




")
Jako iż stałem się posiadaczem kolejnej zabawki a tym razem jest to najpopularniejsza odsłona wśród chińskich tokarek czyli dobrze znany i chyba lubiany Tech-Mig LD550 czyli klon nutola, cormaka, makteka i co tam jeszcze udało się im wymyślić.
Tokarkę odkupiłem jako używaną a w zasadzie poprzedni właściciel chyba tylko próbował jej używać bo śladów pracy to na niej zbyt wiele nie ma. Tokarka stała z oryginalną konserwacją o ile tak można to nazwać, mazią we wrzecienniku połączoną z piachem.

Tak to wyglądało po zakupie ...
Tokarkę odczyściłem i wziąłem się za przegląd ...
Na pierwszy plan poszły dolne ślizgi łoża ... Od strony operatora na pryzmie luz wynosił 0,40mm a na prowadnicy płaskiej 0,25mm. Dodatkowo skośne oczy przegapiły element blokady suportu czyli końcówka listwy która służy do zaciskania suportu na łożu a mianowicie była równa z resztą listwy co skutkowało brakiem zastosowania.


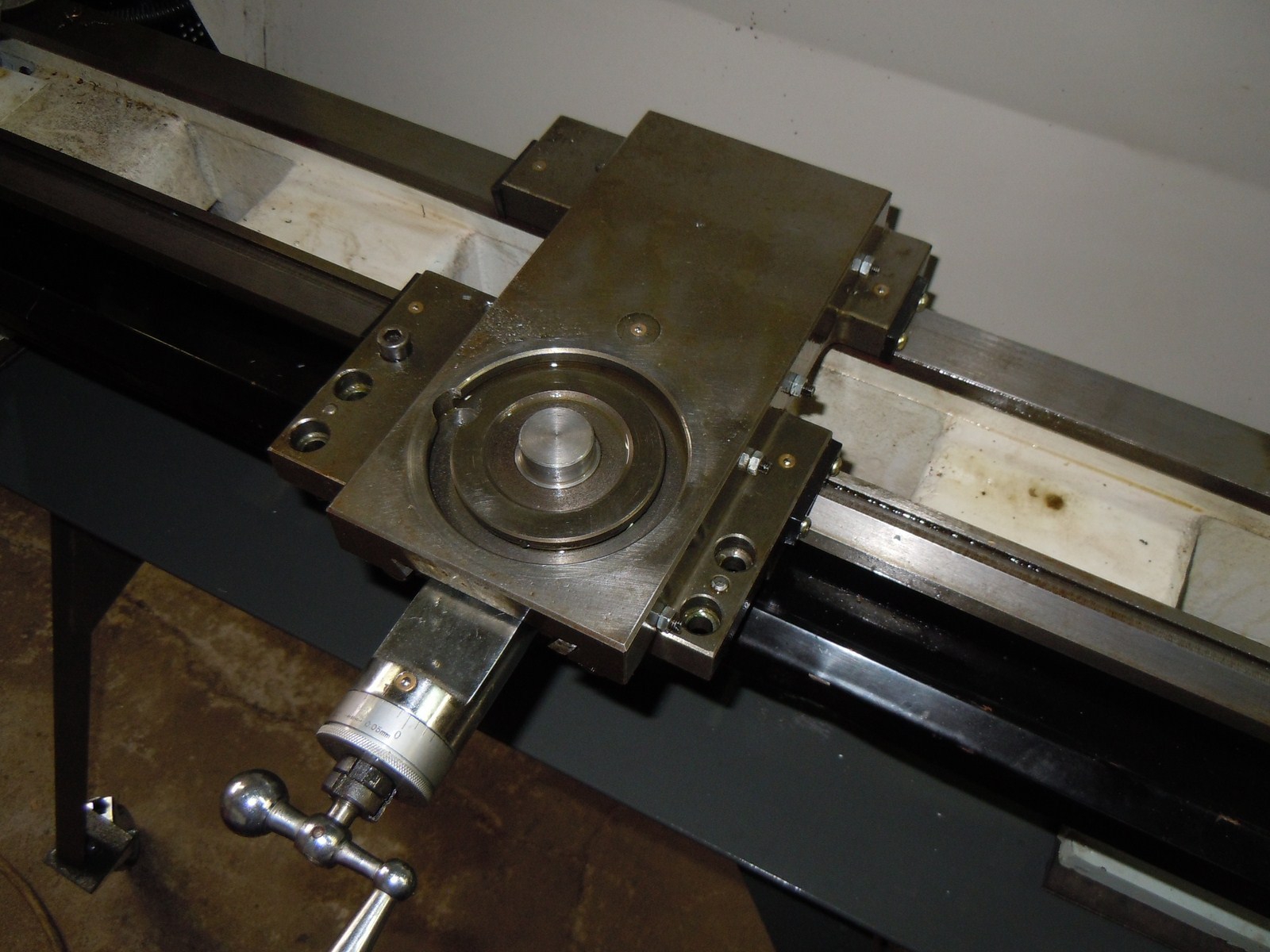
Listwy zostały przefrezowane, suport spoczął na łożu bez luzu i chodzi lekko bez zacięć.
Następną sprawą było łożyskowanie wrzeciona ... Bicie wrzeciona wynosiło 0,05mm a luz poprzez naciąganie 0,14mm ... Dokręcenie łożysk poskutkowało tylko nadmiernym grzaniem ...
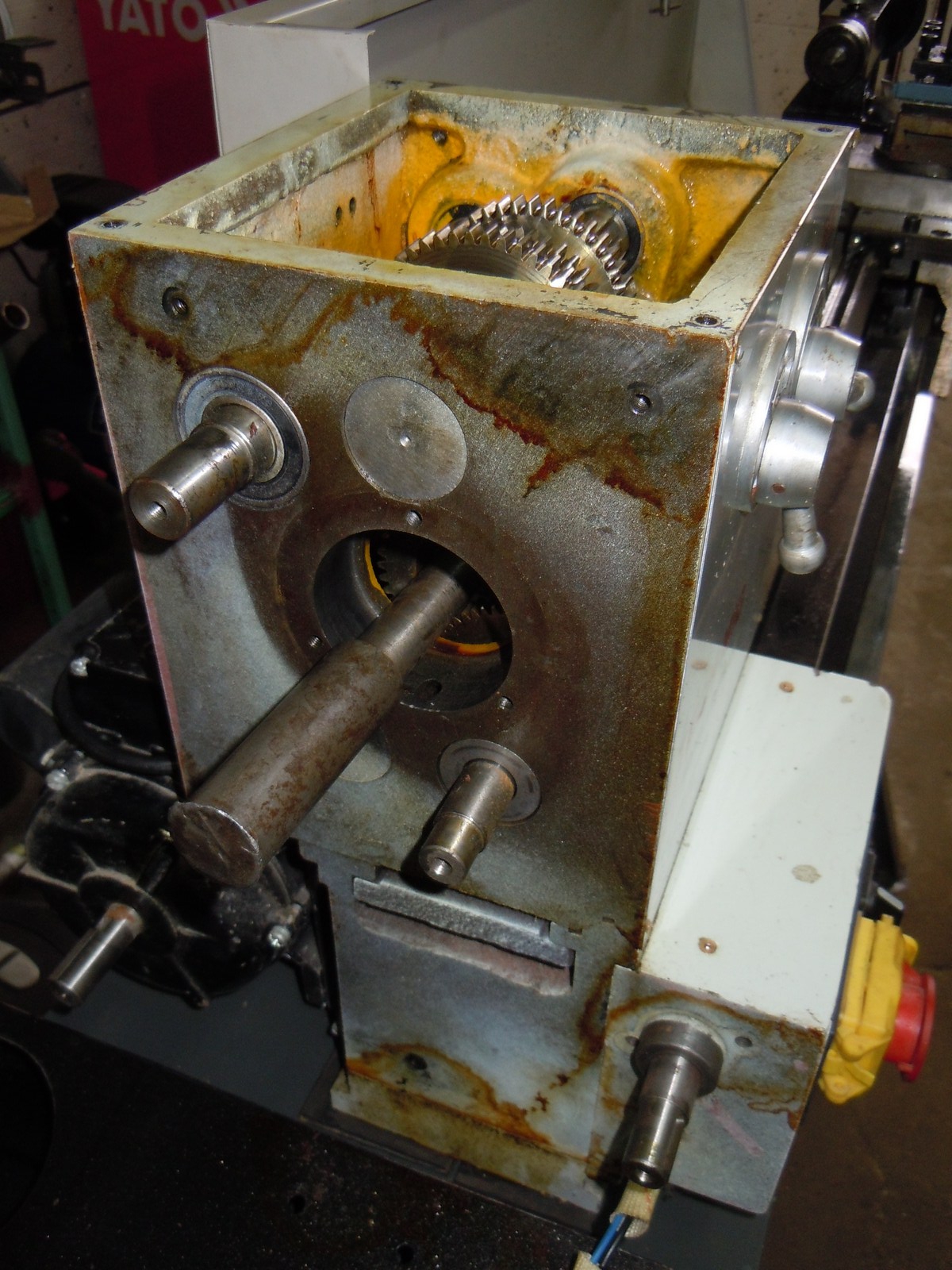



