



POMOCY! SINUMERIK 840D
-
presiozo
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 4
- Posty: 4
- Rejestracja: 19 maja 2009, 21:28
- Lokalizacja: Szczecin
POMOCY! SINUMERIK 840D
Witam! Zwracam sie z wielka prośbą o pomoc. Jestem studentem AGH w Krakowie. Mamy przedmiot w którym mamy zaprogramowac obrabiarke aby wykonywala dane nam rysunki. Pracujemy na programie Sinumerik 840 d. Bardzo słabo sobie radze, jest juz koniec semestru i chyba bez pomocy nie mam szans na zaliczenie. Czy jest ktos kto moglby mi pomoc jesli wyslal bym mu rysunek? Z góry wielkie dzieki za wszelka pomoc!
Ostatnio zmieniony 21 maja 2009, 20:15 przez presiozo, łącznie zmieniany 1 raz.
Tagi:


-
ganzi
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 263
- Rejestracja: 18 kwie 2007, 07:35
- Lokalizacja: podkarpacie
Witam!
Nie chciał bym Cię martwić, ale może być ciężko...
Pozwolę sobie przytoczyć wypowiedź kolegi Draco, którą zamieścił kilka dni temu pod bliźniaczym wątkiem:
Pozdrawiam i życzę mimo wszystko powodzenia !
Nie chciał bym Cię martwić, ale może być ciężko...
Pozwolę sobie przytoczyć wypowiedź kolegi Draco, którą zamieścił kilka dni temu pod bliźniaczym wątkiem:
Pasuje również i do tego posta prawda? Wiesz, tutaj na forum już się tak jakoś chyba przyjęło, że się pomaga, ale temu kto się choć trochę wykazał jakąś inicjatywą. Ty chyba tego puki co nie zrobiłeś. Napisz jakiś program, wrzuć go tutaj i poproś o sprawdzenie, czy sugestie. Zobaczysz, że jest tu sporo ludzi, którzy Ci chętnie pomogą, a tak to chyba nie masz na co liczyć. Chociaż może znajdzie się jakąś bezinteresowna, dobra duszyczka, która będzie się akurat nudzić...Draco pisze:znów zaczął się termin zaliczeń na szczecińskiej politechnice... czy kolega troche popracował i zebrał już jakieś materiały? czy czeka jedynie aż ktoś odwali za niego całą robote?
Tak swoją drogą, rzeczywiście jest taka wersja? To jakiś symulator? Tak pytam z ciekawości, bo nigdy się z takim nie spotkałem, z 840 D owszem, ale 840 DT nie.Pracujemy na programie Sinumerik 840 dt.
Pozdrawiam i życzę mimo wszystko powodzenia !
-
presiozo
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 19 maja 2009, 21:28
- Lokalizacja: Szczecin
Witam ponownie. Nie oczekuje ze ktos za mnie napisze caly program. Mam troche napisane (jedna polowe przedmiotu, tzn przed odwroceniem). Bardziej zalezy mi na sprawdzeniu błędów bo takich jest bardzo duzo. Mam np problem z zaokragleniami. Dokladnie daje np RND 15 a łuk mam 14,2. Wiem ze nalezy zastosować korekcje, ale po jej zastosowaniu wcale nie jest lepiej. Widocznie cos zle robie. Tak wiec na prawde nie licze ze ktos mi caly program napisze ale ze chociaz poprawi błędy, pomoze i podpowie. Pozdrawiam!
Ostatnio zmieniony 21 maja 2009, 20:16 przez presiozo, łącznie zmieniany 1 raz.

-
presiozo
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 19 maja 2009, 21:28
- Lokalizacja: Szczecin
Witam! Prezentuje zatem moj genialny program. Zapewne ma bardzo wiele błędów wiec za wszelka pomoc dziekuje.
