Obsługa, Programowanie i Budowa Maszyn Numerycznych







")
Kod: Zaznacz cały
%
O00000 (KANALEK)
G17 G21 G40 G49 G80 G90
G54
T6 M06
G43 H06
S3200 M03
G00 X0. Y48.
G00 Z5. M08
G01 Z-4.8 F200.
G01 G41 D06 Y48.5 F400.
G01 X-106. ,R8.5
G01 Y-48.5 ,R8.5
G01 X106. ,R8.5
G01 Y48.5 ,R8.5
G01 X-10.
G01 Y47.
G01 X104.5 ,R7. F800.
G01 Y-47. ,R7.
G01 X-104.5 ,R7.
G01 Y47. ,R7.
G01 X0.
G01 G40 X1.
G01 Z5.
M05
M09
M30
%
")
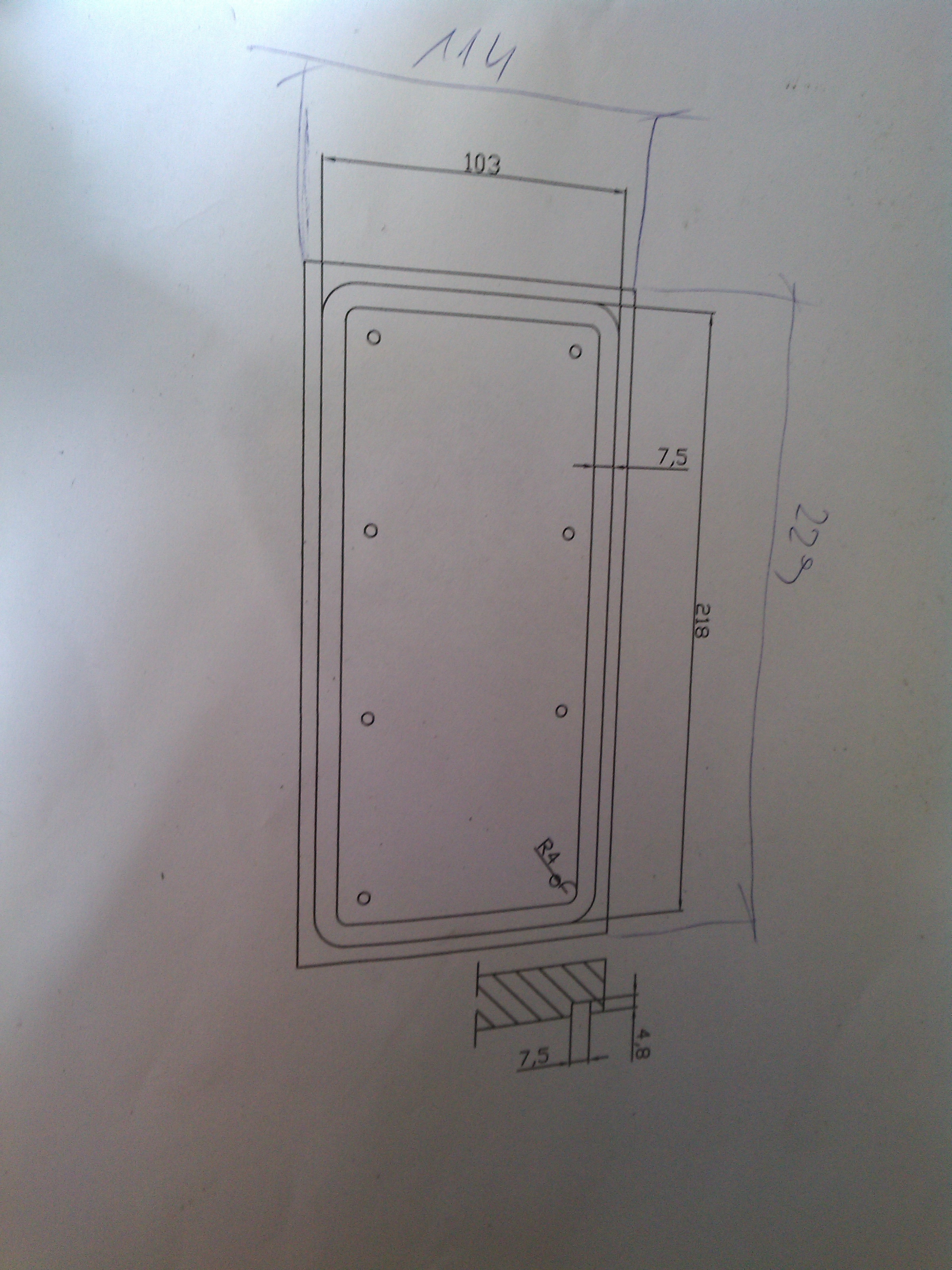
