Strona 1 z 2
Pogłębiacz 30mm
: 22 paź 2012, 22:17
autor: jetalone
Witajcie,
ostatnio w robocie natrafiłem na problem drżącego i niewydajnego pogłębiacza fi 30, na 2 płytki. Wymyślili mi zadanie wykonania projektu pogłębiacza na 3 płytki SCMT 09, których na zakładzie jest pod dostatkiem.
Zbudowałem coś, widoczne na poniższym renderze.
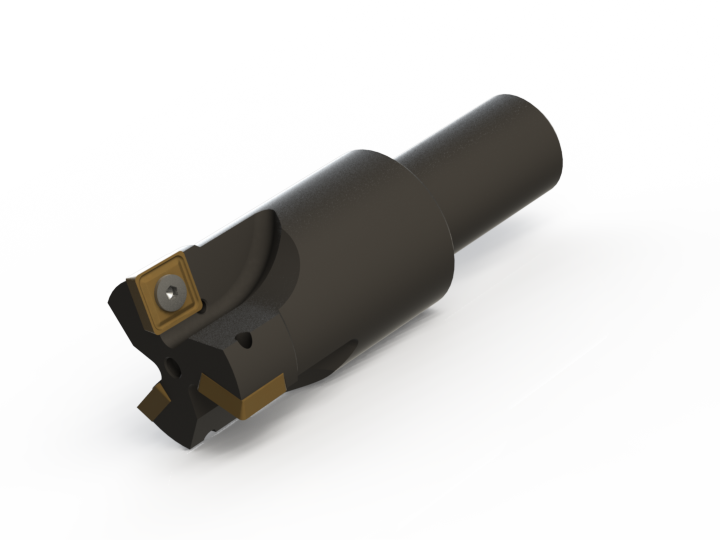
Prototyp już widziałem, ale nie był wykonany idealnie, więc będzie powtórka.
Podsumowanie:
- średnica pracy fi 30mm,
- minimalna średnica otworu wstępnego fi 18mm,
- średnica oprawy ER - 18,
- płytki SCMT 09, kąt przyłożenia 1 stopień.
I pytanie do Forumowiczów: czy macie jakieś uwagi dotyczące budowy własnych narzędzi? Czy w tym konkretnym pogłębiaczu powinienem się do czegoś zastosować? Może inne uwagi?
Bardziej zainteresowanym udzielę szczegółowych informacji o pogłębiaczu.
Pozdrawiam serdecznie.
: 22 paź 2012, 23:16
autor: RomanJ4
Jak głęboko ma ten pogłębiacz pracować? (chodzi o zamknięte kanały wiórowe)
Czy nie zastosować wkręcanego pilota? (jeśli pogłębiacz ma być również do przelotowych albo częściowo pogłębianych otworów)
: 23 paź 2012, 07:21
autor: jetalone
No tak, nie opisałem.
Pogłębiacz pracuje na tokarce cnc. Głębokość otworu to jakieś 20-30 mm. To tyle co rozpoczęcie "zamknięcia" kanału na rozwiertaku.
Myślę, że pilot nie będzie potrzebny, narzędzie nie musi być aż tak uniwersalne.
A co panowie frezerzy sądzą o kosztach i trudności wykonania tego na frezarce?
: 23 paź 2012, 09:08
autor: RomanJ4
Moim zdaniem frezer dysponujący podzielnicą bez problemu jest w stanie to wykonać. Łącznie z gniazdami na płytki. Jeśli oczywiście średnica wykonywana tym pogłębiaczem nie ma mieć jakiejś bardzo dokładnej tolerancji, bo wtedy gniazda trzeba by szlifować po frezowaniu z dużą dokładnością. Chociaż myślę, że do wykonania bardzo dokładnego wymiaru pogłębionego gniazda właściwszy byłby rozwiertak w końcowej operacji.
Ma być utwardzane, czy tylko oksydacja?
: 23 paź 2012, 16:57
autor: 1q1q1q1q
Moim skromnym zdaniem koszt wykonania takiej głowicy pogłębiacza będzie droższy od kupna gotowej głowicy. koszt materiału robocizna itp. a z moich doswiadczeń wynika ze nawet małe niedoskonałosci wyfrezowania gniazd na płytki powodowały ze płytki nie równo brały i powierzchnia była gorsza od oryginalnych pogłębiaczy 2 płytkowych .Ale to moje akurat doświadczenia.

