



")
witam,
Jak najlepiej zrobić kule na tokarce cnc ze sterowaniem sinumerik 840D ?
Kula


-
apacz514
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 4
- Posty: 226
- Rejestracja: 23 lut 2013, 20:21
- Lokalizacja: Lubelskie
i co wyjdzie z tego ??? po to jest shoturn żeby z niego korzystac rysujesz kontur i operacja obrubki poszło i tak do końca nie wyjdzie bo zostanie dzyndzelek po obcięciu
Niema rzeczy niemożliwych czasem potrzeba tylko więcej czasu....sinumeric 840..ctx 310 v3 eco, dmc 635 ,nef400,durma 30160, trumpf 3030 ...fanuc 0i
-
apacz514
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 226
- Rejestracja: 23 lut 2013, 20:21
- Lokalizacja: Lubelskie
Pytanie było inne a nie winnc simulator. można tak samo napisać w g-kodzieRadny3d pisze:witam,
Jak najlepiej zrobić kule na tokarce cnc ze sterowaniem sinumerik 840D ?
Niema rzeczy niemożliwych czasem potrzeba tylko więcej czasu....sinumeric 840..ctx 310 v3 eco, dmc 635 ,nef400,durma 30160, trumpf 3030 ...fanuc 0i
-
Endrju76
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 351
- Rejestracja: 30 wrz 2008, 21:17
- Lokalizacja: Śląsk
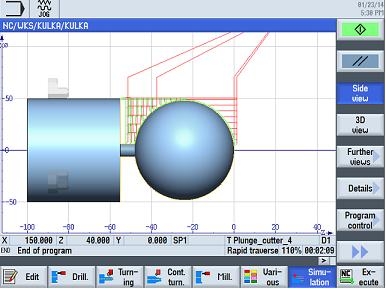
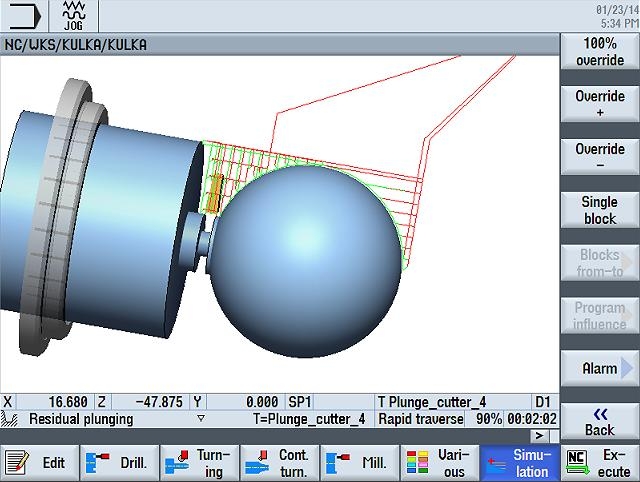
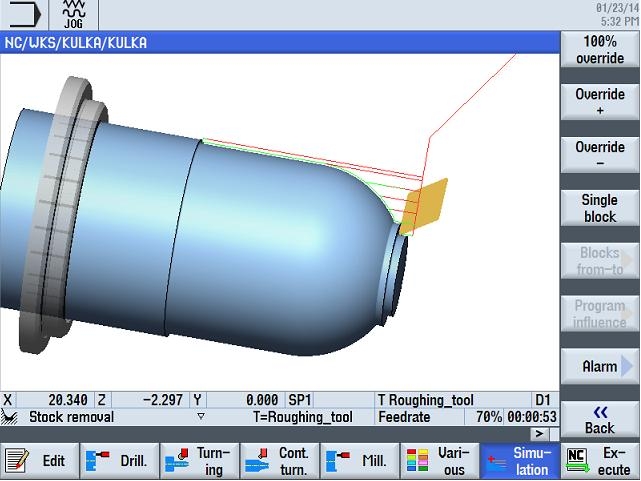
