



Witam
W którym miejscu popełniam błąd, czy to jest wina po stronie ArtCam, Mach3, edycji narzędzia czy innego współczynnika.
Po narysowaniu w programie ArtCam wektorów, wyznaczeniu trajektorii (profilowania i czyszczenia powierzchni), wczytaniu kodu do programu Mach3 wycięty element różni się od symulacji.
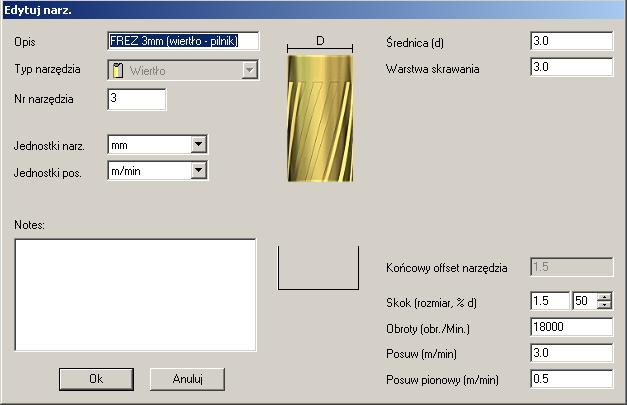
Do wycięcia używam pilnika 3mm o parametrach:
Średnica(d): 3
Warstwa skrawania: 3
Końcowy offset narzędzia 1.5
Skok (rozmiar, %d) 1.5 50
Obroty (obr./Min.) 18000
Posuw(m/min) 3
Posuw pionowy (m/min) 0.5
Chodzi dokładnie o to, że jeżeli trajektorie (profilowania i czyszczenia powierzchni) narysowane są pod kątem prostym to dlaczego na wyciętym elemencie są zaokrąglone w znaczącym stopniu większym niż wielkość pilnika 3mm. Czy odpowiada za to jakiś parametr w ArtCam, czy po wczytaniu do programu Mach3 skraca sobie trajektorie (zaokrągla je). Dodam jeszcze że odstępy między wycinanymi elementami są większe lub równe 3mm.
Będę wdzięczny za wsparcie
Pozdrawiam
ArtCam wycinanie 2D - trajektorie nieadekwatne do wycięcia
-
event horizon
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 4
- Posty: 4
- Rejestracja: 23 lut 2014, 13:25
- Lokalizacja: Kościan


-
lajosz
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 5
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
Witamy na forum nowego kolegę .
A teraz konkrety:
Wszystko dość dobrze opisane, ale ja nadal nie wiem o co chodzi.
Proponuję (zgodnie z zasadą --> jeden obraz, tysiąc słów) wstawić zrzuty ekranowe i/lub zdjęcia.
Podejrzewam, że coś nie tak masz ustawione w narzędziach, dlatego jeśli będziesz wstawiał zdjęcia, to wstaw screena z ustawieniami narzędzia w Artcamie + trajektorie + ustawienia trajektorii.
Tak w ogóle, to pilnikami raczej nie powinno się wycinać czegokolwiek lub frezować.
Do tego są frezy.
Reasumując, jeśli wrzucisz screeny (zdjęcia) to spróbujemy pomóc.
A teraz konkrety:
Wszystko dość dobrze opisane, ale ja nadal nie wiem o co chodzi.
Proponuję (zgodnie z zasadą --> jeden obraz, tysiąc słów) wstawić zrzuty ekranowe i/lub zdjęcia.
Podejrzewam, że coś nie tak masz ustawione w narzędziach, dlatego jeśli będziesz wstawiał zdjęcia, to wstaw screena z ustawieniami narzędzia w Artcamie + trajektorie + ustawienia trajektorii.
Tak w ogóle, to pilnikami raczej nie powinno się wycinać czegokolwiek lub frezować.
Do tego są frezy.
Reasumując, jeśli wrzucisz screeny (zdjęcia) to spróbujemy pomóc.
-
event horizon
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 23 lut 2014, 13:25
- Lokalizacja: Kościan
Dziękuję za zainteresowanie. Postaram się w jak najlepszy sposób zobrazować mój problem.
Zacznę od narzędzi:
Jako początkujący zakupiłem frezy:
Frez diamentowo zębaty (pilnik) 3,0mm - Średnica robocza frezu - 3,0mm, Mocowane na trzpieniu 1/8" - 3,175 mm. Długość części roboczej - 9mm, Długość całkowita frezu - 38mm.
Frez diamentowo zębaty (pilnik) 1,0mm - Średnica robocza frezu - 1,0mm, Mocowane na trzpieniu 1/8" - 3,175 mm. Długość części roboczej - 7mm, Długość całkowita frezu - 38mm.
