




")
Mylisz pojęcia.Kemotanik,87 pisze: ↑29 gru 2022, 18:10tutaj gosciu ustawiał punk zerowy...dlaczego nie w g54??...jaka jest różnica??
G54-G59 to nie są offsety.
To są g-kody.
Czy twoja maszyna obsługuje te g-kody?
Co się dzieje kiedy użyjesz ich w MDI, a co kiedy użyjesz ich w programie?
Natomiast offsety wpisuje się do tabeli offsetów.
W skrajnym przypadku tabela offsetów może mieć jeden wiersz, nie ma czego przełączać i g-kodów G54-G59 się nie używa, bo nie ma po co...



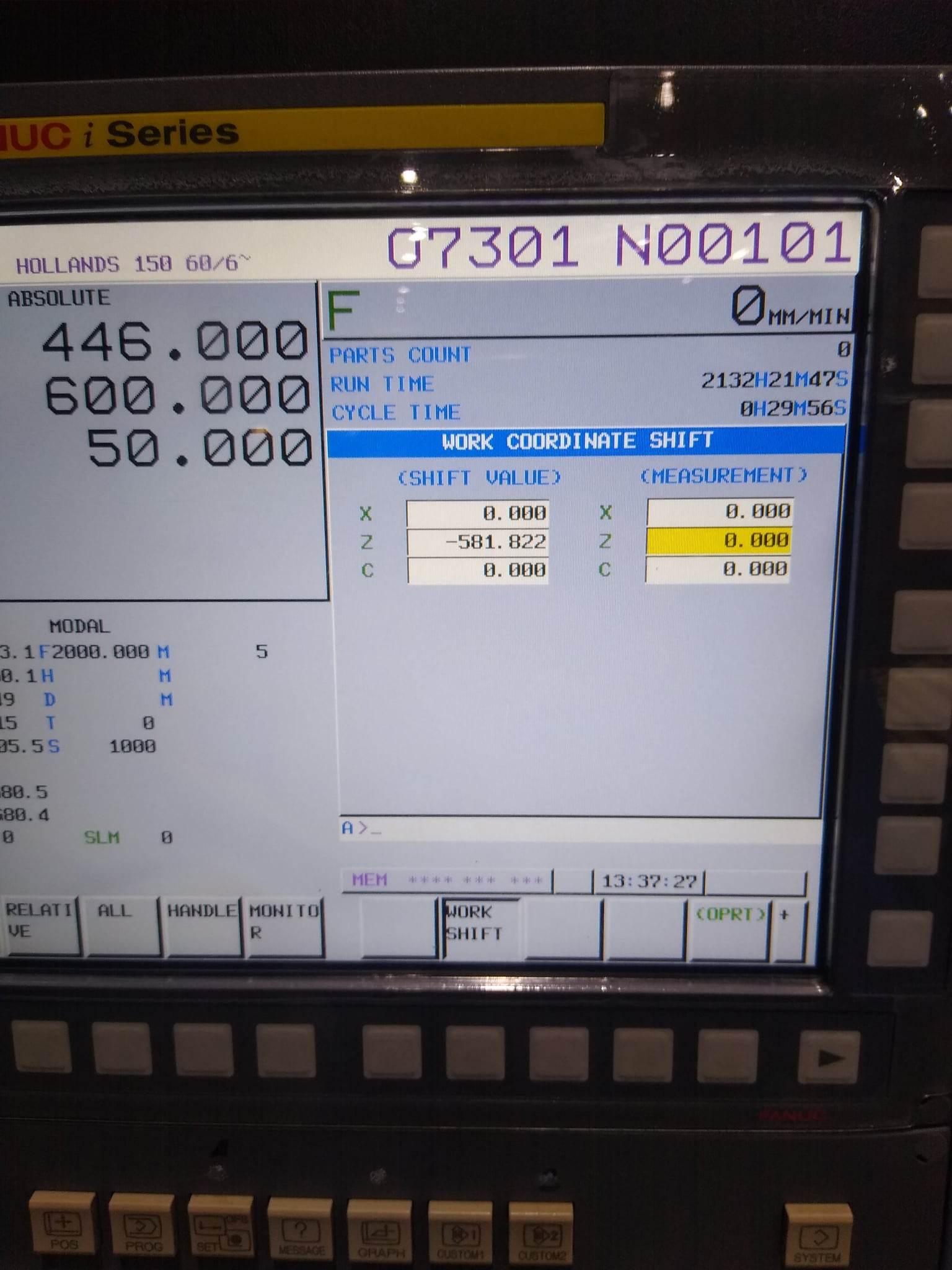 Rozumiem ale na obrazku przedstawiłem Wam o co mi chodzi...chodzi o ta tabele..dlaczego tutaj zmieniał offsety a nie przy tabeli ofsetów przy g54 gdzie w programie był ten kod uzywany...sterowanie fanuc
Rozumiem ale na obrazku przedstawiłem Wam o co mi chodzi...chodzi o ta tabele..dlaczego tutaj zmieniał offsety a nie przy tabeli ofsetów przy g54 gdzie w programie był ten kod uzywany...sterowanie fanuc





