



Umożliwienie "gougingu" przy kompensacji narzędzia.


-
 TOP67
TOP67
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 2224
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Umożliwienie "gougingu" przy kompensacji narzędzia.
Tylko to jest zupełnie co innego niż potrzebuje autor tematu. On wysyła tylko kontur i chce przy pomocy korekcji odsunąć ścieżkę o promień narzędzia.
Ty generujesz ścieżkę narzędzia i nie potrzebujesz używać korekcji. A jak używasz, to właśnie w celu dla którego to zostało stworzone, czyli kompensacji rzeczywistej średnicy narzędzia od wartości nominalnej.
Dodane 2 minuty 11 sekundy:
A autor właśnie potrzebuje korekty ujemnej. Jak widać w LinuxCNC jest możliwa, ale nie w narożach.
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 7859
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Umożliwienie "gougingu" przy kompensacji narzędzia.
Dokładnie to dostaje od kogoś rysunek, który się do tego nie nadaje.
Pisałem Ci żebyś nie dyskutował z idiotą bo Cię wyprowadzi na manowce?
Nie ma korekcji dodatniej i ujemnej.
Jest korekcja po prawej i po lewej stronie konturu https://linuxcnc.org/docs/2.6/html/gcod ... ec:G41-G42
-
drzasiek90
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1760
- Rejestracja: 25 kwie 2016, 11:58
- Lokalizacja: Jodlowa
- Kontakt:
Re: Umożliwienie "gougingu" przy kompensacji narzędzia.
Przeczytałem cały wątek i nie rozumiem.
Autor dostaje rysunek dxf i chce wykonać program na maszynie, ale zamiast wygenerować operację frezowania zewnętrznego lub wewnętrznego, generuje frezowanie po konturze a następnie chce dodać offset, wynikający ze średnicy narzędzia?
Nie używałem nigdy korekcji średnicy narzędzia przez sterownik, ale czy to na pewno jest dobre rozwiązanie?
Ten sam rysunek, w zależności od średnicy narzędzia może dać całkowicie inną ścieżkę (i nie chodzi tylko o odsunięcie) ponieważ, np. w przypadku wąskich "przesmyków" odsunięcie ścieżki może spowodować, że ścieżka wjedzie poza obrys w innym fragmencie kształtu. Programy CAM sobie z tym radzą , ale wydaje mi się (mogę się mylić bo ja też się tego ciagle uczę, ale bardzo bym się zdziwił jakby tak było), że sterownik maszyny w przypadku kompensacji średnicy nie będzie analizował całego rysunku aby uwzględnić takie przypadki (bo i po co). Dlatego kompensacja średnicy, jak wspomniano wcześniej, raczej służy tylko do korekcji średnicy narzędzia po ostrzeniu lub ewentualnie dodanie jakiejś tolerancji i wartość ta powinna być niewielka, aby nie narobić więcej szkody niż pożytku.