Można je stosować do:
- drewno, laminat, płytki drukowane, MDF, sklejka, carbon, twarde tworzywa sztuczne,
Frez trzpieniowy z łbem kulistym 2-zębnym 3mm, monolityczny z węglika, chwyt prosty, długość ostrza 6mm, długość całkowita frezu 38mm.
Frez trzpieniowy z łbem kulistym 2-zębnym 2mm, monolityczny z węglika, chwyt prosty, długość ostrza 6mm, długość całkowita frezu 38mm.
Frez grawerski z węglika 0,1 mm - Mocowane na trzpieniu 1/8" - 3,175 mm. Długość całkowita frezu to ok 32mm
Frez grawerski z węglika 0,3 mm - Mocowane na trzpieniu 1/8" - 3,175 mm. Długość całkowita frezu to ok 32mm
Można je stosować do:
- płytek drukowanych, aluminium, mosiądz, miedź, srebro, drewno, PCV, tworzywa sztuczne, plexi,l aminatu oraz innych materiałów.
Ustawienie narzędzia które wykorzystuję do wycięcia przykładowego projektu:
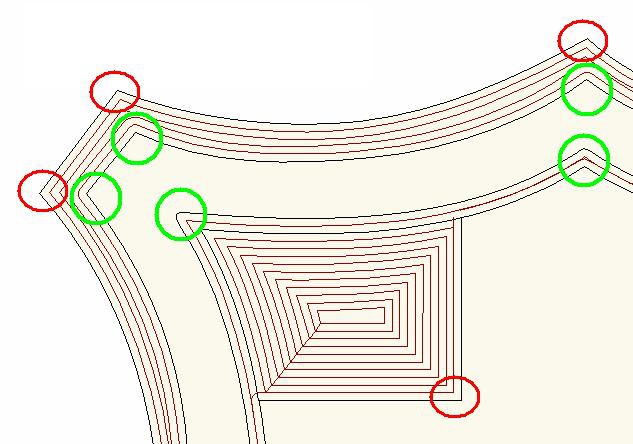
Aby lepiej zrozumieć o co mi chodzi przedstawię to na obrazku poniżej. Narysowane są wektory wraz z wyznaczonymi trajektoriami. Czerwony kolor oznacza gdzie wycięcie jest niezgodne z trajektorią profilowania lub czyszczenia powierzchni. Na zielono jest OK.
Wektory z trajektoriami:
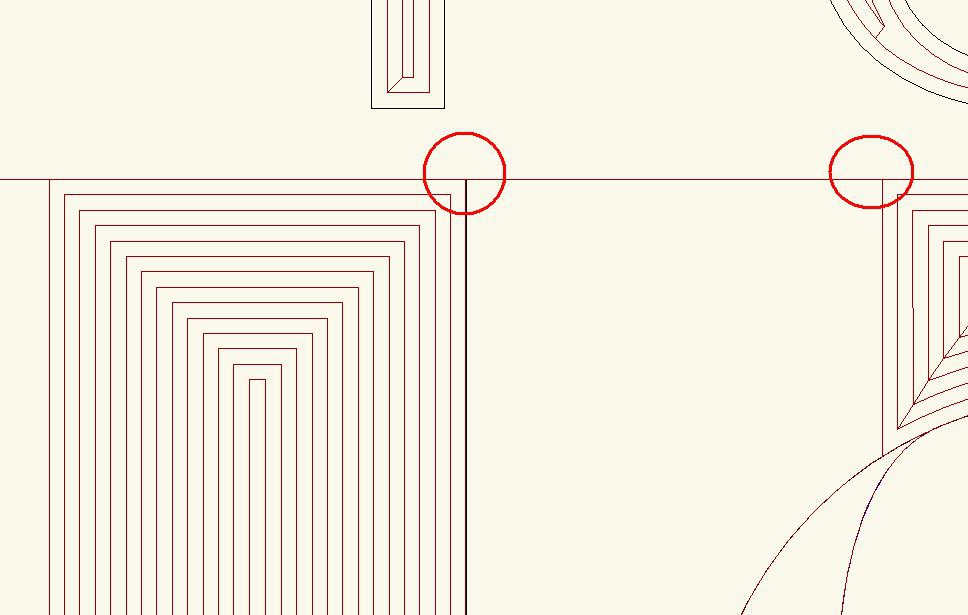
Symulacja:

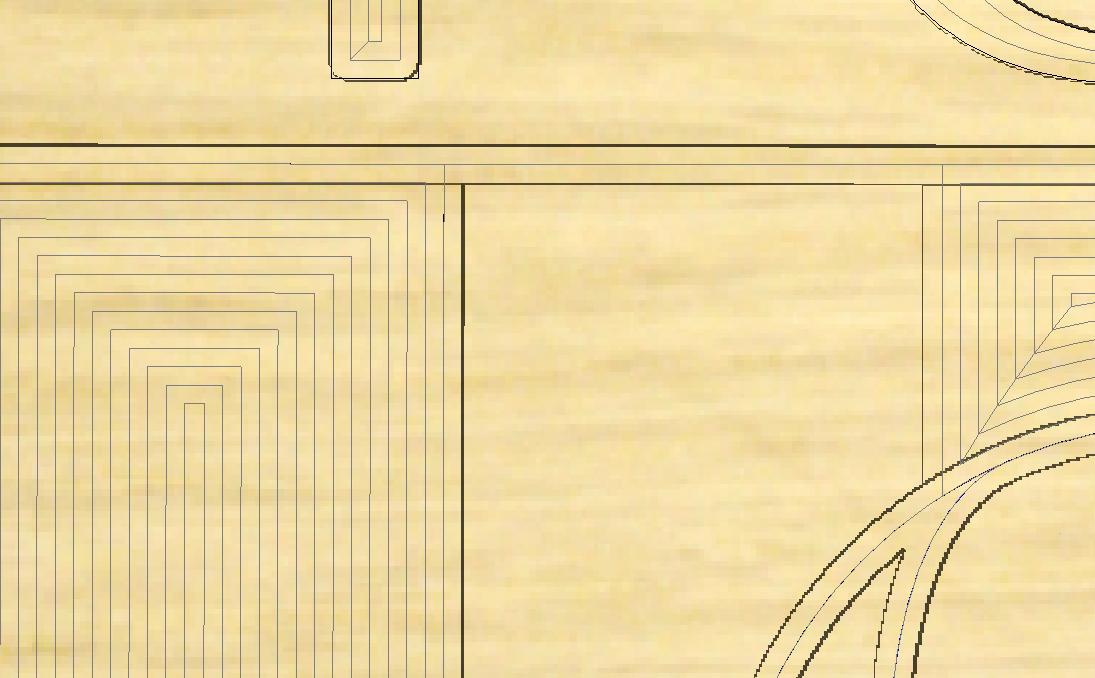
Wycięty projekt:


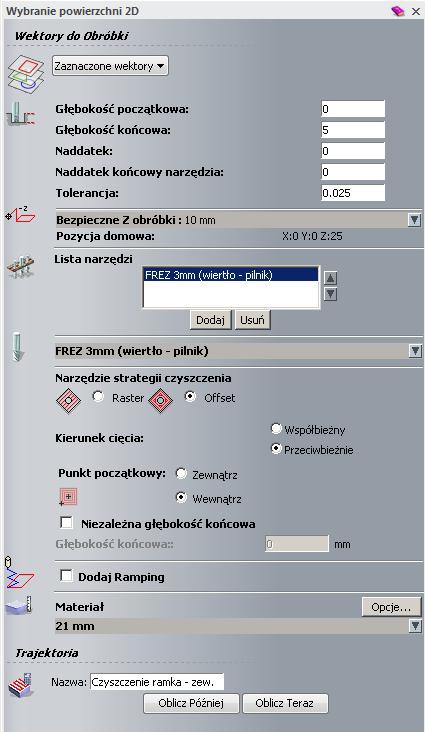
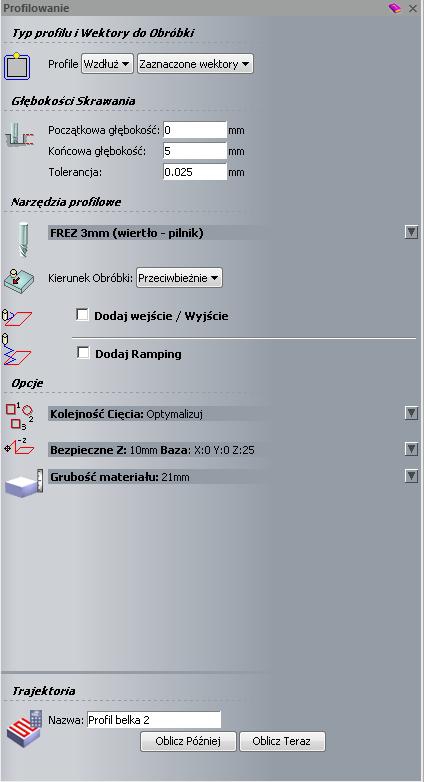
Ustawienia trajektorii:
Proszę jeszcze o podpowiedź jakich frezów (obróbka zgrubna i wykończenie) należy użyć do do tych reliefów które narysowałem:
Wielkość 450 x 450
Grubość 15
Czy te moje frezy odpowiadają czy lepiej użyć jakiś innych?

