



")
Opiszę krok po kroku co zrobiłem:
1. Stworzenie nowego projektu w artcamie 290x200
2. Z zakładki Vector Editing tworzę napis PROJEKT CNC, czcionka Arial wielkość 24.
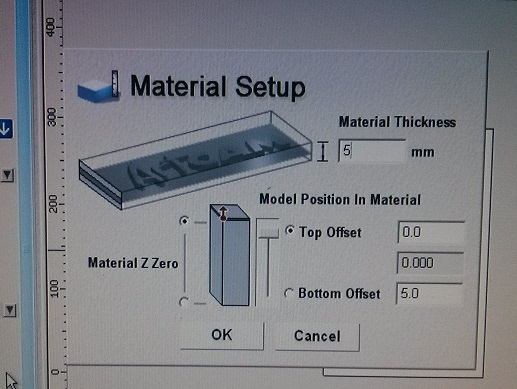
3. Zatwierdzam, ustawiam na dole kartki napis
4. Grubość materiału ustawiam na 5 mm
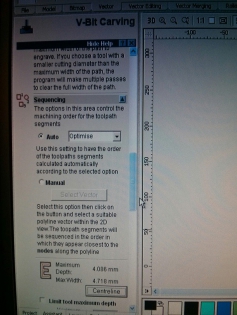
5. Z zakładki 2D Toolpaths wybieram V-Bit Carving
- Start Depth = 0 (żeby maszyna startowała mi z punktu styczności z materiałem)
- Tolerance = 0.01
- Machine Saf Z = 10
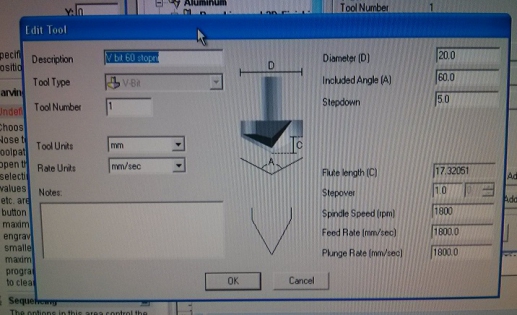
- V bit narzędzie ustawione jak poniżej :
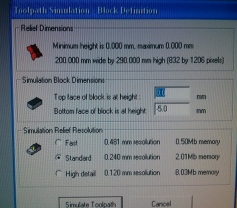
6. Zatwierdzam puszczam symulacje ( niby wszystko ok.)
7. zapisuje z rozszerzeniem G-code (mm)(.tap)
- zanim wczytam zapisany plik do Mach3 zmieniam rozszerzenie .tap na .nc ( z racji tego ze w artcam nie mam rozszerzenie g-codu.nc ani rozszerzenie do bezpośrednio do Mach3
8. Wgrywam plik do Mach 3.
Żeby nie zniszczyć materiału próbę wykonuję przy użyciu długopisu zamontowanego w maszynie i kartki przyklejonej do blatu.
- ustawiam maszynę długopis styka się minimalnie z kartką
- zeruję parametry maszyny
- Start
i Lipa ( maszyna dodatkowo obniża się, a sam grawer robi w powietrzu)
czy ktoś może coś poradzić gdzie robię, błąd.


")

")

")







