Narozrabiałeś.
Zrobiłeś błąd, bo żeliwo to materiał o bardzo wysokiej zawartości węgla. Po miejscowym nagrzaniu podczas spawania do wysokich temperatur masywnych elementów to miejsce jest stosunkowo szybko chłodzone przez masywną "resztę".
A to powoduje zahartowanie żeliwa do b. wysokich wartości w miejscach spawania. Sama "czysta" spoina może nie być bardzo twarda (elektrody niklowe), ale tam gdzie zostało stopione żeliwo i zastygło - robi się po prostu tzw. "szkło".
Na zdjęciu widać że dużo już jednak wygryzłeś tych strupów - może więc "zużywaj" następne noże, ostrożnie i małym wiórkiem, często ostrząc. I tocz w okularach ochronnych!
To będzie syzyfowa robota, ale może najprościej będzie tak zrobić?
Istnieje proces odpuszczania i inny proces, wyżarzania, które powodują zmniejszenie twardości hartowanej stali - pierwszy do określonej twardości, drugi całkowicie zmiękcza stal. Ale to jest żeliwo, i nie jestem w stanie powiedzieć, czy skutek będzie dokładnie taki sam. Wydaje się że powinno to również nastąpić, ale czy rzeczywiście i w jakim stopniu - nie wiem. Stale do obróbki cieplnej mają przeciętnie 0,3-0,6%, max. 1% węgla, a żeliwo zawiera od 2-6% węgla - to zupełnie inne materiały.
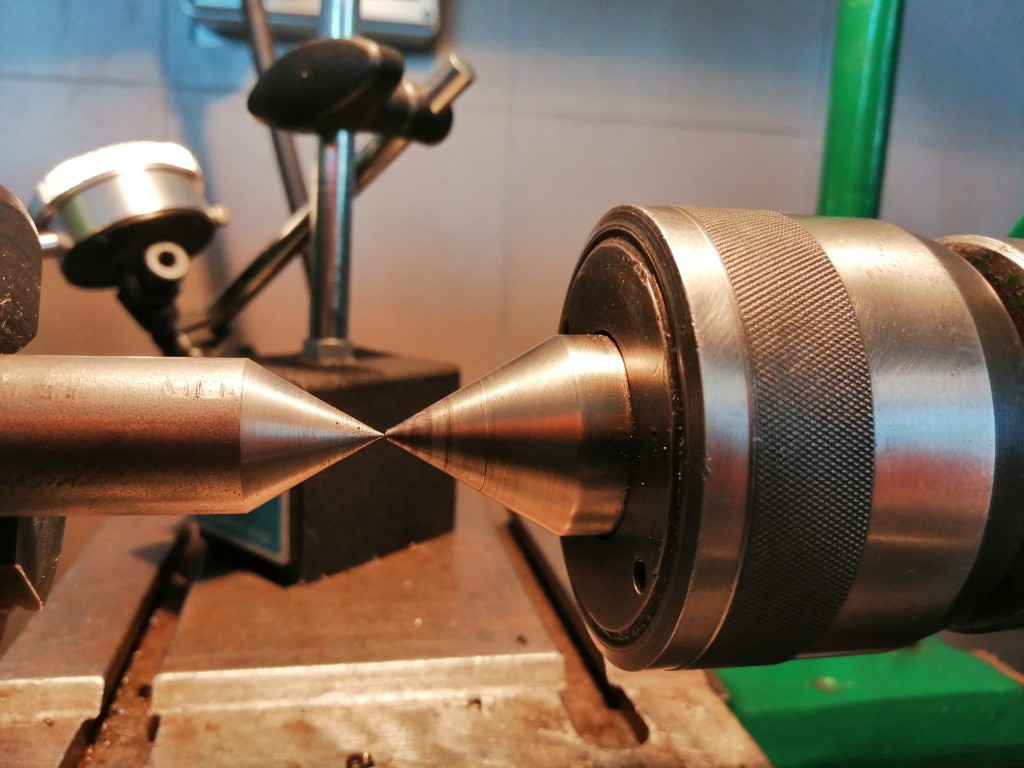
