



")
ostatnio jestem zmuszony babrać się dość sporo z obrabianiem różnego rodzaju tulei, z uwzględnieniem toczenia, wiercenia po obwodzie i czasem frezowania w osi.
Na frezarce mam podzielnicę, ale ustawienie tego, konika i potem wszystkiego razem i szukanie osi tulei (nie mam żadnego dro) to jest udręka, do tego wszystko musiałbym powtarzać raz za razem, bo czasem trzeba skorzystać z imadła, a na mojej frezarce nie zmieści się nic więcej. Dodatkowo jak będzie chociaż kilka setek nie w osi powiercone, to potem bardzo dobrze widać, że jest krzywo.
Trochę próbowałem się ratować nawiercaniem przed toczeniem (trzymając tuleję nieobriobioną w imadle...), ale po toczeniu jest mnóstwo trudnych do usunięcia zadziorów w różnych miejscach, a niektórych rzeczy nie da się po prostu zrobić przed toczeniem, a po toczeniu nie za bardzo jest nawet za co złapać (bardzo różne kształty tulei, sporo stożków, zaokrągleń). Dobra, dość narzekania, do rzeczy.
----------------------------------------------------------------------------
Pomyślałem, że zamiast babrać się w to na frezarce, mógłbym skorzystać z tokarki (nutoola). Jest i tak przerobiony na cnc (pochwalę się, jak będzie już zupełnie gotowy), więc po prostu nóż tokarski zastąpiłbym kressem z frezem/wiertłem. Detal jest zamocowany już na trzpieniu w kłach, po przetoczeniu nie ma żadnego bicia, więc jest ustawiony idealnie. Mocowanie tulei na tokarce mam już rozpracowane, więc tutaj mam pewność, że jest dobrze.
Problem tylko w tym, że trzeba by jakoś wrzeciono zablokować, żeby nie chodziło na boki. Pomyślałem o czymś takim:
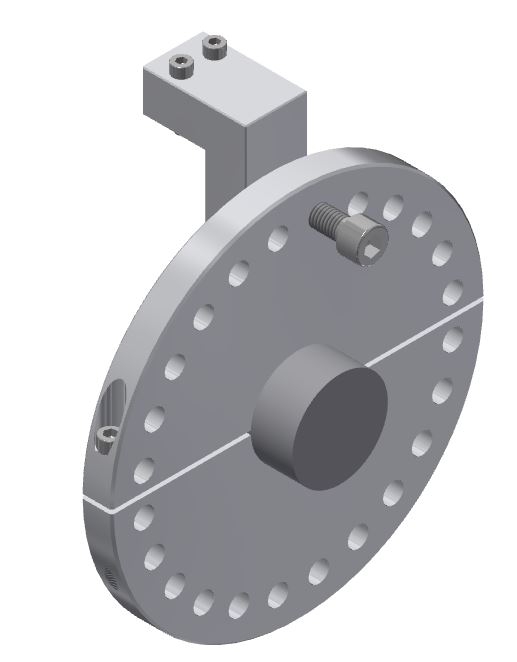