KONFIGURACJA
{ OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920
{ STEROWANIE SINUMERIK 840DT
{
{ PRZEDMIOT OBRABIANY
{ WALEC D140.000 L255.000
{ MATERIAŁ "N\Aluminium"
{
{ WRZECIONO GŁÓWNE Z PRZEDM. OBRABIANYM
{ UCHWYT TOKARSKI "Uchwyt tokarski\Uchwyt szczękowy\KFD-HS 250"
{ SZCZĘKA STOPNIOWA "Szczęka\Szczęka stopniowa\WM-160_200-22.000"
{ RODZAJ ZAMOCOWANIA MOCOWANIE ZEWNĘTRZNE STOPNIOWANY WEWNĄTRZ
{ GŁĘBOKOŚĆ ZAMOCOW. E32.000
{{ Prawa powierzchnia przedmiotu obrab.: Z+0395.000
{
{
{ KONIK
{ POZYCJA KONIKA Z+1095.000
{
{ AKTUALNE NARZĘDZIE T01
{ NARZĘDZIA
{ T01 "DIN69880 V 30\Nóż kątowy lewy\CL-SCLCL-2020 L 1208 ISO30"
{ T02 "DIN69880 V 30\Nóż do gwintów lewy\TL-LHTL-2020 L 60 3.00 ISO30"
{ T03 "DIN69880 V 30\Nóż do gwintów wewn. zaosiowy\TI-ITTL-2016 L 60 3.00 ISO30"
{ T04 "DIN69880 V 30\Nóż kątowy lewy\CL-SDJCL-2020 L 1208 ISO30"
{ T05 "DIN69880 V 30\Nawiertak (B)\DR-12.00 044 R HSS ISO30"
{ T06 PUSTY
{ T07 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 03.5-0 ISO30"
{ T08 PUSTY
{ T09 "DIN69880 V 30\Wiertło kręte\DR-30.00 140 R HSS ISO30"
{ T10 PUSTY
{ T11 PUSTY
{ T12 PUSTY
{ T13 PUSTY
{ T14 "DIN69880 V 30\Nóż wewn. do tocz. poprz. zaosiowy\RI-GHILL-1616 L 04.00 ISO30"
{ T15 PUSTY
{ T16 "DIN69880 V 30\Wytaczak zaosiowy\BI-SVQBL-1010 L 0702 ISO30"
{
{ WARTOŚCI KOREKCJI
{ D01 T01 Q3 R000.800 X+070.000 Z+0045.000 G000.000 E005.005 I-000.800 K-000.800 A+004.375 L011.855 N01
{ D02 T02 Q8 R000.433 X+070.000 Z+0042.799 G000.000 E000.000 I-000.433 K+000.000 A+000.000 L000.000 N01
{ D03 T03 Q6 R000.433 X-010.500 Z+0150.000 G000.000 E000.000 I+000.433 K+000.000 A+000.000 L000.000 N01
{ D04 T04 Q3 R000.800 X+070.000 Z+0045.000 G000.000 E032.178 I-000.800 K-000.800 A+002.372 L010.785 N01
{ D05 T05 Q7 R000.000 X+000.000 Z+0115.000 G012.000 E045.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D06 T06 Q7 R000.000 X+000.000 Z+0115.000 G012.000 E045.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D07 T07 Q3 R000.200 X+060.000 Z+0041.550 G003.500 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
{ D08 T08 Q2 R000.200 X-010.789 Z+0170.000 G000.000 E052.174 I+000.200 K-000.200 A+002.721 L007.540 N01
{ D09 T09 Q7 R000.000 X+000.000 Z+0225.000 G030.000 E059.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D10 T10 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D11 T11 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D12 T12 Q2 R000.200 X-010.789 Z+0170.000 G000.000 E052.174 I+000.200 K-000.200 A+002.721 L007.540 N01
{ D13 T13 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D14 T14 Q1 R000.200 X-021.800 Z+0155.000 G004.000 E000.000 I+000.200 K+000.200 A+000.000 L012.800 N01
{ D15 T15 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D16 T16 Q2 R000.200 X-010.789 Z+0170.000 G000.000 E052.174 I+000.200 K-000.200 A+002.721 L007.540 N01
{
{ PKTY ZEROWE PRZEDM.