Mam nadzieję że tyle wystarczy, w razie niezrozumienia proszę pisać (proszę pamiętać, że dopiero raczkuję).
Pozdrawiam i czekam na podpowiedzi
Zacznę od narzędzi:
Jako początkujący zakupiłem frezy:
Frez diamentowo zębaty (pilnik) 3,0mm - Średnica robocza frezu - 3,0mm, Mocowane na trzpieniu 1/8" - 3,175 mm. Długość części roboczej - 9mm, Długość całkowita frezu - 38mm.
Frez diamentowo zębaty (pilnik) 1,0mm - Średnica robocza frezu - 1,0mm, Mocowane na trzpieniu 1/8" - 3,175 mm. Długość części roboczej - 7mm, Długość całkowita frezu - 38mm.
Można je stosować do:
- drewno, laminat, płytki drukowane, MDF, sklejka, carbon, twarde tworzywa sztuczne,
Frez trzpieniowy z łbem kulistym 2-zębnym 3mm, monolityczny z węglika, chwyt prosty, długość ostrza 6mm, długość całkowita frezu 38mm.
Frez trzpieniowy z łbem kulistym 2-zębnym 2mm, monolityczny z węglika, chwyt prosty, długość ostrza 6mm, długość całkowita frezu 38mm.
Frez grawerski z węglika 0,1 mm - Mocowane na trzpieniu 1/8" - 3,175 mm. Długość całkowita frezu to ok 32mm
Frez grawerski z węglika 0,3 mm - Mocowane na trzpieniu 1/8" - 3,175 mm. Długość całkowita frezu to ok 32mm
Można je stosować do:
- płytek drukowanych, aluminium, mosiądz, miedź, srebro, drewno, PCV, tworzywa sztuczne, plexi,l aminatu oraz innych materiałów.
Ustawienie narzędzia które wykorzystuję do wycięcia przykładowego projektu:
Aby lepiej zrozumieć o co mi chodzi przedstawię to na obrazku poniżej. Narysowane są wektory wraz z wyznaczonymi trajektoriami. Czerwony kolor oznacza gdzie wycięcie jest niezgodne z trajektorią profilowania lub czyszczenia powierzchni. Na zielono jest OK.
Wektory z trajektoriami:
Symulacja:
Wycięty projekt:
Ustawienia trajektorii:
Proszę jeszcze o podpowiedź jakich frezów (obróbka zgrubna i wykończenie) należy użyć do do tych reliefów które narysowałem:
Wielkość 450 x 450
Grubość 15
Czy te moje frezy odpowiadają czy lepiej użyć jakiś innych?
Mam nadzieję że tyle wystarczy, w razie niezrozumienia proszę pisać (proszę pamiętać, że dopiero raczkuję).
Pozdrawiam i czekam na podpowiedzi
-
lajosz
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
No rzeczywiście wygląda to bardzo dziwnie, tym bardziej, że symulacja się zgadza.
Napisz jeszcze jaki postprocesor wybierasz przy zapisywaniu trajektorii i jeśli to nie problem, to wrzuć gotową ścieżkę (plik) tu na forum zapisaną dla postprocesora który wybierasz + wektory (DXF) na podstawie których powstaje projekt + zrzut ustawień grubości materiału.
Sprawdzę czy wszystko OK, ale zwróć uwagę że:
----- Dla obróbki "Profilowanie" masz wybrane frezowanie wzdłuż wektora, czyli frez będzie frezował środkiem wektora, a chyba nie tak miało być ?
Jednak to (raczej nieprawidłowe ustawienie) nie powinno spowodować tak dużych łuków na narożnikach jakie widzę na gotowym materiale.
----- Teraz uwaga raczej natury ogólnej niż dotycząca problemu. Otóż głębokość frezowania to 5mm, a warstwę skrawania ustawiłeś na 3mm, więc narzędzie najpierw zbierze 3mm, a następnie 2. Wszystko OK, ale czy nie lepiej podzielić to po równo, czyli ustawić warstwę skrawania na 2.5mm ?
Jednak z tego co widzę, to wydaje mi się, że coś nie tak jest z ustawieniami MACH-a, ale (jak pisałem wyżej) trzeba się przyjrzeć wektorom i gotowej trajektorii.
Co do kupionych frezów, to nadal uważam, że to nie najszczęśliwsze rozwiązanie bo to (jak pisałeś) jednak raczej właśnie pilniki niż frezy.
