Strona 1 z 4
Frezy Dolfa a nietrzymanie wymiarów kieszeni
: 01 sty 2021, 16:34
autor: sebasbox
Wyfrezowałem sobie mocowania z blachy PA11 4mm i ku mojemu zdziwieniu kieszenie które miały mieć 54,15mm średnicy faktycznie miały 54,00mm. W pierwszej kolejności moje podejrzenia padły na ustawienia w Fusion360, ale sprawdziłem i wszystko wyglądało tak jak powinno. Drugim podejrzanym była współpraca pomiędzy Fusion360 a PikoCNC (maszyna jest sterowana PikoCNC).
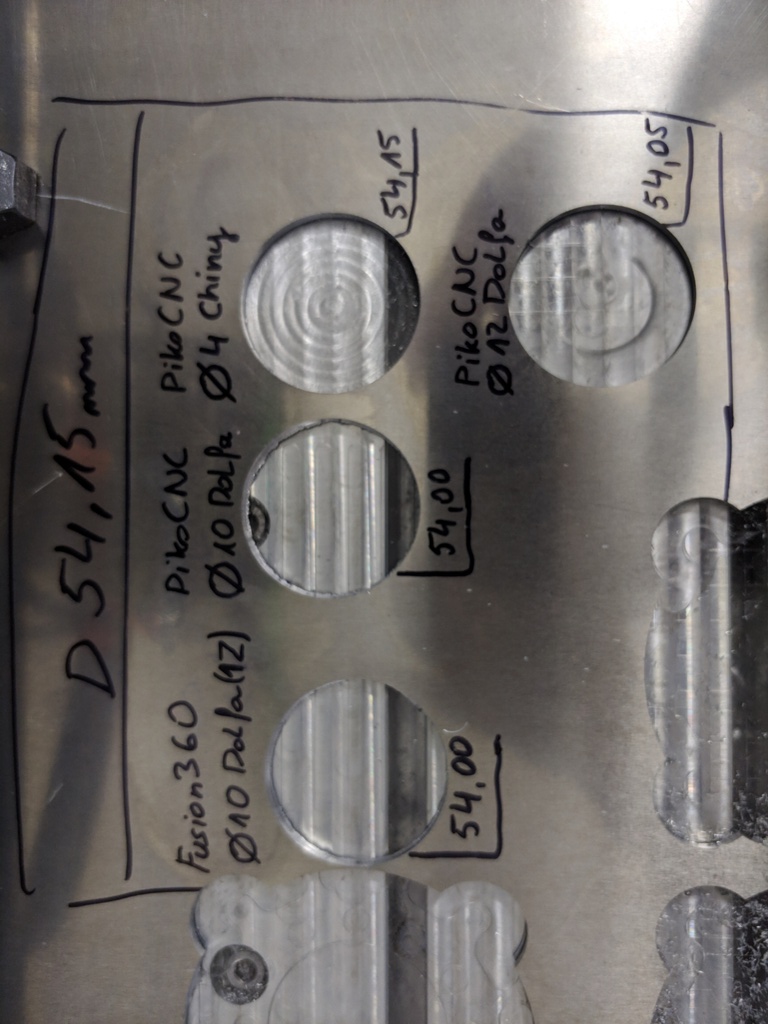
Tak więc dziś wyfrezowałem ponownie:
1) kieszeń narysowaną w Fusion360 (frez jedno-ostrzowy 10mm Dolfa 1-10-AL, AP=2mm, 940mm/min, nakładanie 5%) - wynik 54,00mm
2) kieszeń narysowaną w PikoCNC (frez jedno-ostrzowy 10mm Dolfa 1-10-AL, te same parametry co wyżej) - wynik 54,00mm
3) kieszeń narysowaną w PikoCNC (frez jedno-ostrzowy 12mm Dolfa 1-12-AL, te same parametry co wyżej) - wynik 54,05mm
4) kieszeń narysowaną w PikoCNC (frez trzy-ostrzowy 4mm - chiński polerowany , AP=1mm, 300mm/min, nakładanie 5%) - wynik 54,15mm
Tylko w przypadku chińskiego freza dałem minimalne chłodzenie mgłą i wolniejsze przejazdy bo się zaklejał
Zastanawiam się czy mieliście może taki przypadek? Czy może parametry, które ustawiam mogą być powodem takiej sytuacji?
Re: Frezy Dolfa a nietrzymanie wymiarów kieszeni
: 01 sty 2021, 16:55
autor: WZÓR
sebasbox pisze: ↑01 sty 2021, 16:34
Wyfrezowałem sobie mocowania z blachy PA11 4mm i ku mojemu zdziwieniu kieszenie które miały mieć 54,15mm średnicy faktycznie miały 54,00mm. W pierwszej kolejności moje podejrzenia padły na ustawienia w Fusion360, ale sprawdziłem i wszystko wyglądało tak jak powinno. Drugim podejrzanym była współpraca pomiędzy Fusion360 a PikoCNC (maszyna jest sterowana PikoCNC).
Tak więc dziś wyfrezowałem ponownie:
1) kieszeń narysowaną w Fusion360 (frez jedno-ostrzowy 10mm Dolfa 1-10-AL, AP=2mm, 940mm/min, nakładanie 5%) - wynik 54,00mm
2) kieszeń narysowaną w PikoCNC (frez jedno-ostrzowy 10mm Dolfa 1-10-AL, te same parametry co wyżej) - wynik 54,00mm
3) kieszeń narysowaną w PikoCNC (frez jedno-ostrzowy 12mm Dolfa 1-12-AL, te same parametry co wyżej) - wynik 54,05mm
4) kieszeń narysowaną w PikoCNC (frez trzy-ostrzowy 4mm - chiński polerowany , AP=1mm, 300mm/min, nakładanie 5%) - wynik 54,15mm
.....
Sprawdź jeszcze przy tych wszystkich wersjach , czy G - koda miałeś jednakowego.

