tuxcnc pisze:Najpierw to by wypadało naciąć rowek i zmierzyć szerokość.
Z tym, że jak frez bije, to średnica będzie zależeć od położenia freza względem uchwytu.
Szczególnie przy jednopiórowym frezie błąd może być na plus, na minus albo nawet na zero.
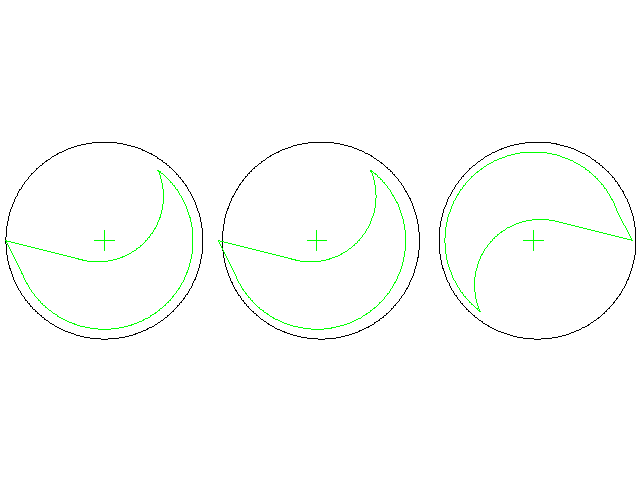
Trzeba sobie ten mimośród wyobrazić, to wszystko stanie się jasne.
.
A tu się z kolegą tuxcnc nie zgodzę.
Otóż nawet jeśli ten mimośród występuję, to błąd występuje zawsze na plus, czyli ewentualny rowek ZAWSZE będzie szerszy niż średnica freza.
Załóżmy zatem, że rzeczywiście istnieje bicie/mimośród, to przecież tego mimośrodu nie da się wyłączyć dla obróbek wewnętrznych (vide rzeczone koło) , a dla zewnętrznych (kwadrat) włączyć, czyli błąd ewentualnego mimośrodu występowałby dal każdej obróbki, a jak pisze pascalPL, występuje tylko przy obróbkach zewnętrznych.
Mimo wszystko nadal uważam, że błąd wynika z małej sztywności konstrukcji tudzież błędów w oprogramowaniu sterowników.
Ktoś zapyta, no to w takim razie jak wytłumaczę fakt, że sztywność konstrukcji jest większa dla obróbek wewnętrznych ? Przecież to się kupy nie trzyma.
Otóż paradoks ów może polegać na niewłaściwym pomiarze elementu, tzn. suwmiarka niezbyt dokładnie mierzy (małe otwory).
Należałoby zatem wykonać test na większym elemencie wykonując np. koło wewnętrzne o średnicy 100mm, trójkąt zewnętrzny o bokach 100mm i kwadrat 100mm również zewnętrznie.
Pomierzyć wszystko i sprawdzić, czy wymiary są OK.
Jeśli nie, albo (co gorzej) błąd, czyli odstęp od wymiarów zwiększa się wraz ze zwiększeniem wymiarów elementów, to (moim zdaniem) wina leży ewidentnie po stronie sterownika lub błędów w jego oprogramowaniu.
Jeśli natomiast błąd, czyli odstęp od wymiaru jest stały niezależnie od wielkości elementu, to wina (tu zaś moja subiektywna opinia) leży po stronie sztywności konstrukcji i luzów.





")






")
")