Oczywiście nimi tez da radę wycinać i frezować, ale nie sądzę, żeby powierzchnia po nich wyglądała zbyt dobrze, szczególnie jeśli nie będą już nowe, a poza tym, takie pilniki ..... bardziej piłują niż frezują i opory pracy są po prostu większe niż w przypadku frezów, że o odprowadzeniu wiórów nie wspomnę.
Moim zdaniem, powinieneś kupić FREZY, a nie pilniki, chociaż te pilniki się i tak przydadzą.
Jednak wszystko zależy od tego, jaką jakość chcesz uzyskać.
Wiadomo, że im mniejszy frez, tym dokładność/jakość wyższa, ale i czas obróbki zwiększa się radykalnie.
Nie wiem jaki masz uchwyt na wrzecionie i jakiej średnicy trzpień/frez możesz włożyć największy, ale:
Moim zdaniem, do reliefu (statek) powinieneś użyć przy obróbce wstępnej freza 5mm prostego dwu-piórowego.
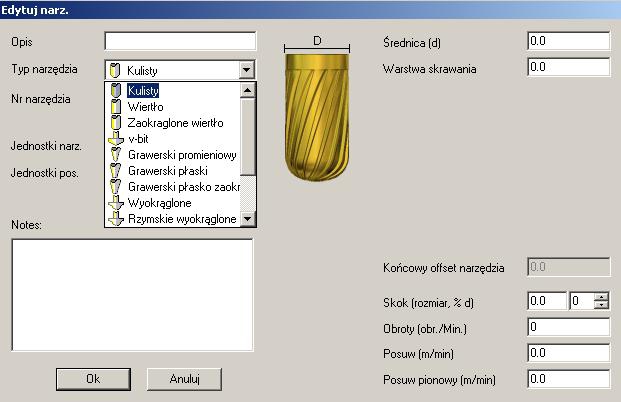
Do obróbki dokładnej, freza stożkowego (60 stopni lub mniej) z możliwie najgrubszym trzpieniem i zakończeniem kulistym (conical ball nose) średnicy np. 2-3mm, np. taki jak poniżej:

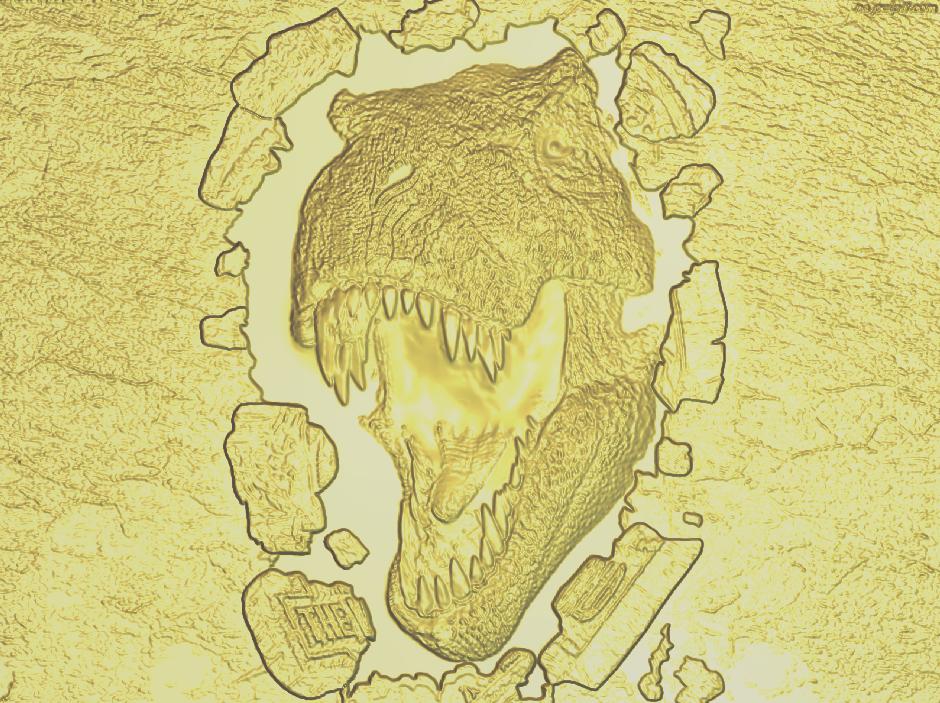
To samo do dinozaura, ale jeśli chcesz uzyskać dokładnie taką fakturę na tym obrazku z dinozaurem (coś jak kora drzewa), to wykańczająca obróbka musiałaby być robiona frezem 0.5-1.0mm i cały czas mowa o wymiarach gotowego przedmiotu 450 x 450.