Noto przykład, tak zrobi CAM:
Frezowanie po konturze:
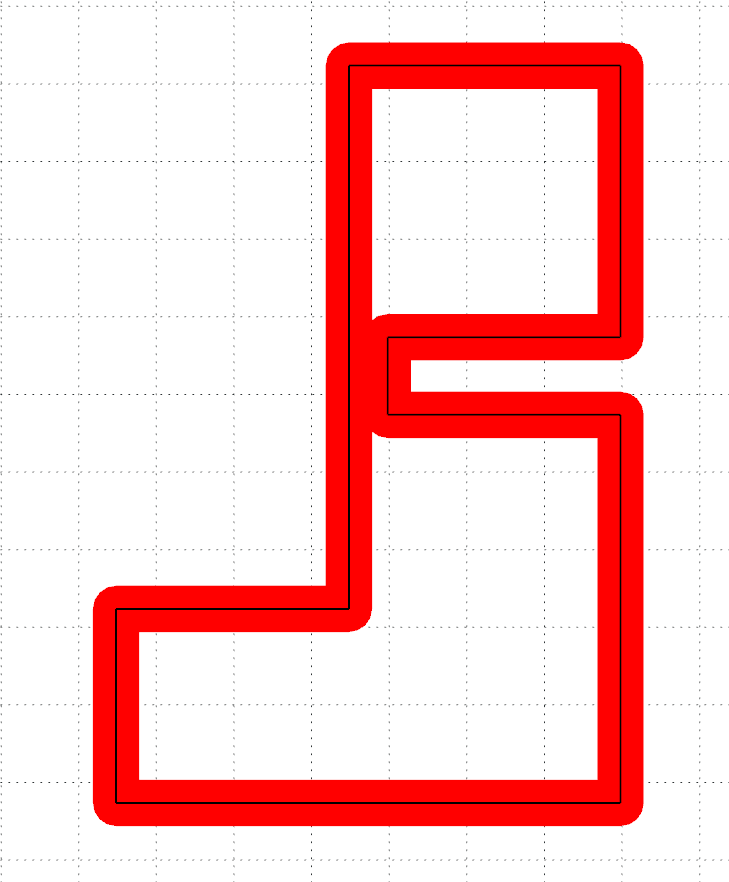
Frezowanie wewnętrzne:
Ponieważ narzędzie miało większą średnicę, niż przesmyk, program podzielił ścieżkę na 2 części (bo tak ma ustawiony algorytm, dla takich sytuacji).
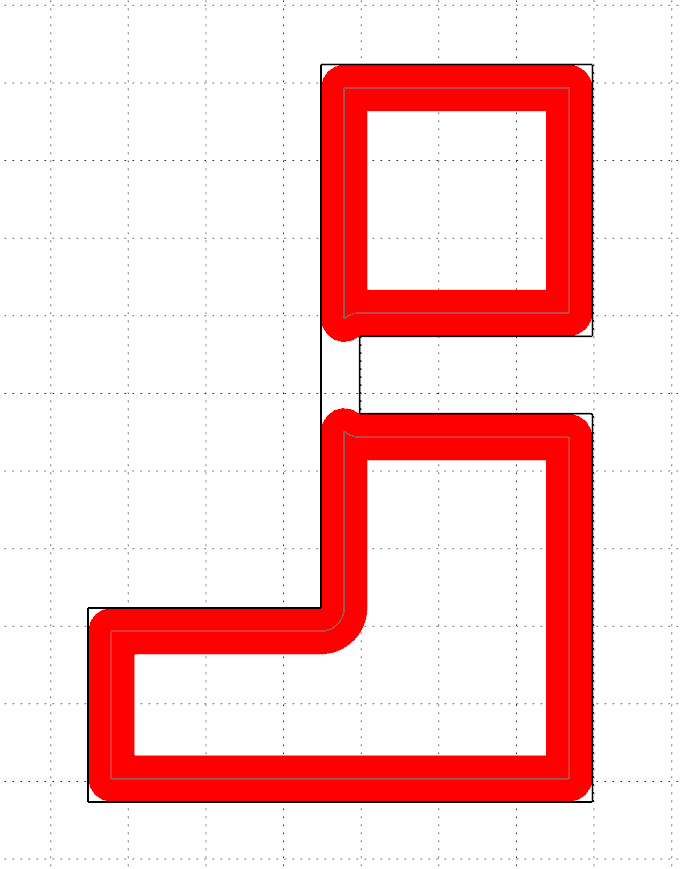
Może też połączyć po prostej, ale uszkodzi wtedy fragment obrysu:
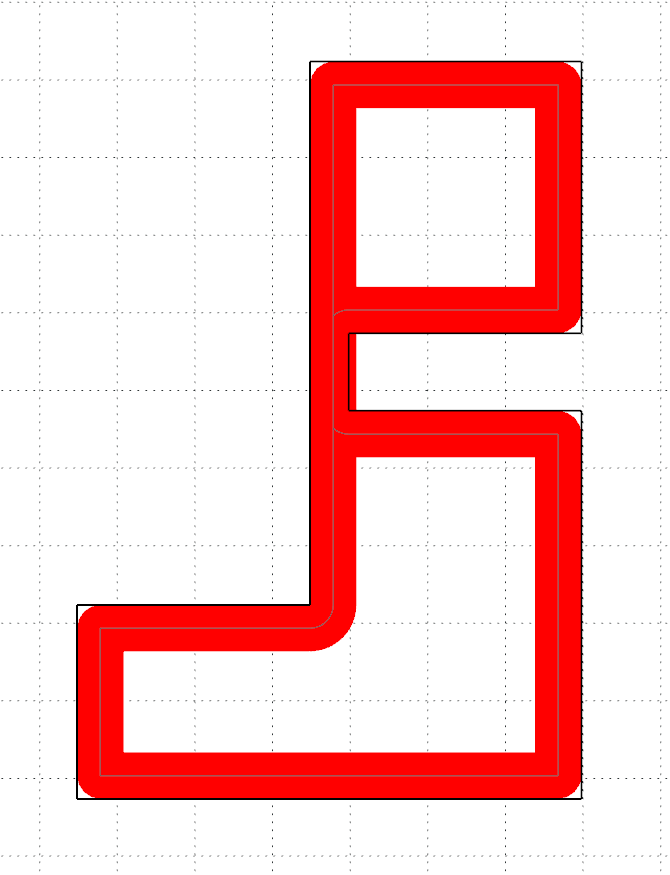
lub pozostawić tylko najdłuższy (główny) fragment:
A co w takiej sytuacji zrobi sterownik stosując korekcję średnicy narzędzia?
Dla mnie najprostszym rozwiązaniem jest stosowanie odpowiedniego CAMa.
Dostajesz rysunek, generujesz odpowiedni typ operacji (wewnątrz, zewnątrz, kontur, kieszeń, co tam chcesz) i wszystko działa prawidłowo, nawet docięcia narożników ci obsłuży. A jak naostrzysz narzędzie, to można korektę zastosować w sterowniku lub w camie, bo przecież projekt masz zapisany to zmiana narzędzia to chwila moment.
Autor dostaje rysunek dxf i chce wykonać program na maszynie, ale zamiast wygenerować operację frezowania zewnętrznego lub wewnętrznego, generuje frezowanie po konturze a następnie chce dodać offset, wynikający ze średnicy narzędzia?
Nie używałem nigdy korekcji średnicy narzędzia przez sterownik, ale czy to na pewno jest dobre rozwiązanie?
