegiem więc zanim wykona się kolejne przejście to frez będzie ledwo ciepły. Raczej nic mu nie grozi.
-
Areo84
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1005
- Rejestracja: 26 gru 2009, 09:33
- Lokalizacja: ...
Wcześniej już w jeden kolega na forum zamieścił ciekawą tabelkę dla doboru obrotów i posuwów przy frezowaniu frezami HSS .
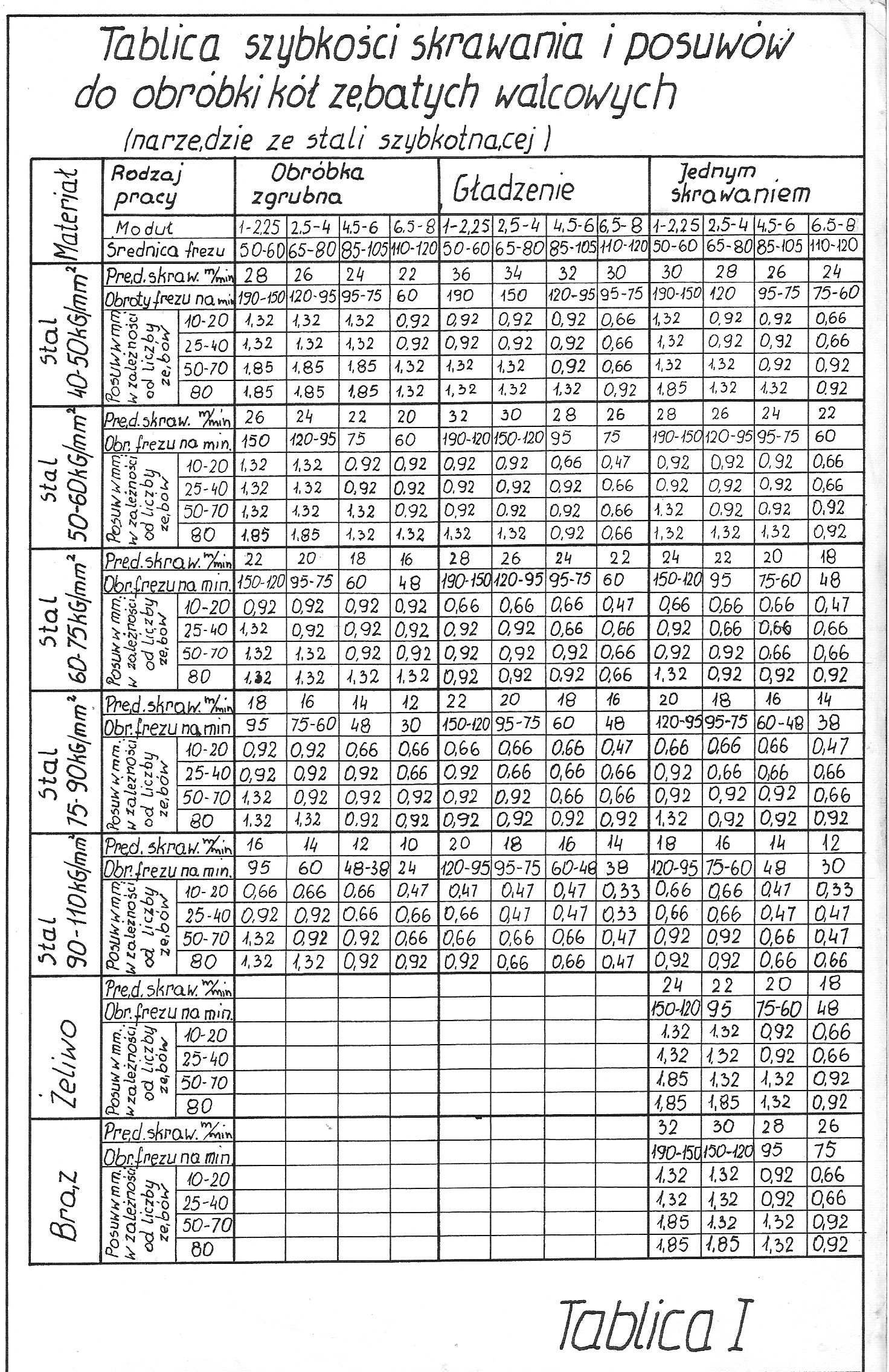
Są tu podane przybliżone średnice frezów dla poszczególnych modułów i przeliczone prędkości obrotowe w obr/min wzależności od wytrzymałości stali Rm, także nie trzeba sobie już tego liczyć z prędkości skrawania.
Dla stali C45 to wytrzymałość na rozciąganie Rm waha się w granicach 60 - 80kG /mm2. Jeśli stal jest w stanie surowym ( nie ulepszana cieplnie czy hartowana powierzchniowo) to możemy przyjąć wg tej tabelki przedział 60-75kG/mm2. Dla modułu 1,5 wg tej tabelki obroty freza można przyjąć w przedziale 120-150 obr/min. Tak na oko to dosyć realne obroty .
Oczywiście to przybliżone wartości , jak ktoś chce się bawić w dokładnie liczenie to może sobie te obroty to wyliczyć wg wzoru:
n=1000V/Πd.
gdzie: N- [obr/min] ; V- prędkość skrawania w [m/min]; d - średnica freza [mm]
Posuwy wg tej tabelki też podane w przybliżeniach dla rożnych przedziałów liczby zębów (freza ?).
Tu żeby policzyć posuw minutowy w mm/min trzeba chyba pomnożyć ten posuw z tabelki przez wcześniej dobraną prędkość obr. freza.