Przy mniejszym, narzędzie oczywiście mniejsze, a przy większym, większe z tym, że większe reliefy można robić małymi narzędziami, ale mniejszych, dużymi narzędziami raczej nie zrobisz bez wyraźnej utraty jakości.
No, to tyle
Pozdrawiam
Napisz jeszcze jaki postprocesor wybierasz przy zapisywaniu trajektorii i jeśli to nie problem, to wrzuć gotową ścieżkę (plik) tu na forum zapisaną dla postprocesora który wybierasz + wektory (DXF) na podstawie których powstaje projekt + zrzut ustawień grubości materiału.
Sprawdzę czy wszystko OK, ale zwróć uwagę że:
----- Dla obróbki "Profilowanie" masz wybrane frezowanie wzdłuż wektora, czyli frez będzie frezował środkiem wektora, a chyba nie tak miało być ?
Jednak to (raczej nieprawidłowe ustawienie) nie powinno spowodować tak dużych łuków na narożnikach jakie widzę na gotowym materiale.
----- Teraz uwaga raczej natury ogólnej niż dotycząca problemu. Otóż głębokość frezowania to 5mm, a warstwę skrawania ustawiłeś na 3mm, więc narzędzie najpierw zbierze 3mm, a następnie 2. Wszystko OK, ale czy nie lepiej podzielić to po równo, czyli ustawić warstwę skrawania na 2.5mm ?
Jednak z tego co widzę, to wydaje mi się, że coś nie tak jest z ustawieniami MACH-a, ale (jak pisałem wyżej) trzeba się przyjrzeć wektorom i gotowej trajektorii.
Co do kupionych frezów, to nadal uważam, że to nie najszczęśliwsze rozwiązanie bo to (jak pisałeś) jednak raczej właśnie pilniki niż frezy.
Oczywiście nimi tez da radę wycinać i frezować, ale nie sądzę, żeby powierzchnia po nich wyglądała zbyt dobrze, szczególnie jeśli nie będą już nowe, a poza tym, takie pilniki ..... bardziej piłują niż frezują i opory pracy są po prostu większe niż w przypadku frezów, że o odprowadzeniu wiórów nie wspomnę.
Moim zdaniem, powinieneś kupić FREZY, a nie pilniki, chociaż te pilniki się i tak przydadzą.
450 x 450 to jest dość spory relief, szczególnie jeśli chcesz używać tych frezów (pilników).event horizon pisze: Proszę jeszcze o podpowiedź jakich frezów (obróbka zgrubna i wykończenie) należy użyć do do tych reliefów które narysowałem:
Wielkość 450 x 450
Grubość 15
Czy te moje frezy odpowiadają czy lepiej użyć jakiś innych?
Jednak wszystko zależy od tego, jaką jakość chcesz uzyskać.
Wiadomo, że im mniejszy frez, tym dokładność/jakość wyższa, ale i czas obróbki zwiększa się radykalnie.
Nie wiem jaki masz uchwyt na wrzecionie i jakiej średnicy trzpień/frez możesz włożyć największy, ale:
Moim zdaniem, do reliefu (statek) powinieneś użyć przy obróbce wstępnej freza 5mm prostego dwu-piórowego.
Do obróbki dokładnej, freza stożkowego (60 stopni lub mniej) z możliwie najgrubszym trzpieniem i zakończeniem kulistym (conical ball nose) średnicy np. 2-3mm, np. taki jak poniżej:
To samo do dinozaura, ale jeśli chcesz uzyskać dokładnie taką fakturę na tym obrazku z dinozaurem (coś jak kora drzewa), to wykańczająca obróbka musiałaby być robiona frezem 0.5-1.0mm i cały czas mowa o wymiarach gotowego przedmiotu 450 x 450.
Przy mniejszym, narzędzie oczywiście mniejsze, a przy większym, większe z tym, że większe reliefy można robić małymi narzędziami, ale mniejszych, dużymi narzędziami raczej nie zrobisz bez wyraźnej utraty jakości.
No, to tyle
Pozdrawiam
-
 frezowacze
frezowacze
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 224
- Rejestracja: 19 lut 2008, 00:55
- Lokalizacja: Krak
----- Teraz uwaga raczej natury ogólnej niż dotycząca problemu. Otóż głębokość frezowania to 5mm, a warstwę skrawania ustawiłeś na 3mm, więc narzędzie najpierw zbierze 3mm, a następnie 2. Wszystko OK, ale czy nie lepiej podzielić to po równo, czyli ustawić warstwę skrawania na 2.5mm ?
ARTCAM sam podzieli na równe warstwy nie większe niż 3mm
-
event horizon
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 23 lut 2014, 13:25
- Lokalizacja: Kościan
Wyciąłem jeszcze raz sprawdzając to co napisałeś z profilowaniem bez zmiany wektorów tylko profilowanie (wzdłuż wektora i po zewnętrznej).
