#4
Post
napisał: mateu5 » 21 lut 2016, 20:25
%_N_KOLEK_MPF
;$PATH=/_N_MPF_DIR
G40 G90 DIAMON
LIMS=2000
; PLANOWANIE + TOCZENIE ZGRUBNIE
; NOZ NA PYTKI WNMG080404
T1 D1
G96 S260 M4 F0.16 G54
G0 X20 Z0.3
G1 X-0.8
G1 Z2
G0 X16 Z2
CYCLE95("l01",1,0.1,0.6,0,0.16,0.16,0.16,1,0,0,0)
G0 X300 Z200
; PLANOWANIE + TOCZENIE WYKONCZENIE
; NOZ VBMT160404
T2 D1
G96 S280 M4 F0.12 G54
G0 X20 Z0
G1 X-0.8
G1 Z2
G0 X16 Z2
G42
L01
G40
G0 X300 Z200
; TOCZENIE KANALKA
; NOZ DO ROWKOWANIA - PLYTKA L1.2MM R0.1
T3 D1
G96 S120 M4 F0.04 G54
G0 X11 Z-36
G1 X8
G04 S2
G1 X11 F1
G0 Z-35.7
G1 X8 F0.06
G04 S2
G1 X11 F1
G0 X300 Z200
; ODCIECIE + PROMIEN R6
; NOZ DO ROWKOWANIA - PLYTKA L2.. R0.1
; ZBAZOWANE PRAWE NAROZE
T4 D1
G96 S140 M4 F0.07 G54
G0 X17 Z-46
G1 X14.7
G0 X17
G0 Z-47
G1 X13.3
G0 X17
G0 Z-48
G1 X11
G0 X17
G0 Z-49
G1 X3.8
G0 X17
;WYKONCZENIE
G0 Z-42
G1 X15.5
G1 Z-45 G42
G3 X4 Z-49 CR=6
G1 X0
G0 X17 G40
G0 X300 Z200
M30
%_N_L01_SPF
;$PATH=/_N_SPF_DIR
G0 X9 Z0
G1 X10 Z-0.5
G1 Z-45
G1 X15.5 RND=0.1
G1 Z-51
G1 X16
M17
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.
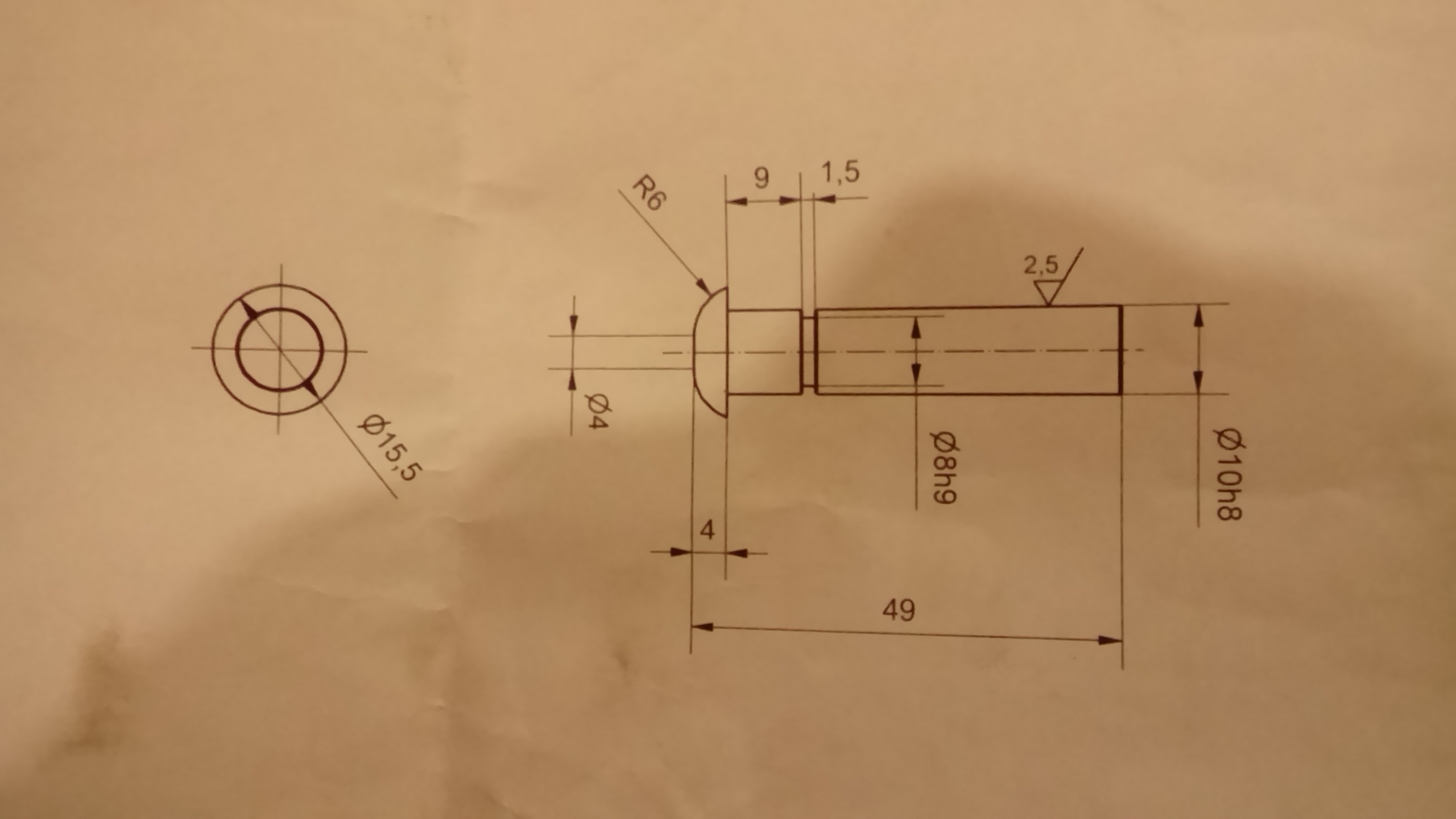 wytaczania z pręta 16f
wytaczania z pręta 16f 






")






