Witam.
Pisze ponieważ mam problem z sinemerikiem 810m na Chironie fz 12s HS .
Otóż problem pojawia się przy wyjściu narzędzia z otw. i przejściu na kolejną współrzędną .
W programie mam ustawione R02=4.0 a za każdym razem narzędzie wyjeżdża na Z materiału rysując element....
Program mniej więcej wygląda tak:
G53 G90 G80 Z0 D0
T1 M6
S1200 M3
G0 G54 X.. Y... T1 D1
Z5.0 M8
G83 X... Y... R03=-12.0 R01=2.0 R02=4.0 F180.0
X... Y...
X... Y...
G80
M5
G53 G90 G80 Z0 D0....
Dodam że cykl G81 nakiełka z R02=4.0 normalnie odjeżdża ponad materiał.
Proszę o pomoc albo jakiekolwiek wskazówki .
Siemens Sinumerik 810m


-
witek12
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 125
- Rejestracja: 09 sie 2014, 18:19
- Lokalizacja: Toruń
Witam
Poniżej masz program na wiercenie głębokich otworów porównaj go ze swoim, u mnie działa bez problemu
% 118
N10 G90 F30 S500 M03
N20 G00 T03 D01 Z 50
N30 X40 Y40
N40 R00 = 1 R01 = 50 R02 = 4 R03 = -141 R04 = 1
R05 = 20 R10 = 10 R11 = 1 L83 P1
N50 Z 50
N60 M30
Sprawdź go na symulatorze oczywiście podstaw swoje wartości.
Pozdrawiam
Poniżej masz program na wiercenie głębokich otworów porównaj go ze swoim, u mnie działa bez problemu
% 118
N10 G90 F30 S500 M03
N20 G00 T03 D01 Z 50
N30 X40 Y40
N40 R00 = 1 R01 = 50 R02 = 4 R03 = -141 R04 = 1
R05 = 20 R10 = 10 R11 = 1 L83 P1
N50 Z 50
N60 M30
Sprawdź go na symulatorze oczywiście podstaw swoje wartości.
Pozdrawiam
-
zbiggr
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 2
- Posty: 51
- Rejestracja: 08 lip 2009, 22:06
- Lokalizacja: Piotrków Tryb.
Witam.
Cykl G83 używa parametrów R1, R2, R3, R4, R5, R10, R11.
Po dojechaniu na głębokość R3 narzędzie wyjeżdża z materiału na R10.
Jeśli jakiś parametr nie jest wpisany w programie, cykl bierze jego wartość z tabeli parametrów. W Twoim przypadku pewnie jest tam 0, więc narzędzie między otworami jedzie po powierzchni materiału ( zapewne baza w osi Z jest na czole detalu ). Gdyby było np. -5, to narzędzie wcale nie wyjeżdżałoby z materiału.
Cykl G81 maszyna wykonuje Ci prawidłowo ponieważ cykl G81 używa tylko parametrów R2, R3, R11, po dojechaniu na R3 wyjeżdża na R2.
Cykl G83 używa parametrów R1, R2, R3, R4, R5, R10, R11.
Po dojechaniu na głębokość R3 narzędzie wyjeżdża z materiału na R10.
Jeśli jakiś parametr nie jest wpisany w programie, cykl bierze jego wartość z tabeli parametrów. W Twoim przypadku pewnie jest tam 0, więc narzędzie między otworami jedzie po powierzchni materiału ( zapewne baza w osi Z jest na czole detalu ). Gdyby było np. -5, to narzędzie wcale nie wyjeżdżałoby z materiału.
Cykl G81 maszyna wykonuje Ci prawidłowo ponieważ cykl G81 używa tylko parametrów R2, R3, R11, po dojechaniu na R3 wyjeżdża na R2.
-
Mar84cin
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 3
- Posty: 11
- Rejestracja: 26 wrz 2016, 19:49
- Lokalizacja: Małopolska
U mnie to wygląda trochę inaczej koledzy.
Programy jakie dostaje wygenerowane od programistów mają tylko właśnie R1,R2,R3 w G83 oraz R9 w G84 .