Nie rozumiem dlaczego tak się dzieje jeżeli na symulacji pokazuje że jest dobrze.
Dla profilowania po zewnętrznej kąty wychodzą poprawnie a dla wzdłuż zaokrągla. Tylko w jednym elemencie zaokrągliło po zewnętrznej.
Co do czyszczenia powierzchni (też zaokrągla kąty) uważałem że wystarczy raz przejechać bez profilowania. Należy dodatkowo wyznaczyć profilowanie.
Zmienię układ wektorów i wyznaczę jeszcze raz trajektorię.
Czy u Ciebie dzieje się tak samo? Jeżeli nie to będę dalej szukał problemu.
Możesz sprawdzić czy pozostałe elementy wykonuję poprawnie?
Wybierany postprocesor:
Mach3gb-MM-Arcs-ATC(*.TAP) - jak używam kilku frezów
Mach3gb-Arcs(MM)(*.TAP) - jak używam jednego frezu
Dla tego projektu wykorzystałem Mach3gb-Arcs(MM)(*.TAP) - jeden frez
Pytanie o frezy:
Jak wpisać takie frezy do bazy narzędzi, bo w przysłanym przez Ciebie obrazku jest kilka wymiarów gdzie w edycji narzędzia ich nie widzę. Możesz podesłać przykład jaki typ narzędzia wybrać?
Jeżeli wykorzystam te frezy co posiadam to uważasz że coś z tego wyjdzie czy od razu kupić te które zaproponowałeś?
Podałem przykład dla moich frezów.
Jest taki parametr naddatek. Jaką wartość wpisywać dla obróbki zgrubnej. Przybliżysz mi jak to powinno się robić?
Pozdrawiam
Nie rozumiem dlaczego tak się dzieje jeżeli na symulacji pokazuje że jest dobrze.
Dla profilowania po zewnętrznej kąty wychodzą poprawnie a dla wzdłuż zaokrągla. Tylko w jednym elemencie zaokrągliło po zewnętrznej.
Co do czyszczenia powierzchni (też zaokrągla kąty) uważałem że wystarczy raz przejechać bez profilowania. Należy dodatkowo wyznaczyć profilowanie.
Zmienię układ wektorów i wyznaczę jeszcze raz trajektorię.
Czy u Ciebie dzieje się tak samo? Jeżeli nie to będę dalej szukał problemu.
Możesz sprawdzić czy pozostałe elementy wykonuję poprawnie?
Wybierany postprocesor:
Mach3gb-MM-Arcs-ATC(*.TAP) - jak używam kilku frezów
Mach3gb-Arcs(MM)(*.TAP) - jak używam jednego frezu
Dla tego projektu wykorzystałem Mach3gb-Arcs(MM)(*.TAP) - jeden frez
Pytanie o frezy:
Jak wpisać takie frezy do bazy narzędzi, bo w przysłanym przez Ciebie obrazku jest kilka wymiarów gdzie w edycji narzędzia ich nie widzę. Możesz podesłać przykład jaki typ narzędzia wybrać?
Jeżeli wykorzystam te frezy co posiadam to uważasz że coś z tego wyjdzie czy od razu kupić te które zaproponowałeś?
Podałem przykład dla moich frezów.
Jest taki parametr naddatek. Jaką wartość wpisywać dla obróbki zgrubnej. Przybliżysz mi jak to powinno się robić?
Pozdrawiam
-
lajosz
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
Nie chcę się powtarzać, ale poprzednio napisałem cyt samego siebie:event horizon pisze: Możesz sprawdzić czy pozostałe elementy wykonuję poprawnie?
"wrzuć gotową ścieżkę (plik) tu na forum zapisaną dla postprocesora który wybierasz + wektory (DXF) na podstawie których powstaje projekt + zrzut ustawień grubości materiału."
Bez tego, nie jestem w stanie sprawdzić niczego.
event horizon pisze:Pytanie o frezy:
Jak wpisać takie frezy do bazy narzędzi, bo w przysłanym przez Ciebie obrazku jest kilka wymiarów gdzie w edycji narzędzia ich nie widzę. Możesz podesłać przykład jaki typ narzędzia wybrać?

Oczywiście że wyjdzie, ale te freziki są malutkie, więc maszyna będzie dość długo mielić ten relief.event horizon pisze:Jeżeli wykorzystam te frezy co posiadam to uważasz że coś z tego wyjdzie czy od razu kupić te które zaproponowałeś?