{{ Prawa powierzchnia przedmiotu obrab.: Z+0395.000
{ G54 X+000.000 Z+0393.000
{
{)
N0005 G54 G90 G95
N10 G0 X200 Z200
N15 T1 D1
N20 LIMS=1500
N25 G96 S150 M4
N30 X142 Z.2
N35 G1 X-2,2 F.2
N40 G0 Z2
N45 G0 X132
N50 G1 Z-72 F.3
N55 G1 X136.4
N60 G1 Z-94
N65 G1 X138
N70 G0 Z2
N75 G0 X124
N80 G1 Z-72
N85 G1 X136
N90 G0 Z2
N95 G0 X116
N100 G1 Z-72
N105 G1 X136
N110 G0 Z2
N115 G0 X108
N120 G1 Z-72
N125 G1 X136
N130 G0 Z2
N135 G0 X100
N140 G1 Z-72
N145 G1 X136
N150 G0 Z2
N155 G0 X92
N160 G1 Z-72
N165 G1 X136
N170 G0 Z2
N175 G0 X84
N180 G1 Z-72
N185 G1 X136
N190 G0 Z2
N195 G0 X76.4
N200 G1 Z-72
N205 G1 X136
N210 G0 Z2
N215 G1 X136.4 Z-94
N220 G1 Z-72 RND=7.5
N225 X76.4
N250 G1 X76.4 Z-3
N250 G1 X69.4 Z1
N230 G1 Z3 X80
N230 G1 X140 Z-72
N235 G1 X136.4 Z-94
N240 G1 Z-72 X136.4 RND=15
N245 X76.4
N250 G1 X76.4 Z-5
N260 G1 Z1 X64.4
N260 G0 Z2 X71.4
N265 G0 X200 Z200
N270 T4 D1
N275 G0 Z2 X76
N280 G1 Z-72
N285 G1 X136 Z-72
N285 G1 X136 Z-94
N290 G1 Z-74 X136 RND=15
N295 X76
N300 Z-5
N305 X140 Z-5
N310 G0 X144 Z-94 G41
N315 G1 X136 Z-94
N320 G1 Z-72 X136 RND=15
N325 G1 X76
N330 G1 Z-5
N335 G1 X64 Z1
N340 G40 Z5 X65
N350 G0 X200 Z200
N355 T5 D1
N370 G96 S150 M3
N375 G0 X0 Z4
N380 G1 X0 Z-20
N385 G1 X0 Z4
N390 G0 X200 Z200
N395 T9 D1
N400 G96 S150 M3
N405 G0 X0 Z4
N410 G1 X0 Z-77.611
N415 G1 X0 Z4
N420 G0 X100 Z100
N425 T16 D1
N430 G96 S150 M4
N435 G0 X100 Z4
N440 G0 X38 Z4
N445 G1 Z-70
N450 G1 X10
N455 G0 X10 Z4
N460 G1 X46
N465 G1 Z-70
N470 G1 X10
N475 G0 X10 Z4
N480 G0 X51.9 Z4
N485 G1 Z-70
N490 G1 X10
N495 G0 X10 Z4
N495 G1 X51.9 Z-3.5
N610 G1 X59.9 Z0.5