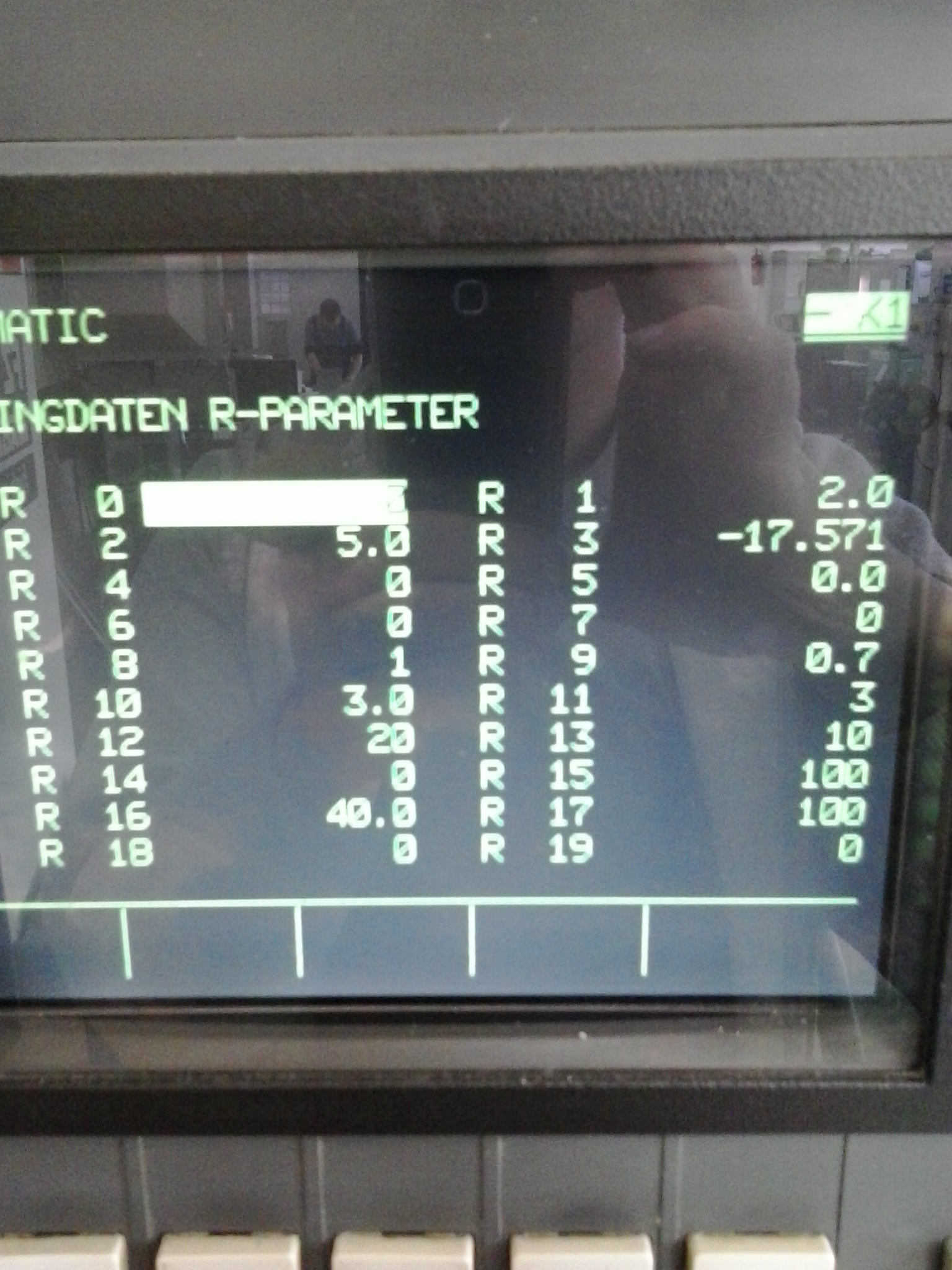
Znalazłem dziś tą tabelę w Chironie ale nie przyglądnąłem się jej dokładnie.
Jutro dam odpowiedz co i jak.
@zbiggr gdzie znajdę dokładnie opis parametrów R, mam książkę do niej ale w .de co mi sprawia problemy....
Programy jakie dostaje wygenerowane od programistów mają tylko właśnie R1,R2,R3 w G83 oraz R9 w G84 .
Znalazłem dziś tą tabelę w Chironie ale nie przyglądnąłem się jej dokładnie.
Jutro dam odpowiedz co i jak.
@zbiggr gdzie znajdę dokładnie opis parametrów R, mam książkę do niej ale w .de co mi sprawia problemy....
-
davish88
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 244
- Rejestracja: 26 gru 2012, 11:06
- Lokalizacja: Strzelce Opolskie
Pracowałem na tym sterowaniu i korzystałem do cykli z tej instrukcji.
http://www.pronum.pl/main_pl.html
Tak trochę z innej beczki. Kiedyś sobie sparametryzowałem tak program, że nie działał mi cykl 84 i okazało się po wejściu w podprogram L84, że akurat cykl ten używał do obliczania tego parametru, który miałem w programie do opisania zupełnie czegoś innego, dodam że to był teoretycznie wolny parametr R200 o ile dobrze pamiętam.