Ten sam rysunek, w zależności od średnicy narzędzia może dać całkowicie inną ścieżkę (i nie chodzi tylko o odsunięcie) ponieważ, np. w przypadku wąskich "przesmyków" odsunięcie ścieżki może spowodować, że ścieżka wjedzie poza obrys w innym fragmencie kształtu. Programy CAM sobie z tym radzą , ale wydaje mi się (mogę się mylić bo ja też się tego ciagle uczę, ale bardzo bym się zdziwił jakby tak było), że sterownik maszyny w przypadku kompensacji średnicy nie będzie analizował całego rysunku aby uwzględnić takie przypadki (bo i po co). Dlatego kompensacja średnicy, jak wspomniano wcześniej, raczej służy tylko do korekcji średnicy narzędzia po ostrzeniu lub ewentualnie dodanie jakiejś tolerancji i wartość ta powinna być niewielka, aby nie narobić więcej szkody niż pożytku.
Noto przykład, tak zrobi CAM:
Frezowanie po konturze:
Frezowanie wewnętrzne:
Ponieważ narzędzie miało większą średnicę, niż przesmyk, program podzielił ścieżkę na 2 części (bo tak ma ustawiony algorytm, dla takich sytuacji).
Może też połączyć po prostej, ale uszkodzi wtedy fragment obrysu:
lub pozostawić tylko najdłuższy (główny) fragment:
A co w takiej sytuacji zrobi sterownik stosując korekcję średnicy narzędzia?
Dla mnie najprostszym rozwiązaniem jest stosowanie odpowiedniego CAMa.