N610 G0 X100 Z100
N615 T14 D1
N430 G96 S150 M4
N620 G0 X40 Z4
N620 G1 Z-70
N635 G1 X56
N640 G0 X40
Dalej chyba powinienem zrobic gwint ale kompletnie nie wiem jak sie go robi. Punkt zerowy wstawilem oczywiście tam gdzie narysowalem osie.Prosze bardzo o pomoc i z góry dziekuje!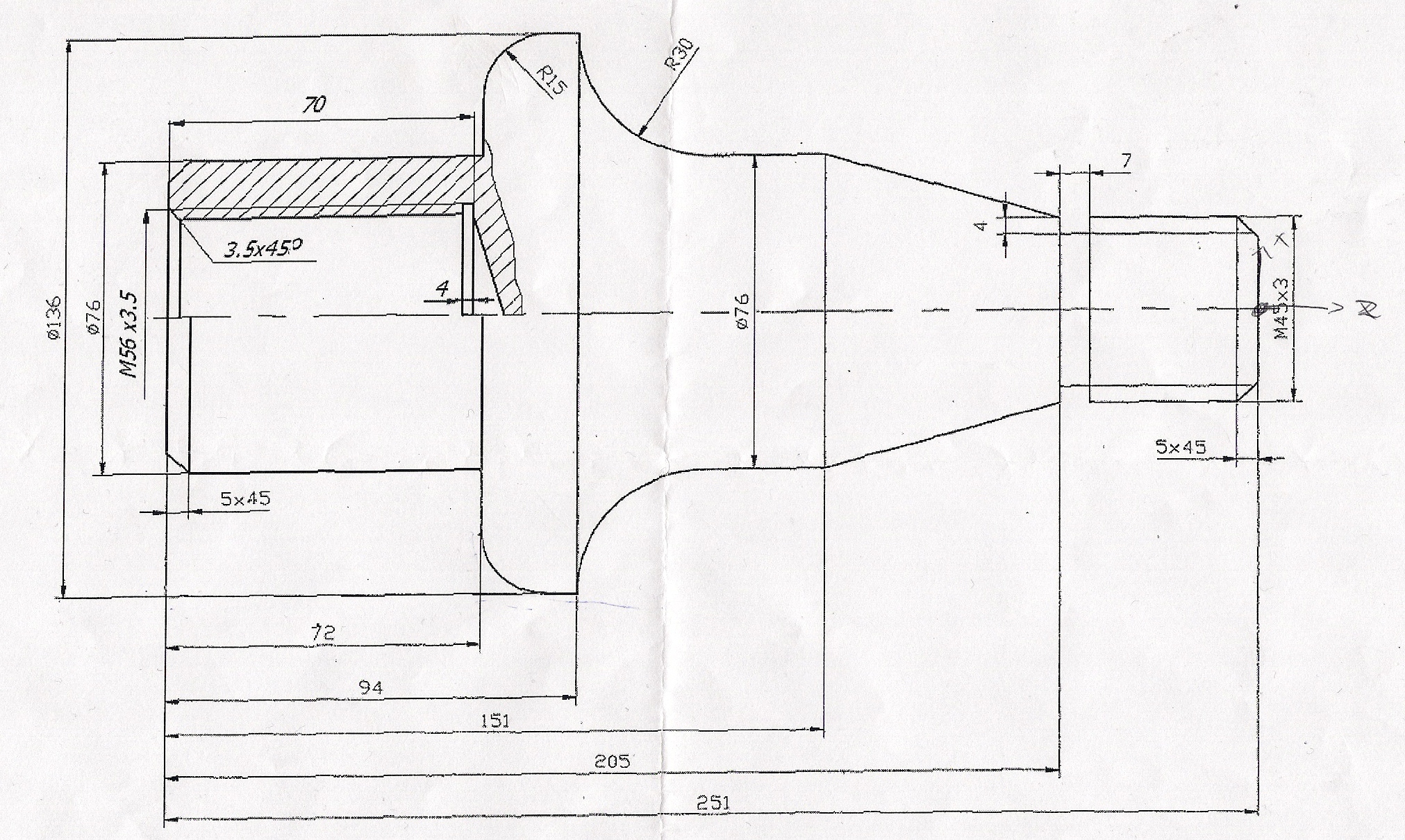
KONFIGURACJA
{ OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920
{ STEROWANIE SINUMERIK 840DT
{
{ PRZEDMIOT OBRABIANY
{ WALEC D140.000 L255.000
{ MATERIAŁ "N\Aluminium"
{
{ WRZECIONO GŁÓWNE Z PRZEDM. OBRABIANYM
{ UCHWYT TOKARSKI "Uchwyt tokarski\Uchwyt szczękowy\KFD-HS 250"
{ SZCZĘKA STOPNIOWA "Szczęka\Szczęka stopniowa\WM-160_200-22.000"
{ RODZAJ ZAMOCOWANIA MOCOWANIE ZEWNĘTRZNE STOPNIOWANY WEWNĄTRZ
{ GŁĘBOKOŚĆ ZAMOCOW. E32.000
{{ Prawa powierzchnia przedmiotu obrab.: Z+0395.000
{
{
{ KONIK
{ POZYCJA KONIKA Z+1095.000
{
{ AKTUALNE NARZĘDZIE T01
{ NARZĘDZIA
{ T01 "DIN69880 V 30\Nóż kątowy lewy\CL-SCLCL-2020 L 1208 ISO30"
{ T02 "DIN69880 V 30\Nóż do gwintów lewy\TL-LHTL-2020 L 60 3.00 ISO30"
{ T03 "DIN69880 V 30\Nóż do gwintów wewn. zaosiowy\TI-ITTL-2016 L 60 3.00 ISO30"
{ T04 "DIN69880 V 30\Nóż kątowy lewy\CL-SDJCL-2020 L 1208 ISO30"
{ T05 "DIN69880 V 30\Nawiertak (B)\DR-12.00 044 R HSS ISO30"
{ T06 PUSTY
{ T07 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 03.5-0 ISO30"
{ T08 PUSTY
{ T09 "DIN69880 V 30\Wiertło kręte\DR-30.00 140 R HSS ISO30"
{ T10 PUSTY
{ T11 PUSTY
{ T12 PUSTY
{ T13 PUSTY
{ T14 "DIN69880 V 30\Nóż wewn. do tocz. poprz. zaosiowy\RI-GHILL-1616 L 04.00 ISO30"
{ T15 PUSTY
{ T16 "DIN69880 V 30\Wytaczak zaosiowy\BI-SVQBL-1010 L 0702 ISO30"
