")
Nie rozmawiaj z idiotami, bo Cię wyprowadzą na manowce.
Ktoś bardzo mądry powiedział kiedyś: "jeśli napiszesz program dla debili, to tylko debile będą go używać".
Wytłumaczenie jest bardzo proste, debil nie zrozumie, potrafi natomiast zapamiętać, więc debilom nie tłumaczy się dlaczego nie działa, tylko dla debili tworzy się ptaszki, które pozwolą wykonać program pomimo ewidentnych błędów.
Na koniec debil będzie pyskował, że jego program dla debili jest cudowny, a program który działa jak powinien jest do du**.
Problemy w programie Mach (w tym temacie) są dwa:
1. Program z błędami, dzięki systemowi ptaszków, wykonuje się jakby błędów nie miał.
2. Program zostaje podzielony na dwa zupełnie niezależne programy - g-kod i system ptaszków opisujący jak ten kod interpretować.
Debil powie Ci, że Mach jest cudowny, bo da się wadliwy program wykonać, człowiek inteligentny powie Ci, że to jest głupie i niebezpieczne.
Wyobraź sobie, że masz do wykonania tą samą pracę po np. roku czy pięciu latach, co się czasem zdarza, masz g-kod, ale za żadną cholerę nie przypomnisz sobie jakie ptaszki były wtedy ustawione, bo wykonując inne prace poprzestawiałeś je sto razy...
W LinuxCNC podejście jest i owszem ortodoksyjne, ale właściwe - jak chcesz żeby działało, to napisz program prawidłowo.
G-kod to opis ścieżki narzędzia, więc wszystko co opisuje ścieżkę narzędzia ma być jednoznacznie opisane w g-kodzie.
Interpreter NIE MA PRAWA domyślać się albo ignorować błędów.
Jak jest błąd to maszyna staje.
Natomiast prawidłowo napisany g-kod ZAWSZE wykona się tak samo.
A teraz wróćmy do kompensacji narzędzia.
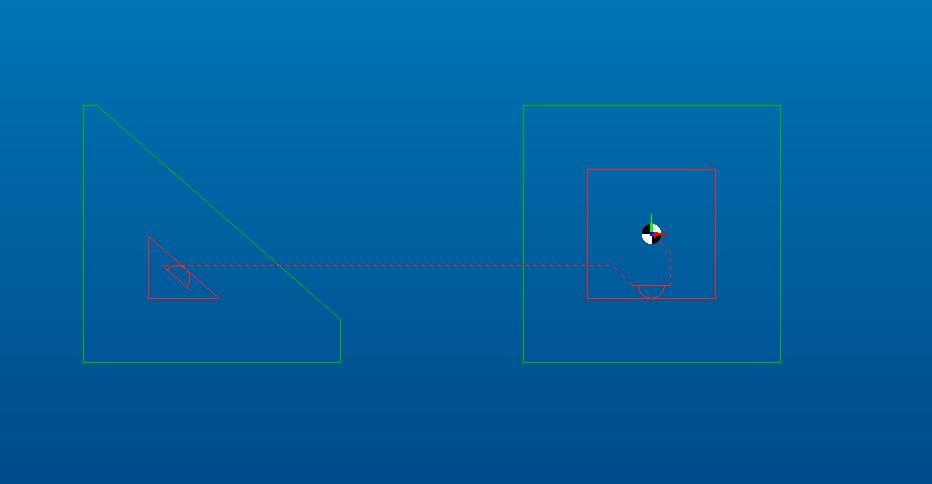
Przy programie bez kompensacji narzędzia, rysujesz w CAD ścieżkę narzędzia, a nie otrzymany kontur, więc ostre naroża nie są błędem. Frez pojedzie po ustalonej ścieżce i tyle. To jest oczywiste.