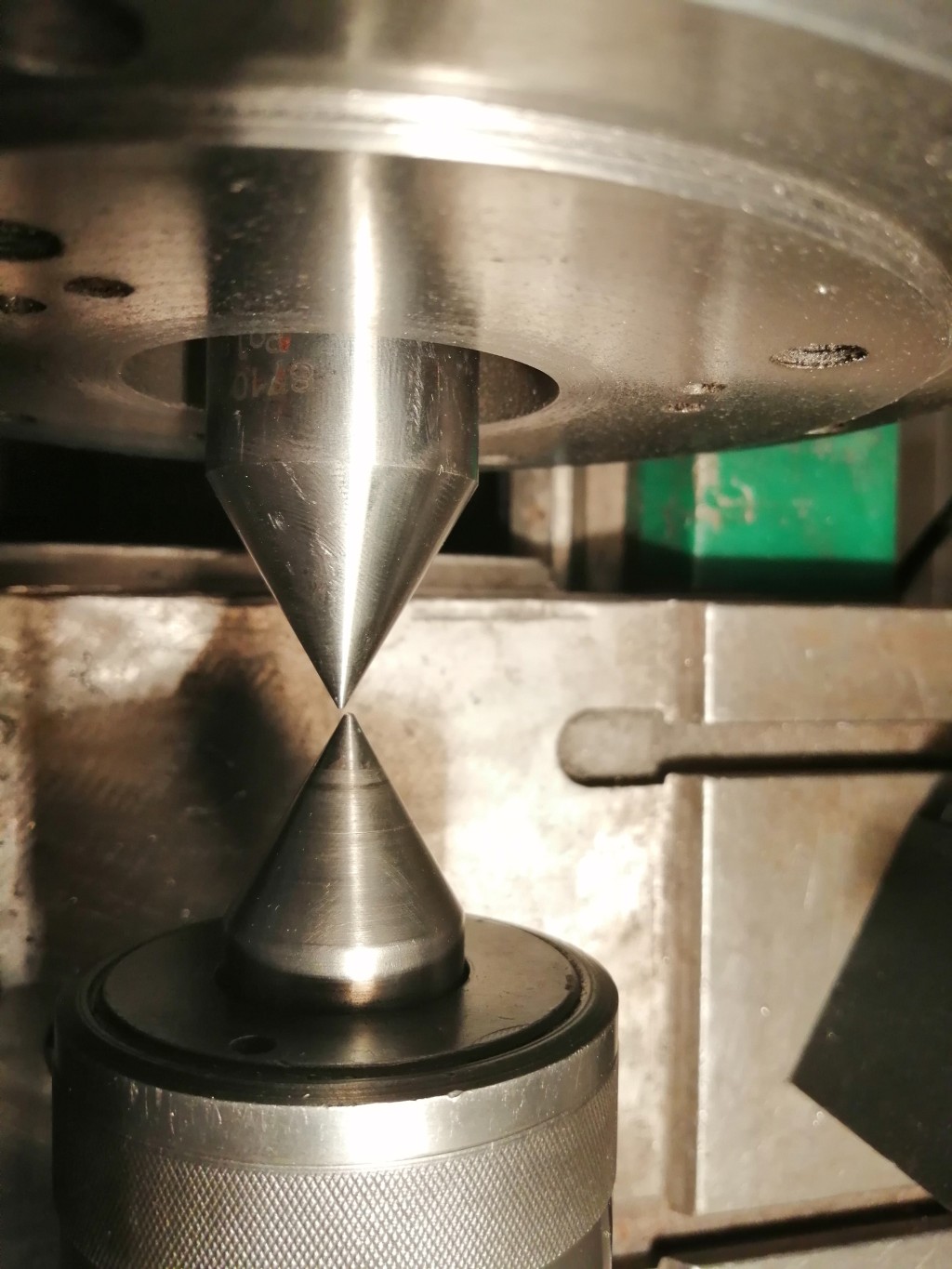
Zdjęcie zabieraka i równomierne zagrzanie go do temperatury ~500 °C, a następnie POWOLNE(!) ostudzenie powinno obniżyć twardość szwów do poziomu pozwalającego na obróbkę skrawaniem, ale istnieje niebezpieczeństwo że powykrzywia się podczas grzania. Będziesz go niby po założeniu i tak przetaczał, więc to da się chyba ominąć.
Wyżej niż 500°C bym tego nie grzał, żeby nie nastąpiło utlenienie/zendrowanie - to może zmienić wymiar pasowania zabieraka do wrzeciona (nie wiem jak jest on mocowany).
Inna metoda obróbki "twardego" to szlifowanie tego zabieraka z imaka (trzeba zrobić jakiś uchwyt dla szlifierki, mocowany w imaku), bez zdejmowania, na obrotach - można użyć do tego prowizorycznego urządzenia, np. wykorzystać jako fortunkę szlifierkę prostą lub nawet kątówkę ze "zjechaną", małą tarczą. Przeszlifować zgrubnie wystające kocopoły na szwie (bo to pewnie one wyłamały płytkę noża), zostawić do przetoczenia kilka dziesiątych milimetra i próbować wykończyć nożem - ale on nadal może zdecydowanie protestować.
Jeśli ma się dobry sprzęt (bez luzów), można szlifować na gotowo, ale trzeba mieć w tym jakieś doświadczenie.
PS: A mówiłem, blaszki trzeba było szukać - ale wytrwale








")




")
")