Dostajesz rysunek, generujesz odpowiedni typ operacji (wewnątrz, zewnątrz, kontur, kieszeń, co tam chcesz) i wszystko działa prawidłowo, nawet docięcia narożników ci obsłuży. A jak naostrzysz narzędzie, to można korektę zastosować w sterowniku lub w camie, bo przecież projekt masz zapisany to zmiana narzędzia to chwila moment.
Ostatnio zmieniony 03 maja 2022, 21:09 przez drzasiek90, łącznie zmieniany 2 razy.
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 2111
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Umożliwienie "gougingu" przy kompensacji narzędzia.
sześciopak temu kto rozróżni czy Gkod przedstawia ścieżkę narzędzia czy kontur.
Interpreter też tego nie wie.
Przecież to sekwencja współrzędnych kolejnych wektorów. I dodatki porządkujące skrawanie.
System reaguje tylko na polecenie G41/42 wg którego zmienia współrzędne ruchu narzędzia. No i liczy na bieżąco poprawki jeżeli potrafi a że czasem nie potrafi to patrz wyżej.
Niezupełnie. Używasz bo w trakcie obróbki chcesz mieć wpływ na wynik.
Ciaśniej, luźniej a i czasem frez za mały też. Ale to powody są różne. Podstawowym jest chęć zmiany na maszynie.
czyli nie jest możliwa.
A jeżeli traktować to że korekcję wykonuje to tak nieudolnie że wstyd się przyznawać. Jakieś łuczki, poprawki, dodatki dla pliku np z krzywymi realizowanymi interpolacją odcinkową.
Wyobrażasz sobie? 2 miesiące grzebania palcem w tyłku. Dobrze że jesteś niepalący bo byś wtedy palenie ze wstrętem rzucił.
Zrób takie poprawki dla jakiegoś reliefu który trzeba ofsetować na wybranych obszarach.
Bo taka jest potrzeba. I co nie da się?
A korekcja o ujemnych wartościach to zwykła sprawa. Wprawdzie Mach nie robi , Linux też nie( bo nie robi żadnej oprócz figur wypukłych !!!TYLKO!!!) ale w poważniejszych sterowaniach jest.
Tyle że wyznacznikiem standardów dla Tuska jest znajomość jego okrojonej w funkcjonalności wersji Linuxa. Który ledwo kulawo nadąża za tymi przywoływanymi standardami obowiązkowo do stosowania.
No Mach akurat tu jest lepszy.
tuxcnc pisze:Nie ma korekcji dodatniej i ujemnej.
Jest korekcja po prawej i po lewej stronie konturu
Masz zaskakującą zdolność potykania się o własne kapcie
G41 to tak jakby ujemna G42. I odwrotnie.
Sądzisz że ludzie tego nie potrafią wyliczyć i wstawić algorytm do stosowania?
To że tego nie masz świadczy tylko to że tego nie masz a nie że nie istnieje.
P.S. nudzisz z tymi idiotami. Takie puszczanie wiatrów przy stole.
Dodane 6 minuty 29 sekundy:
drzasiek90 pisze:A co w takiej sytuacji zrobi sterownik stosując korekcję średnicy narzędzia?
Przeczytj co napisałem wcześnie, z rysunkami.
A tu skoryguje żsieżkę narzędzia o podane wartości korektora i będzie pruł jak współrzędne wektorów każą.
Mylisz pojęcia "program" z generowaniem Gkodu.
Sterowanie maszyny zajmuje się tylko zgodnością ścieżki z narzuconym parametrem korektora. Nic mu do tego że narzędzie się nie mieści w konturze rysunkowym.
Tym zajmuje się CAM a nie interpreter sterownika.
A gdy wstawisz wariackie wartości korekcji to się wpakujesz. A następnie poprawisz.
A po kilku razach się nauczysz.
I tyle.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 7859
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Umożliwienie "gougingu" przy kompensacji narzędzia.
Nie interesuje mnie że jesteś idiotą, nie tylko ty, ale to jest publiczne forum, ludzie czytają te twoje bzdury i ktoś może w nie uwierzyć, a na to nie może być zgody.qqaz pisze: ↑03 maja 2022, 21:12tuxcnc pisze:Nie ma korekcji dodatniej i ujemnej.