: 23 paź 2012, 19:34
autor: zdzicho
No tak . Takie handlowe ,to krasnoludki robią ,więc wszędzie wlezą i lepiej widzą . Handlowe mogą być tańsze ,bo to produkcja seryjna ,ale dokładność zależy od tego na czym się to robi i jak starannie. My akurat robiliśmy rożnego rodzaje pogłębiacze, najczęściej kształtowe i to dość wymyślne. Kupić się tego gotowego nie dało ,a robione doskonale spełniały swoje zadanie przy wąskich tolerancjach . Nie były co prawda na płytki wymienne ,bo , aż tak proste nie były, więc były na płytki lutowane ,lub z pełnego węglika ,przy mniejszych średnicach.
: 23 paź 2012, 22:01
autor: jetalone
zdzicho pisze:No tak . Takie handlowe ,to krasnoludki robią ,więc wszędzie wlezą i lepiej widzą . Handlowe mogą być tańsze ,bo to produkcja seryjna ,ale dokładność zależy od tego na czym się to robi i jak starannie. My akurat robiliśmy rożnego rodzaje pogłębiacze, najczęściej kształtowe i to dość wymyślne. Kupić się tego gotowego nie dało ,a robione doskonale spełniały swoje zadanie przy wąskich tolerancjach . Nie były co prawda na płytki wymienne ,bo , aż tak proste nie były, więc były na płytki lutowane ,lub z pełnego węglika ,przy mniejszych średnicach.
A tu i nie-handlowe, i na płytki wymienne, tak jak napisałem wcześniej, nadstan na zakładzie.
Dokładność akurat nie była tu mega-priorytetem (jak się nie mylę 0,2mm), co właśnie wydajność, wymienność płytek, brak drgań i stabilność jakości obróbki.
Oczywiście dokładność w sensie precyzyjnego wykonania gniazd na płytki, a nie tyle precyzji porównywalnej z węglikowym rozwiertakiem. Zadaniem tego narzędzia jest tak naprawdę wykonanie pogłębionych otworów pod łby śrób i szersze elementy sworzni, które u Nas często trafiają się w fi 30, na plusie...

Mam też nadzieję, że uda mi się pokazać zdjęcia gotowego narzędzia.
I też, zdecydowanie, i również prywatnie, liczę na możliwość projektowania i budowania kolejnych narzędzi typowo "nietypowych"...
Pozdrawiam,
Marcin
: 23 paź 2012, 22:46
autor: WZÓR
jetalone pisze:... Pogłębiacz pracuje na tokarce cnc. Głębokość otworu to jakieś 20-30 mm.
A nie prościej / praktyczniej użyć Eco Cut -a , którym wywiercisz i roztoczysz otwór na żądany wymiar ?
P.s.
I na płytkach zaoszczędzisz ... , Eco Cut potrzebuje tylko jedną.
Mariusz.
: 23 paź 2012, 23:06
autor: jetalone
WZÓR pisze:jetalone pisze:... Pogłębiacz pracuje na tokarce cnc. Głębokość otworu to jakieś 20-30 mm.
A nie prościej / praktyczniej użyć Eco Cut -a , którym wywiercisz i roztoczysz otwór na żądany wymiar ?
P.s.
I na płytkach zaoszczędzisz ... , Eco Cut potrzebuje tylko jedną.
Sprawa nie jest takiej lekkiej wagi. A może właśnie jest prościej niż by się wydawało spragnionym ważeń umysłom.
Płytek mam wiadro i jeszcze trochę - na to nie mogę narzekać. Właśnie taki pogłębiacz jest projektowany (i budowany) aby trochę wymęczyć zapas SCMT w szafie.
Dodatkowo, nie potrzebuję uniwersalnego narzędzia. Interesuje mnie w zasadzie te fi 30, z małym zapasem w górnej granicy tolerancji.
Operator, testujący prototyp, jasno i wyraźnie, wypowiedział się o parametrach obróbki tego prototypu - 3 razy większa prędkość skrawania, 1,5 raza większy posów, niż fabryczny pogłębiacz fi 30 na 2 płytki typu T.
Zatem - zadanie spełnione. Jak zobaczę w maszynie finalne narzędzie (po ostatecznym przeszlifowaniu gniazd), będę mógł powiedzieć czy wszystko jest OK.
: 23 paź 2012, 23:50
autor: RomanJ4