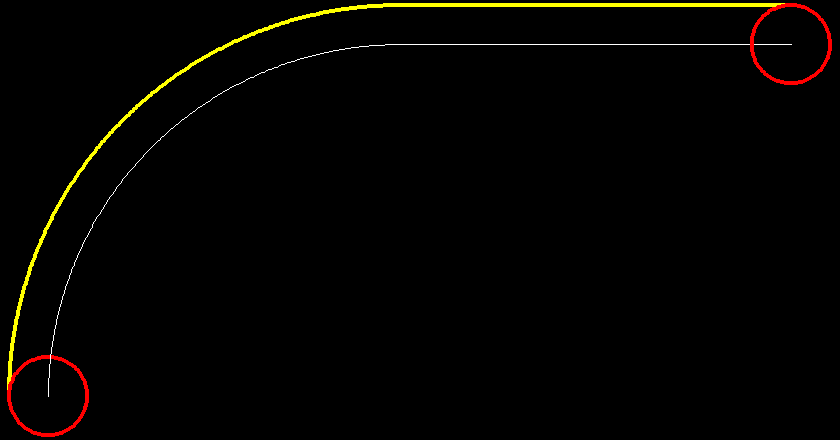
Natomiast przy kompensacji narzędzia NIE nie rysujesz w CAD ścieżki narzędzia tylko kontur który chcesz otrzymać.
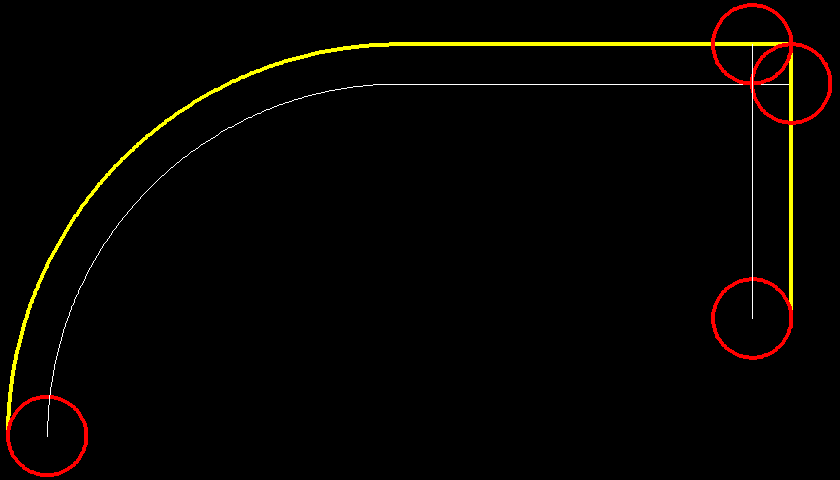
Jeżeli narysujesz kontur którego nie da się wykonać używanym narzędziem, to jest to oczywisty błąd.
I teraz wracamy do pytania, czy oczywisty błąd należy poprawić, czy należy go ominąć stawiając w Machu ptaszki?
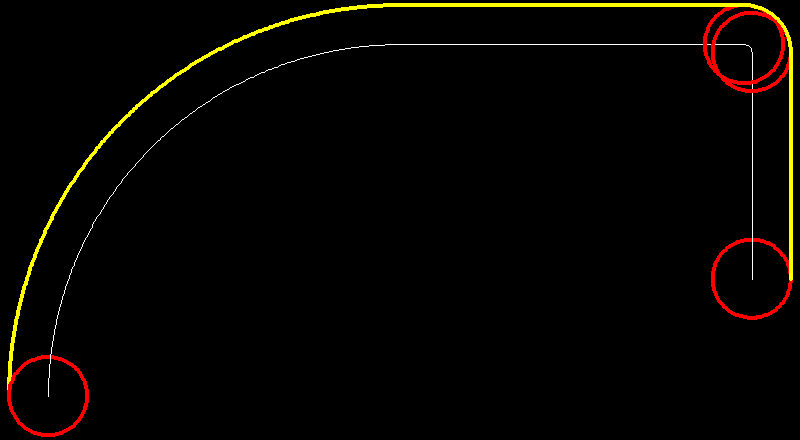
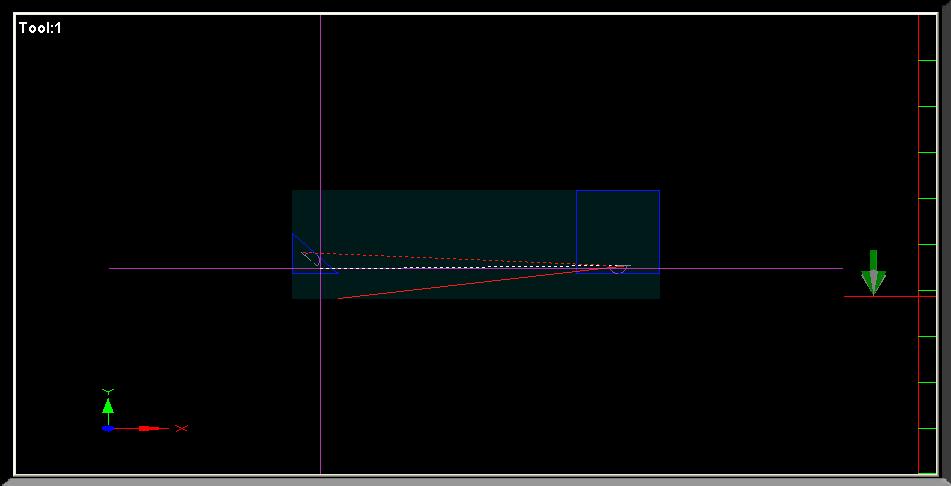
W twoim przypadku błąd powstał na etapie rysowania projektu w programie CAD. Projekt tworzony pod kompensację narzędzia powinien mieć zaokrąglone wewnętrzne naroża, promieniem większym niż promień używanego narzędzia.