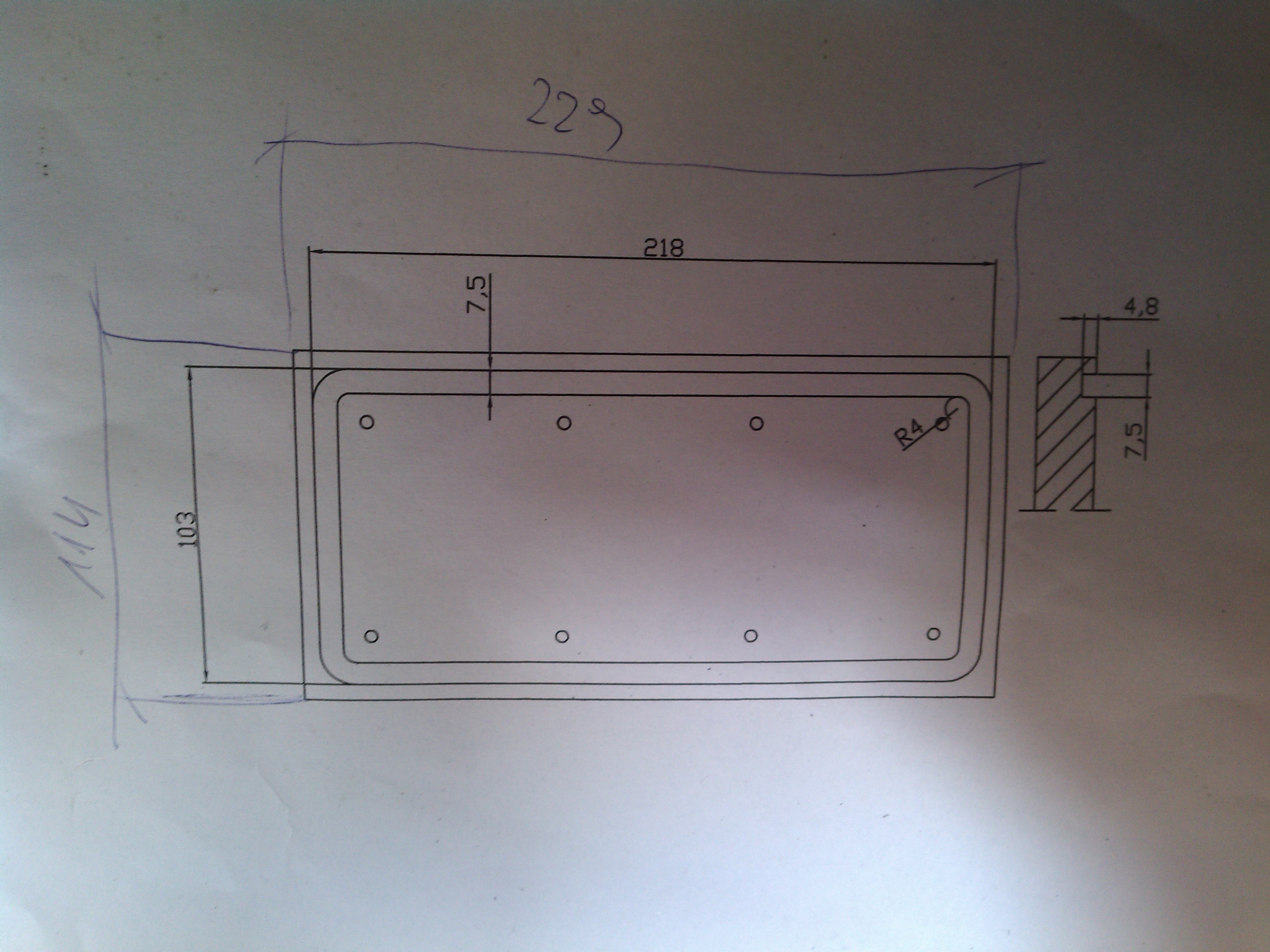
Hmm ...cube000 pisze:Frezowanie kanałka; frez fi6; z korekcją, współbieżnie, baza g54 na środku.Kod: Zaznacz cały
% O00000 (KANALEK) G17 G21 G40 G49 G80 G90 G54 T6 M06 G43 H06 S3200 M03 G00 X0. Y48. G00 Z5. M08 G01 Z-4.8 F200. G01 G41 D06 Y48.5 F400. G01 X-106. ,R8.5 G01 Y-48.5 ,R8.5 G01 X106. ,R8.5 G01 Y48.5 ,R8.5 G01 X-10. G01 Y47. G01 X104.5 ,R7. F800. G01 Y-47. ,R7. G01 X-104.5 ,R7. G01 Y47. ,R7. G01 X0. G01 G40 X1. G01 Z5. M05 M09 M30 %





")

