")
Problem, jak na załączonych zdjęciach.



Mianowicie.
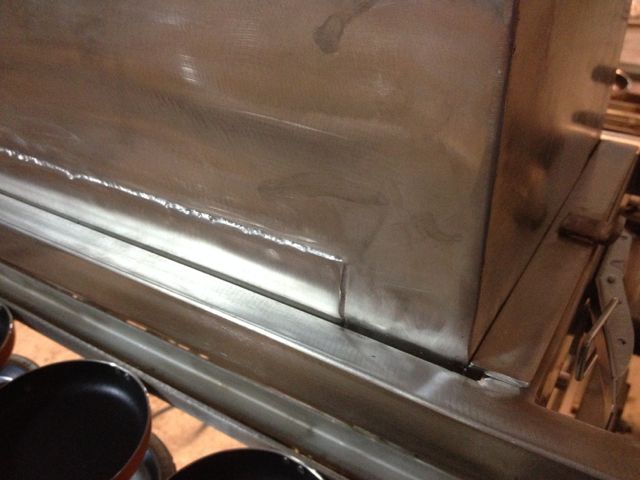
Spawałem boki zbiornika z blach nierdzewnej 1mm do wzmacniającego dna 8mm.
Spawanie bez dodatkowego materiału na tyle osłabiło blachę, że przy lekkim szlifie wyszło białe.
Jak to najlepiej załatać? Zbiornik powinien być w środku w miarę gładki - jest do użytku spożywczego i ma się łatwo myć.
Jakoś podłożyć blaszkę aluminiową z jednej strony?
Dosztukować blaszę jako łatkę i załatać?
Jak się rozwiązuje takie problemy zgodnie ze sztuką?
Pozdrawiam,
Zienek

")
")