{
{ WARTOŚCI KOREKCJI
{ D01 T01 Q3 R000.800 X+070.000 Z+0045.000 G000.000 E005.005 I-000.800 K-000.800 A+004.375 L011.855 N01
{ D02 T02 Q8 R000.433 X+070.000 Z+0042.799 G000.000 E000.000 I-000.433 K+000.000 A+000.000 L000.000 N01
{ D03 T03 Q6 R000.433 X-010.500 Z+0150.000 G000.000 E000.000 I+000.433 K+000.000 A+000.000 L000.000 N01
{ D04 T04 Q3 R000.800 X+070.000 Z+0045.000 G000.000 E032.178 I-000.800 K-000.800 A+002.372 L010.785 N01
{ D05 T05 Q7 R000.000 X+000.000 Z+0115.000 G012.000 E045.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D06 T06 Q7 R000.000 X+000.000 Z+0115.000 G012.000 E045.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D07 T07 Q3 R000.200 X+060.000 Z+0041.550 G003.500 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
{ D08 T08 Q2 R000.200 X-010.789 Z+0170.000 G000.000 E052.174 I+000.200 K-000.200 A+002.721 L007.540 N01
{ D09 T09 Q7 R000.000 X+000.000 Z+0225.000 G030.000 E059.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D10 T10 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D11 T11 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D12 T12 Q2 R000.200 X-010.789 Z+0170.000 G000.000 E052.174 I+000.200 K-000.200 A+002.721 L007.540 N01
{ D13 T13 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D14 T14 Q1 R000.200 X-021.800 Z+0155.000 G004.000 E000.000 I+000.200 K+000.200 A+000.000 L012.800 N01
{ D15 T15 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D16 T16 Q2 R000.200 X-010.789 Z+0170.000 G000.000 E052.174 I+000.200 K-000.200 A+002.721 L007.540 N01
{
{ PKTY ZEROWE PRZEDM.
