zibi170 pisze:...Nie wiem czy Sinumerik łyknie zapis ,który działa na Haas-e,ale z ciekawości spróbuje.
tylko coś krótki mi się wydaje : ...
Witam
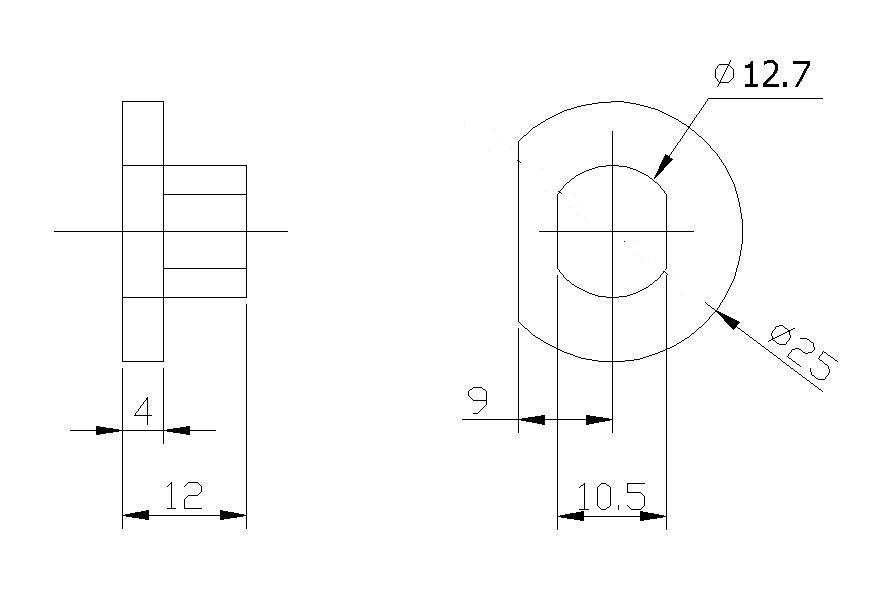
Nie próbuj , gdyż nie łyknie ... a krótki , bo dotyczy tylko spłaszczenia na średnicy Fi 12.7
Po przeczytaniu instrukcji SINUMERIK 840D/840Di/810D temat mi się rozjaśnił i stwierdziłem, że funkcja
TRANSMIT transformuje zaprogramowane ruchy postępowe w kartezjańskim układzie współrzędnych na ruchy postępowe realnych osi maszyny.
... czyli działa tak samo jak cykl
G112 w sterowaniu Haas-a , przykład podałem tutaj
 https://www.cnc.info.pl/topics44/jak-na ... 182,30.htm
Prawidłowy zapis do Twojej maszyny znajduje się w instrukcji
https://www.cnc.info.pl/topics44/jak-na ... 182,30.htm
Prawidłowy zapis do Twojej maszyny znajduje się w instrukcji , na foto masz punkty w/g których masz zaprogramować drogę freza.
Znalazłem frezowanie czopa w programie Progmaster ,szukam czegoś podobnego ale do detalu o moim kształcie. ...
Sprawdź przykład z instrukcji;

N10 T1 D1 G54 G17 G90 F5000 G94
N20 G0 X20 Z10 SPOS=45
N30 TRANSMIT
N40 ROT RPL=–45
N50 ATRANS X–2 Y10
N60 G1 X10 Y–10 G41
N70 X–10
N80 Y10
N90 X10
N100 Y–10
N110 ...




")



")
")

")