Wybrałeś postprocesor Mach3gb-MM-Arcs-ATC(*.TAP) , czyli rozumiem, że masz maszynę z Automatyczną wymianą narzędzia bo "ATC" w nazwie postprocesora oznacza (Automatic Tool Change).event horizon pisze:Jest taki parametr naddatek. Jaką wartość wpisywać dla obróbki zgrubnej. Przybliżysz mi jak to powinno się robić?
Jeśli jednak Twoja maszyna nie ma Automatycznej wymiany narzędzia, to nie ma sensu wybierać tego postprocesora.
Załóżmy jednak, że maszyna ma ATC.
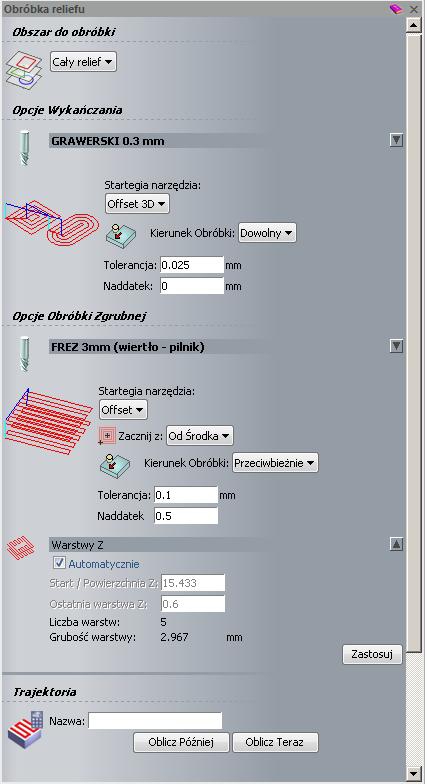
Wtedy (ale nie tylko wtedy) parametry obróbki dla reliefu które pokazałeś na screenie nie są najszczęśliwiej dobrane.
Otóż wybrałeś frezowanie całego reliefu, co jest po prostu nieekonomiczne bo maszyna będzie frezować powierzchnię płaską z tak samo jak relief.
Należałoby wybrać "tylko pod zaznaczonym obszarem" albo "zaznaczony wektor".
Resztę, czyli płaską powierzchnię, otoczyć wektorami, przypisać do tego obróbkę "czyszczenie powierzchni" i wybrać jakiś duży frez. Będzie szybciej i bardziej ekonomicznie.
Do obróbki wykańczającej, wybrałeś "Offset 3D".
Moim zdaniem ta strategia nic nie daje i oprócz dłuższego generowania ścieżki niczego wnosi, a dodatkowo (to moja opinia) jakość tak wygenerowanej ścieżki jest gorsza + maszyna dłużej będzie to wykonywać niż przy wybraniu np. "Raster X" . No ale to Twój wybór.
Zwróć uwagę, że do obróbki wykańczającej wybrałeś freza o średnicy 0.3mm, a więc bardzo cieniutki.
Przy takim frezie do wykańczającej, wartość naddatku dla obróbki zgrubnej jest dobrana nieco na wyrost i powinna (moim zdaniem) wynosić 0.2mm.
W ogóle uważam, że ten frez do wykańczającej jest za mały i powinien (według mnie) mieć średnicę 1mm albo nawet większą (np. 1.5-2mm)
Oczywiście frezem 0.3mm, tez to zrobisz, ale dłuuuuugo będziesz musiał czekać zanim maszyna to przemieli.
Pozdrawiam
-
event horizon
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 23 lut 2014, 13:25
- Lokalizacja: Kościan
Lajosz możesz sprawdzić ten projekt - mam nadzieję że o to chodziło ("gotową ścieżkę (plik) zapisaną dla postprocesora który wybieram + wektory (DXF)")
Co do zgodności wymiarowej, pomiary sprawdziłem i tam gdzie wycięło poprawnie odległości są poprawne, a tam gdzie zaokrągliło jest różnica (nie ma ostrych krawędzi). Różnica w osi X czy Y jest taka sama.
Przyspieszenia napiszę jutro jak sprawdzę. Do maszyny korzystam z laptopa, którego nie zabrałem ze sobą.
Co do zgodności wymiarowej, pomiary sprawdziłem i tam gdzie wycięło poprawnie odległości są poprawne, a tam gdzie zaokrągliło jest różnica (nie ma ostrych krawędzi). Różnica w osi X czy Y jest taka sama.
Przyspieszenia napiszę jutro jak sprawdzę. Do maszyny korzystam z laptopa, którego nie zabrałem ze sobą.
- Załączniki
-
- Projekt (problem).dxf
- (212.97 KiB) Pobrany 285 razy
-
- FCB.rar
- (16.82 KiB) Pobrany 250 razy