Jest korekcja po prawej i po lewej stronie konturu
Masz zaskakującą zdolność potykania się o własne kapcie
G41 to tak jakby ujemna G42. I odwrotnie.
Sądzisz że ludzie tego nie potrafią wyliczyć i wstawić algorytm do stosowania?
To że tego nie masz świadczy tylko to że tego nie masz a nie że nie istnieje.
Nie wiesz co to jest korekcja średnicy narzędzia, nie wiesz jak działa i pieprzysz głupoty.
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 2111
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Umożliwienie "gougingu" przy kompensacji narzędzia.
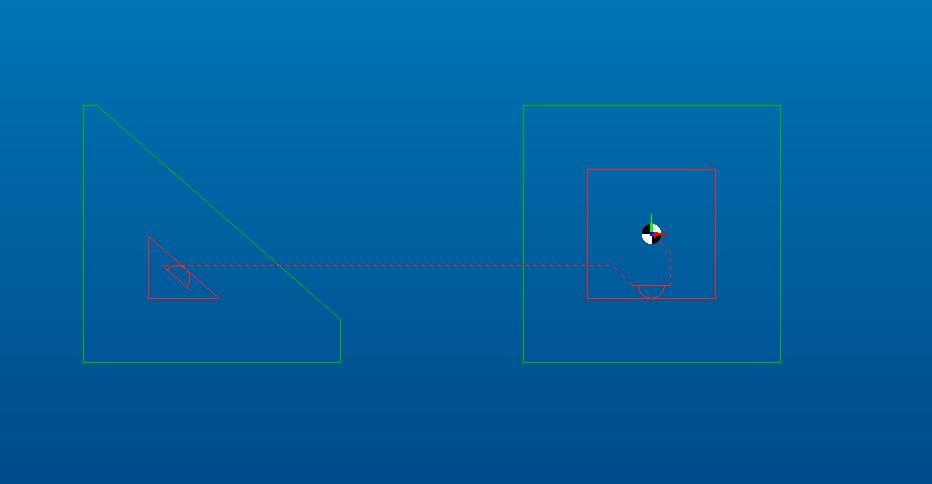
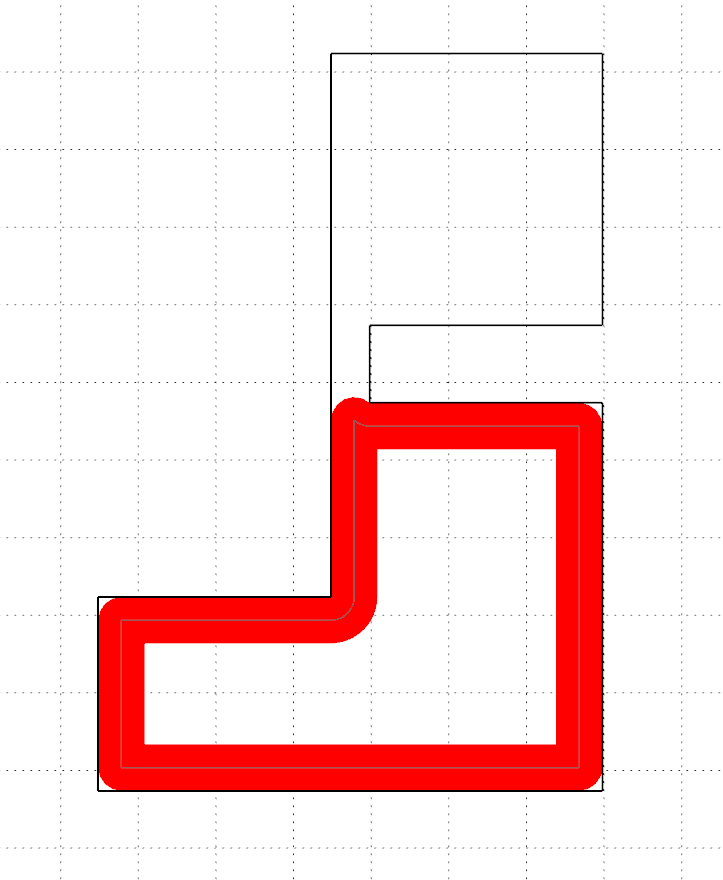
Ja zamieściłem Gkod który realizuje Mach. Ze zrzutami z ekranu i trajektorią po zastosowaniu kompensacji.