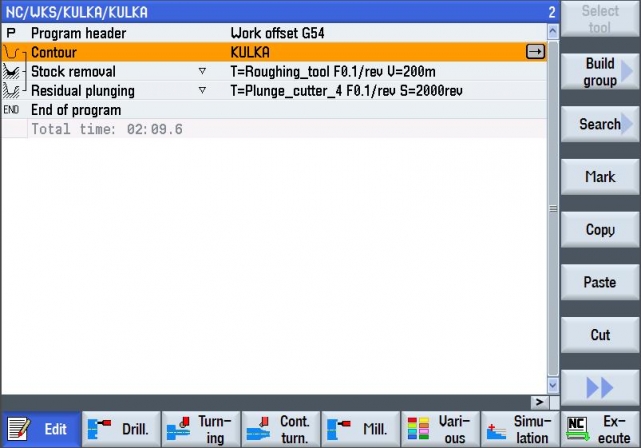
Do wykonania konturów mamy CYCLE95 i za pomocą tego cyklu można wykonać nawet w WINNC taki element
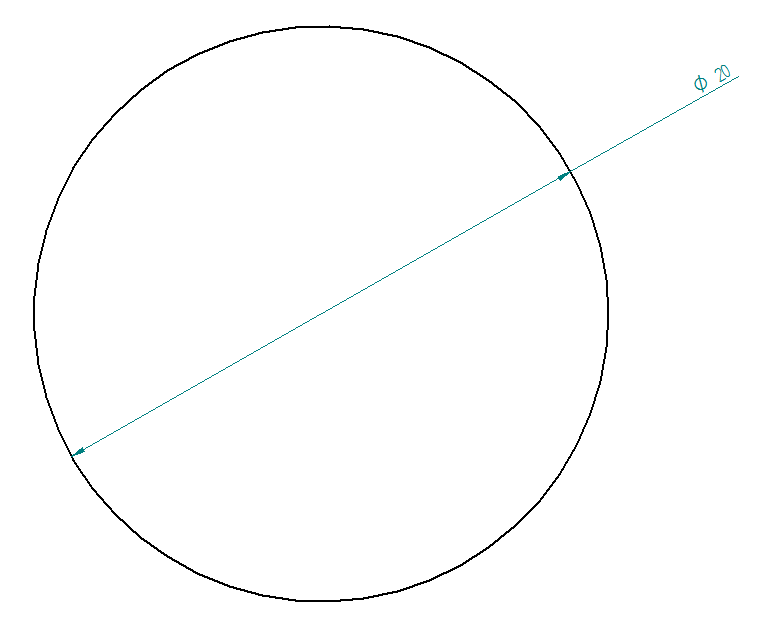
KULAFI20
N5 G90
N10 G54
N15 T1 D1 ;wykanczak
N20 S1500 F0.3 M4
N25 G0 X20.5 Z5
N30 G1 Z-40
N35 G0 X21 Z2
N40 CYCLE95("fi20",4,0,0,0.1,0.2,0.2,0.2,9,0,0,0)
N45 G1 X30
N50 G0 X100 Z100
N55 T2 D1 ;do rowkowania
N60 S1200 F.3 M4
N65 G0 X25 Z-20
N70 G1 X21 Z-29
N75 CYCLE95("fi20l",4,0,0,0.2,0.2,0.2,0.1,9,0,0,0)
N80 G0 X100
N85 G0 Z100
N90 M30
FI20.SPF
N5 G1 X0 Z0
N10 G3 X20 Z-10 CR=10
N15 G1 X25 Z-22
N20 M17
FI20L.SPF
N5 G1 X2 Z-24
N10 G1 X0 Z-20
N15 G2 X20 Z-10 CR=10
N20 G1 X20 Z-8
N25 M17
sprawdzone
KULAFI20
N5 G90
N10 G54
N15 T1 D1 ;wykanczak
N20 S1500 F0.3 M4
N25 G0 X20.5 Z5
N30 G1 Z-40
N35 G0 X21 Z2
N40 CYCLE95("fi20",4,0,0,0.1,0.2,0.2,0.2,9,0,0,0)
N45 G1 X30
N50 G0 X100 Z100
N55 T2 D1 ;do rowkowania
N60 S1200 F.3 M4
N65 G0 X25 Z-20
N70 G1 X21 Z-29
N75 CYCLE95("fi20l",4,0,0,0.2,0.2,0.2,0.1,9,0,0,0)
N80 G0 X100
N85 G0 Z100
N90 M30
FI20.SPF
N5 G1 X0 Z0
N10 G3 X20 Z-10 CR=10
N15 G1 X25 Z-22
N20 M17
FI20L.SPF
N5 G1 X2 Z-24
N10 G1 X0 Z-20
N15 G2 X20 Z-10 CR=10
N20 G1 X20 Z-8
N25 M17
sprawdzone
Endrju
Zaznacz "POMÓGŁ" - to nie boli
Zaznacz "POMÓGŁ" - to nie boli