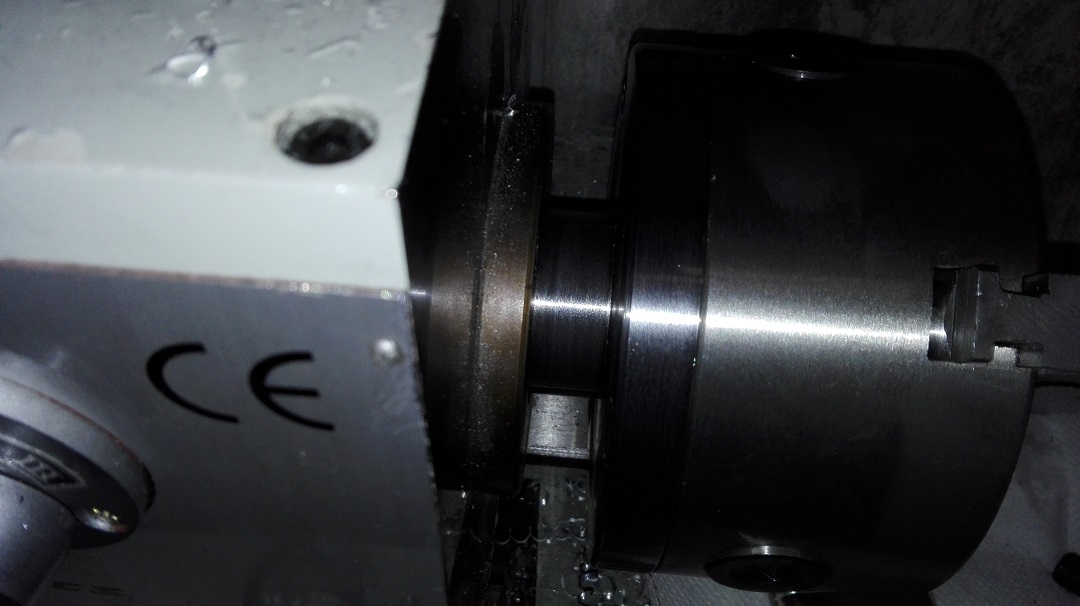
Przecięta na pół aluminiowa tarcza do zamocowania na wrzecionie za uchwytem tokarskim, w tym miejscu:
Na tarczy 24 otwory rozmieszczone co 15 stopni. Do blokowania samej tarczy coś na kształt kątownika z nagwintowanym otworem, dzięki któremu można docisnąć tarczę do tego kątownika i zablokować wrzeciono. Sam kątownik do przykręcenia do pokrywy wrzeciennika. Jeżeli dokładność kątową będę miał rzędu 2-3 stopni to jak najbardziej by mnie to usatysfakcjonowało (uwzględniając odrobinę luzu w otworach na tarczy w stosunku do śruby).
A do tego jedna kostka do imaka szybkozmiennego z zamontowanym kressem w czymś takim (najlepiej z jakiejś porządniejszej stali):
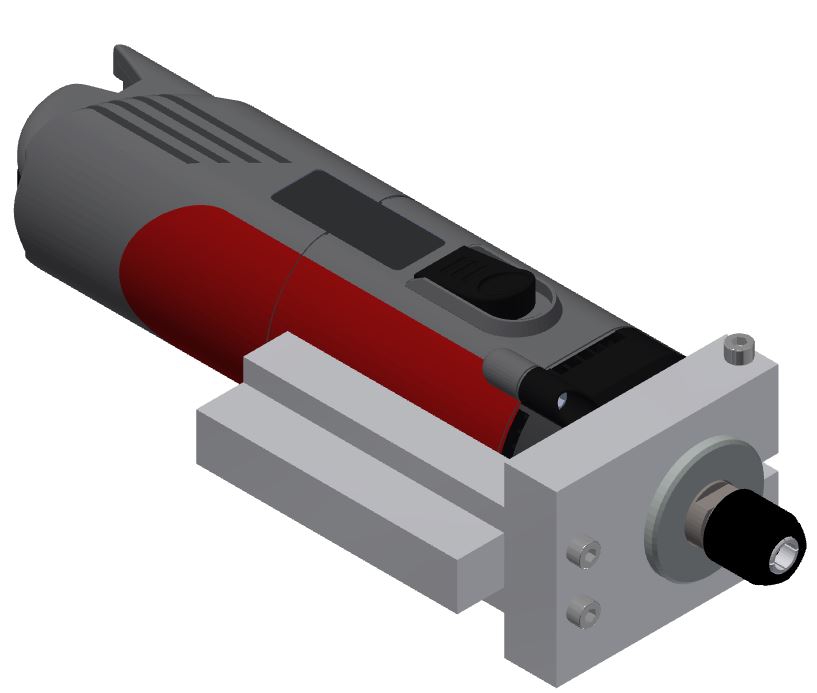 zamiast noża.
zamiast noża.Do zrobienia wiercenie otworów promieniowo fi2-5, osiowe kanałki fi2-3 z jakąś drobną fazką frezem 45 stopni itd. Tylko aluminium. Nie zależy mi specjalnie na czasie, chodzi przede wszystkim o wygodę, że wszystko będzie ładnie ustawione, do tego samo się pofrezuje, a ja tylko będę musiał odpowiednio blokować wrzeciono. No i frezarka będzie wolna w tym czasie do innych zadań.
--------------------------------------------------------------------------
Czy takie rozwiązanie ma rację bytu, czy może są w nim jakieś nieprzewidziane przeze mnie wady? A może ktoś ma doświadczenie z podobną modyfikacją albo jakąś jej częścią (np. samo mocowanie kressa zamiast noża)?
Całość (tarcza, kątownik, mocowanie kressa) do wykonania najchętniej bym zlecił, nie mam czasu niestety samemu się w tym babrać, ani stosownych do tego maszyn. Także jak nie będzie tutaj za dużo gromów leciało to pomierzę wszystko, porobię rysunki i wrzucę do odpowiedniego działu. Ale można już się zgłaszać z ofertą





 (ta montowana rozprężnie w przelocie wrzeciona, jak kołek rozprężny w betonie)
(ta montowana rozprężnie w przelocie wrzeciona, jak kołek rozprężny w betonie)














")