Ty zamieszczasz inwektywy.
Wiesz w rodzinie jest psychiatra to i mam zwiększoną tolerancję dla odmieńców. Wszak to też ludzie.
Ale może puścisz sobie ten pliczek.
Potrafisz skopiować na swoją maszynkę?
A w ogóle to masz jakąś aby sprawdzić? Czy temat tylko rozumiesz, ale tak teoretycznie.
Taki jednonogi teoretyk trójskoku.???
Ty zamieszczasz inwektywy.
Wiesz w rodzinie jest psychiatra to i mam zwiększoną tolerancję dla odmieńców. Wszak to też ludzie.
Ale może puścisz sobie ten pliczek.
Potrafisz skopiować na swoją maszynkę?
A w ogóle to masz jakąś aby sprawdzić? Czy temat tylko rozumiesz, ale tak teoretycznie.
Taki jednonogi teoretyk trójskoku.???
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 7859
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Umożliwienie "gougingu" przy kompensacji narzędzia.
Zacznijmy od początku.
G-kod powstał w latach pięćdziesiątych XX wieku, a standard RS274D opublikowano w lutym 1980 roku.
Komputer ZX81, jak sama nazwa wskazuje, powstał rok później i miał kilobajt RAM-u oraz pseudografikę o rozdzielczości 64×48 pikseli.
Krótko mówiąc, g-kod ma się nijak do oprogramowania CAD/CAM, które weszło do powszechnego użytku wiele lat po wprowadzeniu g-kodów.
G-kody pisano najpierw ręcznie, patrząc na rysunek techniczny i wspomagając się suwakiem logarytmicznym, a w najlepszym razie prostym kalkulatorem.
To dlatego g-kod jest zrozumiały dla człowieka, pod warunkiem że ten człowiek ma mózg i podstawową wiedzę z matematyki.
Kody G41/G42/G43 wymyślono aby dokonać abstrakcji ścieżki narzędzia od obrobionego konturu.
Jest tu tzw. wejście i wyjście, czyli pierwszy ruch po G41/G42/G43 jest wykonywany w specyficzny sposób - rzeczywista ścieżka narzędzia jest odsuwana (G41/G42) lub dosuwana (G43) od/do ścieżki zaprogramowanej, tak żeby po wykonaniu tego ruchu narzędzie było odsunięte od zaprogramowanej ścieżki o pół średnicy z tabeli narzędzi, lub powróciło na zaprogramowaną ścieżkę.
Teraz łopatologiczny przykład:
Program mówi, idź od początku tej linii do miejsca odległego o metr od jej końca, tak żebyś stał na rogu trójkąta prostokątnego w którym przyprostokątna jest namalowaną linią, a przeciwprostokątna przebytą drogą.
Jest oczywiste że istnieją dwa trójkąty i dwie drogi które spełniają postawiony warunek - możesz się oddalać od linii w prawo, albo w lewo.
G41 mówi idź na lewo od linii, a G42 mówi idź na prawo od linii.
NIE MA ŻADNEJ KOREKCJI "UJEMNEJ" ALBO "DODATNIEJ"
Jest na prawo, albo na lewo.
NIE MA ŻADNYCH "KOREKTORÓW W TABLICY"
Jest tabela narzędzi.
Tak działa G-kod.
Jeśli ktoś nie rozumie powyższego, to niech się zajmie pisaniem wierszy, albo czymś podobnym, bo do CNC się nie nadaje.
G-kod powstał w latach pięćdziesiątych XX wieku, a standard RS274D opublikowano w lutym 1980 roku.
Komputer ZX81, jak sama nazwa wskazuje, powstał rok później i miał kilobajt RAM-u oraz pseudografikę o rozdzielczości 64×48 pikseli.