{{ Prawa powierzchnia przedmiotu obrab.: Z+0395.000
{ G54 X+000.000 Z+0393.000
{
{)
N0005 G54 G90 G95
N10 G0 X200 Z200
N15 T1 D1
N20 LIMS=1500
N25 G96 S150 M4
N30 X142 Z.2
N35 G1 X-2,2 F.2
N40 G0 Z2
N45 G0 X132
N50 G1 Z-72 F.3
N55 G1 X136.4
N60 G1 Z-94
N65 G1 X138
N70 G0 Z2
N75 G0 X124
N80 G1 Z-72
N85 G1 X136
N90 G0 Z2
N95 G0 X116
N100 G1 Z-72
N105 G1 X136
N110 G0 Z2
N115 G0 X108
N120 G1 Z-72
N125 G1 X136
N130 G0 Z2
N135 G0 X100
N140 G1 Z-72
N145 G1 X136
N150 G0 Z2
N155 G0 X92
N160 G1 Z-72
N165 G1 X136
N170 G0 Z2
N175 G0 X84
N180 G1 Z-72
N185 G1 X136
N190 G0 Z2
N195 G0 X76.4
N200 G1 Z-72
N205 G1 X136
N210 G0 Z2
N215 G1 X136.4 Z-94
N220 G1 Z-72 RND=7.5
N225 X76.4
N250 G1 X76.4 Z-3
N250 G1 X69.4 Z1
N230 G1 Z3 X80
N230 G1 X140 Z-72
N235 G1 X136.4 Z-94
N240 G1 Z-72 X136.4 RND=15
N245 X76.4
N250 G1 X76.4 Z-5
N260 G1 Z1 X64.4
N260 G0 Z2 X71.4
N265 G0 X200 Z200
N270 T4 D1
N275 G0 Z2 X76
N280 G1 Z-72
N285 G1 X136 Z-72
N285 G1 X136 Z-94
N290 G1 Z-74 X136 RND=15
N295 X76
N300 Z-5
N305 X140 Z-5
N310 G0 X144 Z-94 G41
N315 G1 X136 Z-94
N320 G1 Z-72 X136 RND=15
N325 G1 X76
N330 G1 Z-5
N335 G1 X64 Z1
N340 G40 Z5 X65
N350 G0 X200 Z200
N355 T5 D1
N370 G96 S150 M3
N375 G0 X0 Z4
N380 G1 X0 Z-20
N385 G1 X0 Z4
N390 G0 X200 Z200
N395 T9 D1
N400 G96 S150 M3
N405 G0 X0 Z4
N410 G1 X0 Z-77.611
N415 G1 X0 Z4
N420 G0 X100 Z100
N425 T16 D1
N430 G96 S150 M4
N435 G0 X100 Z4
N440 G0 X38 Z4
N445 G1 Z-70
N450 G1 X10
N455 G0 X10 Z4
N460 G1 X46
N465 G1 Z-70
N470 G1 X10
N475 G0 X10 Z4
N480 G0 X51.9 Z4
N485 G1 Z-70
N490 G1 X10
N495 G0 X10 Z4
N495 G1 X51.9 Z-3.5
N610 G1 X59.9 Z0.5
N610 G0 X100 Z100
N615 T14 D1
N430 G96 S150 M4
N620 G0 X40 Z4
N620 G1 Z-70
N635 G1 X56
N640 G0 X40
Dalej chyba powinienem zrobic gwint ale kompletnie nie wiem jak sie go robi. Punkt zerowy wstawilem oczywiście tam gdzie narysowalem osie.Prosze bardzo o pomoc i z góry dziekuje!
-
 CNCRob
CNCRob
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1319
- Rejestracja: 24 cze 2007, 20:42
- Lokalizacja: Świdwin / Worcester
ganzi, dziekuję bo już mi się nie chce wkoło tego samego pisać.
presiozo, przestudiuje to po południu i jeśli do tej pory nikt się nie zainteresuje to postaramy się z tego coś ukleić.
presiozo, przestudiuje to po południu i jeśli do tej pory nikt się nie zainteresuje to postaramy się z tego coś ukleić.
- Heidenhain - Siemens - Fanuc -
Able to use the following programmes: FANUC Series 18i-TB, FANUC O-T, SIEMENS SINUMERIC 810D & 840D, ShopMILL, ShopTURN, ManualTURN, HEIDENHAIN CNC ISO, DIN PLUS and TURN PLUS (CNC PILOT) and many more.
Able to use the following programmes: FANUC Series 18i-TB, FANUC O-T, SIEMENS SINUMERIC 810D & 840D, ShopMILL, ShopTURN, ManualTURN, HEIDENHAIN CNC ISO, DIN PLUS and TURN PLUS (CNC PILOT) and many more.






