



")
Chciałbym poprosić o pomoc bardziej doświadczonych programistów SINUMERIKa 840D. Czy ma ktoś z was pomysł w jaki sposób napisać program na toczenie czopa fi9,48?
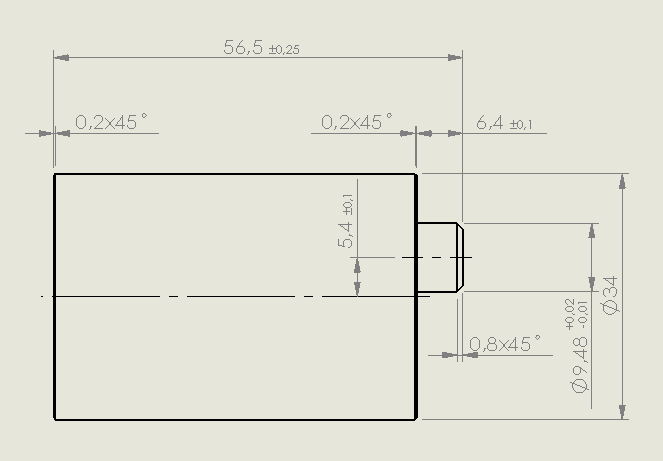
Maszyna na jakiej ten detal jest produkowany w obecnej chwili wyposażona jest w przeciw-wrzeciono oraz dwie głowice rewolwerowe (1 z dodatkową osią Y). Dotychczas czop frezowaliśmy przy pomocy cyklu 77 (frezowanie czopa kołowego) przy pomocy cztero-ostrzowego frezu fi16. Z czystej ciekawości chciałbym sprawdzić jakie będą efekty uzyskane po toczeniu tego czopa (kilkukrotnie widziałem toczenie wałów korbowych, gdzie poprzez odpowiednie zsynchronizowanie obrótów detalu i dojazdu głowicy rewolwerowej udawało się to zrobić). Dodam, że nie posiadamy systemu CAM, programujemy „z palca”.
Materiał z jakiego jest wykonywany ten detal to mosiądz.
Uprzedzam, że nie wchodzi w grę żadne przerabianie tulei zaciskowych!
Serdecznie dziękuję za pomoc!


")
")