Krótko mówiąc, g-kod ma się nijak do oprogramowania CAD/CAM, które weszło do powszechnego użytku wiele lat po wprowadzeniu g-kodów.
G-kody pisano najpierw ręcznie, patrząc na rysunek techniczny i wspomagając się suwakiem logarytmicznym, a w najlepszym razie prostym kalkulatorem.
To dlatego g-kod jest zrozumiały dla człowieka, pod warunkiem że ten człowiek ma mózg i podstawową wiedzę z matematyki.
Kody G41/G42/G43 wymyślono aby dokonać abstrakcji ścieżki narzędzia od obrobionego konturu.
Jest tu tzw. wejście i wyjście, czyli pierwszy ruch po G41/G42/G43 jest wykonywany w specyficzny sposób - rzeczywista ścieżka narzędzia jest odsuwana (G41/G42) lub dosuwana (G43) od/do ścieżki zaprogramowanej, tak żeby po wykonaniu tego ruchu narzędzie było odsunięte od zaprogramowanej ścieżki o pół średnicy z tabeli narzędzi, lub powróciło na zaprogramowaną ścieżkę.
Teraz łopatologiczny przykład:
Program mówi, idź od początku tej linii do miejsca odległego o metr od jej końca, tak żebyś stał na rogu trójkąta prostokątnego w którym przyprostokątna jest namalowaną linią, a przeciwprostokątna przebytą drogą.
Jest oczywiste że istnieją dwa trójkąty i dwie drogi które spełniają postawiony warunek - możesz się oddalać od linii w prawo, albo w lewo.
G41 mówi idź na lewo od linii, a G42 mówi idź na prawo od linii.
NIE MA ŻADNEJ KOREKCJI "UJEMNEJ" ALBO "DODATNIEJ"
Jest na prawo, albo na lewo.
NIE MA ŻADNYCH "KOREKTORÓW W TABLICY"
Jest tabela narzędzi.
Tak działa G-kod.
Jeśli ktoś nie rozumie powyższego, to niech się zajmie pisaniem wierszy, albo czymś podobnym, bo do CNC się nie nadaje.
-
Pneumokok
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 916
- Rejestracja: 28 gru 2009, 15:56
- Lokalizacja: Miasto nieudaczników
Re: Umożliwienie "gougingu" przy kompensacji narzędzia.
Z tą korekcją 'dodatnią' lub 'ujemną' to chodzi (chyba) o to, że możesz w tabeli zwiększać (dodawać) lub zmniejszać (odejmować) od średnicy/promienia narzędzia dzięki temu sterujesz dosunięciem freza do materiału, a więc jego wymiarami detalu po obróbce.
I jest też coś takiego jak 'tabela korekcyjna'. Pierwsza tabela (geometryczna) uzupełniana jest podczas pomiaru narzędzia (długość i promień/średnica). W drugą tabelę (korekcyjną) wpisujesz wartości gdy frez zaczyna się zużywać (np. -0.01 mm dla promienia). Zrobione jest to w tym celu, żeby nie dotykać tabeli geometrycznej, bo jak tam się pomylisz i w długości wpiszesz 0.01mm (zamiast pierwotnej długości, np 100mm), to będzie dzwon. Mówię tutaj o przemysłowych sterowaniach jak HH czy Sinumerik.
I jest też coś takiego jak 'tabela korekcyjna'. Pierwsza tabela (geometryczna) uzupełniana jest podczas pomiaru narzędzia (długość i promień/średnica). W drugą tabelę (korekcyjną) wpisujesz wartości gdy frez zaczyna się zużywać (np. -0.01 mm dla promienia). Zrobione jest to w tym celu, żeby nie dotykać tabeli geometrycznej, bo jak tam się pomylisz i w długości wpiszesz 0.01mm (zamiast pierwotnej długości, np 100mm), to będzie dzwon. Mówię tutaj o przemysłowych sterowaniach jak HH czy Sinumerik.
Jeżeli pomogłem kliknij pomógł 