Przykładowo dla freza o liczbie ostrzy 10 przy jednym skrawaniu zębatki m=1,5 posuw wg tabelki będzie 0,66mm, co przy obrotach 120obr/min da około 80mm/min. Chyba tak tu się ten posuw liczy.
Są tu podane przybliżone średnice frezów dla poszczególnych modułów i przeliczone prędkości obrotowe w obr/min wzależności od wytrzymałości stali Rm, także nie trzeba sobie już tego liczyć z prędkości skrawania.
Dla stali C45 to wytrzymałość na rozciąganie Rm waha się w granicach 60 - 80kG /mm2. Jeśli stal jest w stanie surowym ( nie ulepszana cieplnie czy hartowana powierzchniowo) to możemy przyjąć wg tej tabelki przedział 60-75kG/mm2. Dla modułu 1,5 wg tej tabelki obroty freza można przyjąć w przedziale 120-150 obr/min. Tak na oko to dosyć realne obroty .
Oczywiście to przybliżone wartości , jak ktoś chce się bawić w dokładnie liczenie to może sobie te obroty to wyliczyć wg wzoru:
n=1000V/Πd.
gdzie: N- [obr/min] ; V- prędkość skrawania w [m/min]; d - średnica freza [mm]
Posuwy wg tej tabelki też podane w przybliżeniach dla rożnych przedziałów liczby zębów (freza ?).
Tu żeby policzyć posuw minutowy w mm/min trzeba chyba pomnożyć ten posuw z tabelki przez wcześniej dobraną prędkość obr. freza.
Przykładowo dla freza o liczbie ostrzy 10 przy jednym skrawaniu zębatki m=1,5 posuw wg tabelki będzie 0,66mm, co przy obrotach 120obr/min da około 80mm/min. Chyba tak tu się ten posuw liczy.
-
Areo84
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1005
- Rejestracja: 26 gru 2009, 09:33
- Lokalizacja: ...
Nie wiem skąd oni to wzięli te 50 m/s bo to 3000m/min czyli trochę kosmiczna prędkość jak na HSS 
Z tymi prędkościami skrawania trzeba podchodzić ostrożnie bo różne źródła podają nieraz dziwnie wysokie te prędkości skrawania dla szybkotnącej. A o przegrzanie HSS wcale nie tak trudno.
Np. w poradniku tokarza jest taka tabelka doboru prędkości dla toczenia wykańczającego stali nożami HSS. Tam największa prędkość podana jest 79m/min i to bez chłodzenia.
Nie wiem co to za stal i jak długo wytrzymałby ten nóż przy tej prędkości, bo zwykła SW7 czy nawet lepsza SW18 chyba nie za długo. Dlatego ja tam zawsze ustawiam mniejsze obroty od tych wszystkich zaleceń książkowych, bo niektóre z nich można o kant d** rozbić i chyba były pisane przez czystych teoretyków.
Te z tabelki powyżej wydają się być raczej OK.
Nowa wiertarka stołowa z fabrycznymi prędkościami skrawania przeliczanymi przez konstruktorów pewnie wg. takich cudnych tabelek lubiła często podgrzewać mi wiertła HSS (dobre wiertła). Dopiero jak zredukowałem obroty gdzieś do połowy fabrycznych to zaczęło wiercić o niebo lepiej.
Z tymi prędkościami skrawania trzeba podchodzić ostrożnie bo różne źródła podają nieraz dziwnie wysokie te prędkości skrawania dla szybkotnącej. A o przegrzanie HSS wcale nie tak trudno.
Np. w poradniku tokarza jest taka tabelka doboru prędkości dla toczenia wykańczającego stali nożami HSS. Tam największa prędkość podana jest 79m/min i to bez chłodzenia.
Nie wiem co to za stal i jak długo wytrzymałby ten nóż przy tej prędkości, bo zwykła SW7 czy nawet lepsza SW18 chyba nie za długo. Dlatego ja tam zawsze ustawiam mniejsze obroty od tych wszystkich zaleceń książkowych, bo niektóre z nich można o kant d** rozbić i chyba były pisane przez czystych teoretyków.
Te z tabelki powyżej wydają się być raczej OK.
Nowa wiertarka stołowa z fabrycznymi prędkościami skrawania przeliczanymi przez konstruktorów pewnie wg. takich cudnych tabelek lubiła często podgrzewać mi wiertła HSS (dobre wiertła). Dopiero jak zredukowałem obroty gdzieś do połowy fabrycznych to zaczęło wiercić o niebo lepiej.
-
Majster70
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Dla typowych stali HSS czy SW7, SW18, przyjmuję Vc=15-25 m/min bez chłodzenia lub z chłodzeniem "takim sobie". W takich samych warunkach stal HSS-Co czyli kobaltową puszczam z Vc=40m/min. Nie ma wielkiego znaczenia czy to frez, wiertło, czy nóż tokarski. Natomiast bardzo duże znaczenie ma materiał obrabiany, wysięg narzędzia (chodzi głównie o nóż lub frez) oraz chłodzenie. Np na automatach tokarskich przy bardzo dobrym(obfitym) chłodzeniu olejem, idealnych warunkach skrawania (wysięg noża poniżej 3 "średnic") i miękkiej stali obrabianej z łatwością można osiągnąć 80m/min dla noża HSS. Tak więc dane z Wiki są do osiągnięcia, ale przy idealnych warunkach skrawania.
Dla tej konkretnej sytuacji tak jak proponowałem, wystartować od prędkości 15m/min i ewentualnie zwiększać.
Dla tej konkretnej sytuacji tak jak proponowałem, wystartować od prędkości 15m/min i ewentualnie zwiększać.