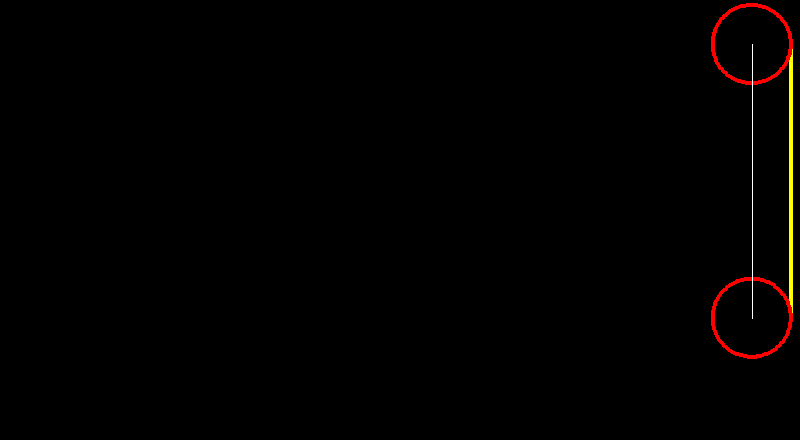
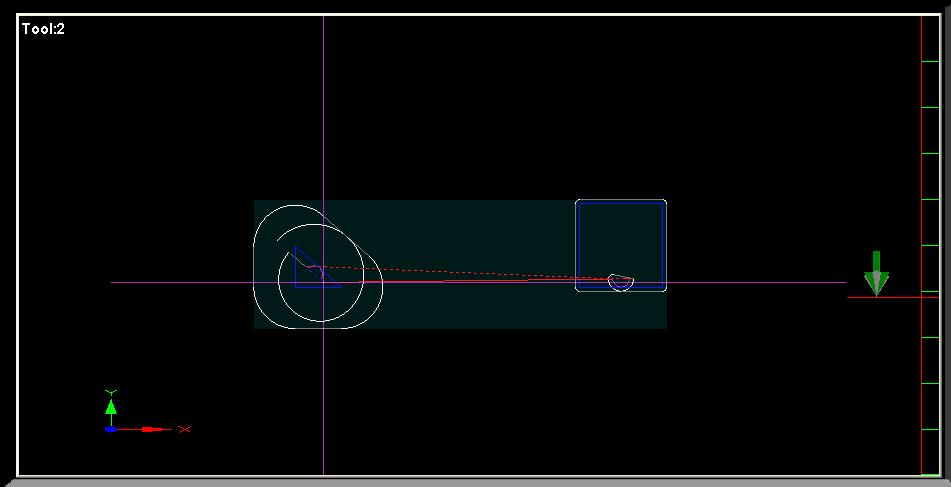
Teraz masz dwa wyjścia, albo pozaokrąglać naroża pod kompensację, albo przesunąć ścieżkę o promień freza i zrezygnować z kompensacji.
Bez poprawienia rysunku w CAD nie usuniesz błędu.
Ponieważ kompensacja narzędzia stwarza jeszcze inne problemy (wejście, wyjście itd.) to prościej jest przesunąć ścieżkę i kompensacji nie używać.
Wytłumaczenie powyższego debilom jest niemożliwe, więc dla debili stworzono ptaszki.



")