Po wymianie łożysk bicie wrzeciona spadło do 0,02mm a luz poprzez naciąganie 0,05mm.
Następnie a w zasadzie w między czasie zrobiłem sobie stolik pod tokarkę ... Nie zaprojektowałem wanny na chłodziwo i samego układu chłodzenia gdyż tokarka z założenia ma toczyć dla mnie drobne detale z poliamidu ... Lecz co będzie dalej to się okaże ... Najwyżej przejdzie modernizację ... Na dole półka na noże i inne graty


Następną sprawą był konik ... Na początku myślałem, że jest poniżej osi wrzeciona co mnie nieco zdołowało lecz po dokładniejszych pomiarach wychodzi na to, że jest w porządku a wymagał jedynie ustawienia centryczności. ...
Jednakże nie jest tak pięknie jak by mogło się wydawać ... Problemy zaczynają się teraz przy dalszych próbach a mianowicie chodzi o przecinanie stali ...
Na materiale wytwarza się rybia łuska, wszystko zaczyna drżeć i tyle z przecinania ... Próby były na miękkim wałku stalowym fi 25, 40 ... Nóż stalka 2mm, stalka 4mm, i lutowany 3mm ... W każdym wypadku to samo. Nożyki zaostrzone dobrze ... Ustawione w osi jak i ciut poniżej ... Obroty 450, 312 ciągle to samo ... Przecinanie przy samym uchwycie, nożyk wystaje bardzo mało ... Dla próby luzy skasowane tak, że sanki narzędziowe i suport poprzeczny przesuwały się z dużym oporem a sam suport był zaciśnięty na łożu. W każdym wypadku niepowodzenia ... Jednakże przecinanie idzie za każdym razem połową noża nawet w odległości 10cm od uchwytu. W materiale miękkim tzn aluminium nie ma problemu idzie piękna taśma.
Początkowo myślałem, że to problem z łożyskowaniem wrzeciona lecz teraz po wymianie łożysk jest to samo.
Help ?


")