Pozdrawiam
http://www.pronum.pl/main_pl.html
Tak trochę z innej beczki. Kiedyś sobie sparametryzowałem tak program, że nie działał mi cykl 84 i okazało się po wejściu w podprogram L84, że akurat cykl ten używał do obliczania tego parametru, który miałem w programie do opisania zupełnie czegoś innego, dodam że to był teoretycznie wolny parametr R200 o ile dobrze pamiętam.
Pozdrawiam
-
zbiggr
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 2
- Posty: 51
- Rejestracja: 08 lip 2009, 22:06
- Lokalizacja: Piotrków Tryb.
Witam ponownie.
Być może są różnice w treści cyklu w zależności od maszyny, ale u mnie na HP5 jest tak:
1. dojazd do materiału na R2
2. ruch roboczy na minus o wartość R1 ( R2-R1 )
3. postój czasowy R4
4. wyjazd szybki na R2
5. postój czasowy R0
6. wjazd szybki na poprzednią głębokość +1mm
7. ruch roboczy na minus o wartość R5+1mm
8. postój czasowy R4
9.wyjazd szybki na R2
i tak w kółko aż do osiągnięcia głębokości R3
10. wyjazd szybki na R10
Jak napisałem w poprzednim poście cykl w czasie pracy korzysta ze WSZYSTKICH wymienionych parametrów. Sterowanie podczas wykonywania programu wpierw parametry zapisane w programie wprowadza do tabeli parametrów, następnie z niej pobiera je przy wykonywaniu cyklu.
Jeśli w aktualnie wykonywanym programie nie ma któregoś z tych parametrów, to w tabeli pod danym parametrem jest wartość 0, lub wartość, która pozostała po poprzednio wykonywanym programie w którym ten parametr był użyty i ta wartość zastanie pobrana do wykonania cyklu.
Dlatego korzystając w programie z cykli należy wpisywać wszystkie parametry jakie dany cykl używa, żeby nie sprawić sobie przykrej niespodzianki.
Podobnie jest z cyklem gwintowania L84. Piszesz, że programiści wpisują tylko parametr R9.
Cykl L84 używa także parametrów R6 i R7. Na pewno są one w tabeli parametrów z wartościami R6=4 R7=3.
Jeśli w jakimś programie użyjesz któregoś z tych parametrów z innymi wartościami np: R6=20 , to w tabeli parametrów zostanie on z nieprawidłową wartością ( 20 ) i gwintowanie z L84 nie pójdzie.
Cykl G83 służy do wiercenia głębokich otworów, więc nie sposób wszystkiego podać mając do dyspozycji tylko te trzy parametry.Mar84cin pisze:U mnie to wygląda trochę inaczej koledzy.
Programy jakie dostaje wygenerowane od programistów mają tylko właśnie R1,R2,R3 w G83 oraz R9 w G84 .
Być może są różnice w treści cyklu w zależności od maszyny, ale u mnie na HP5 jest tak:
1. dojazd do materiału na R2
2. ruch roboczy na minus o wartość R1 ( R2-R1 )
3. postój czasowy R4
4. wyjazd szybki na R2
5. postój czasowy R0
6. wjazd szybki na poprzednią głębokość +1mm
7. ruch roboczy na minus o wartość R5+1mm
8. postój czasowy R4
9.wyjazd szybki na R2
i tak w kółko aż do osiągnięcia głębokości R3
10. wyjazd szybki na R10
Jak napisałem w poprzednim poście cykl w czasie pracy korzysta ze WSZYSTKICH wymienionych parametrów. Sterowanie podczas wykonywania programu wpierw parametry zapisane w programie wprowadza do tabeli parametrów, następnie z niej pobiera je przy wykonywaniu cyklu.
Jeśli w aktualnie wykonywanym programie nie ma któregoś z tych parametrów, to w tabeli pod danym parametrem jest wartość 0, lub wartość, która pozostała po poprzednio wykonywanym programie w którym ten parametr był użyty i ta wartość zastanie pobrana do wykonania cyklu.
Dlatego korzystając w programie z cykli należy wpisywać wszystkie parametry jakie dany cykl używa, żeby nie sprawić sobie przykrej niespodzianki.
Podobnie jest z cyklem gwintowania L84. Piszesz, że programiści wpisują tylko parametr R9.
Cykl L84 używa także parametrów R6 i R7. Na pewno są one w tabeli parametrów z wartościami R6=4 R7=3.
Jeśli w jakimś programie użyjesz któregoś z tych parametrów z innymi wartościami np: R6=20 , to w tabeli parametrów zostanie on z nieprawidłową wartością ( 20 ) i gwintowanie z L84 nie pójdzie.