p.s.
Moim zdaniem frez odpychał ..... , raz mocniej , raz słabiej.
..... i cała w tym filozofia.
Mariusz.
Re: Frezy Dolfa a nietrzymanie wymiarów kieszeni
: 01 sty 2021, 16:58
autor: Petroholic
Frezujesz współbieżnie czy przeciwbieżnie? Przy grubych parametrach nic dziwnego, że odpycha freza od materiału bo zakładam, że jedziesz współbieżnie (default w PIKO i F360)... Jak przestawisz na przeciwbieżny przy tych samych parametrach wyjdzie otwór 54.25

Poprawnie powinieneś ustawić zgrubną obróbkę tak jak masz do wymiaru załóżmy 54.0 i potem jeden przejazd wykańczający po konturze na wymiar 54.15. Współbieżnie oczywiście
Tak w celu sprawdzenia wrzuć komplet parametrów obróbki czyli jeszcze Vc
Jeśli zakleiłeś chińskiego 3P polerowanego do alu przy Ap 1mm to zdecydowanie parametry są złe

Re: Frezy Dolfa a nietrzymanie wymiarów kieszeni
: 01 sty 2021, 17:07
autor: kuba1im
Tak dla ciekawostki przejedź drugi raz tym samym programem, tym samym narzędziem z tymi samymi parametrami. Może się zdziwisz a może już się domyślasz.
Re: Frezy Dolfa a nietrzymanie wymiarów kieszeni
: 01 sty 2021, 17:24
autor: sebasbox
Dziękuję za podpowiedzi, myślałem (jak widać błędnie), że takie parametry dla frezów o średnicy 10 i 12mm nie będą powodowały odginania się freza.
Petroholic, tak...frezowałem współbieżnie. Faktycznie najlepiej będzie zrobić przejazd wykańczający.
Chińczyka na początku ustawiłem na posuw ca. 1000 mm/min, z tego co pamiętam Vc było ca. 200m/min (niestety nie zapisałem parametrów).
Dzięki jeszcze raz za pomoc.
Re: Frezy Dolfa a nietrzymanie wymiarów kieszeni
: 01 sty 2021, 17:52
autor: Avalyah
To kwestia frezów jednopiórowych - u mnie było tak samo, na podobnych parametrach, tylko frez fi5. Byłem zdziwiony, że mi aż tak bardzo różni się wymiar, ale jak przejechałem potem wykańczająco innym frezem to jest praktycznie na 0.
Re: Frezy Dolfa a nietrzymanie wymiarów kieszeni
: 01 sty 2021, 18:14
autor: Steryd
A jaka jest tolerancja wykonania części roboczej frezu i bicie? Bez jaj, przecież żeby robić dokladne wymiary to jest korekcja, a nie ot tak na czuja.
Re: Frezy Dolfa a nietrzymanie wymiarów kieszeni
: 01 sty 2021, 18:46
autor: Petroholic
Zgadzam się z przedmówcą
Też nie liczyłbym na to, że bez korekt wyjdzie w 0.00
Re: Frezy Dolfa a nietrzymanie wymiarów kieszeni
: 01 sty 2021, 19:04
autor: sebasbox
Dobra zrobiłem jeszcze jeden test tym samym frezem Dolfy 10mm. Najpierw wybranie pocket i zostawienie 0,2mm na wykończenie a następnie contour i zebranie tych 0,2mm. Posuw dałem 600mm/min i zagłębienie 1mm, także bez szaleństw.
Wynik 54,07mm, poprzednio bez wykończenia 54,00mm). Zrobiłem nawet jeszcze jedno dodatkowe przejście po konturze.
Steryd, nie wiem jaka jest tolerancja...nie widzę w katalogu albo słabo szukam. Z drugiej strony dla chińskiego freza 4mm też korekty nie dawałem a zrobił idealnie...
Avaylah, Ty miałeś to też na frezach dolfy czy jakiejś innej firmy?
Generalnie nie kruszyłbym kopii o tę dychę ale te dodatkowe 1-2 dychy miały być na farbę:)
Akurat w tym przypadku nie stanowi to większego problemu ale wolę teraz przy okazji zrozumieć gdzie popełniam błąd...tak na przyszłość.
Re: Frezy Dolfa a nietrzymanie wymiarów kieszeni
: 01 sty 2021, 19:36
autor: Steryd
Tym razem zrobił, innym nie zrobi. Tolerancje sa ok klasy 8 (typowo do rowków wpustowych) do 12 , więc w tanich to dokladnie nie jest, zazwyczaj stosuje się pole k, ale zdarza się i js.
Inna sprawa, czym to mierzysz?