




Próbuję wytoczyć szczeki miękkie na tornado
Sterowanie Fanuc 21i
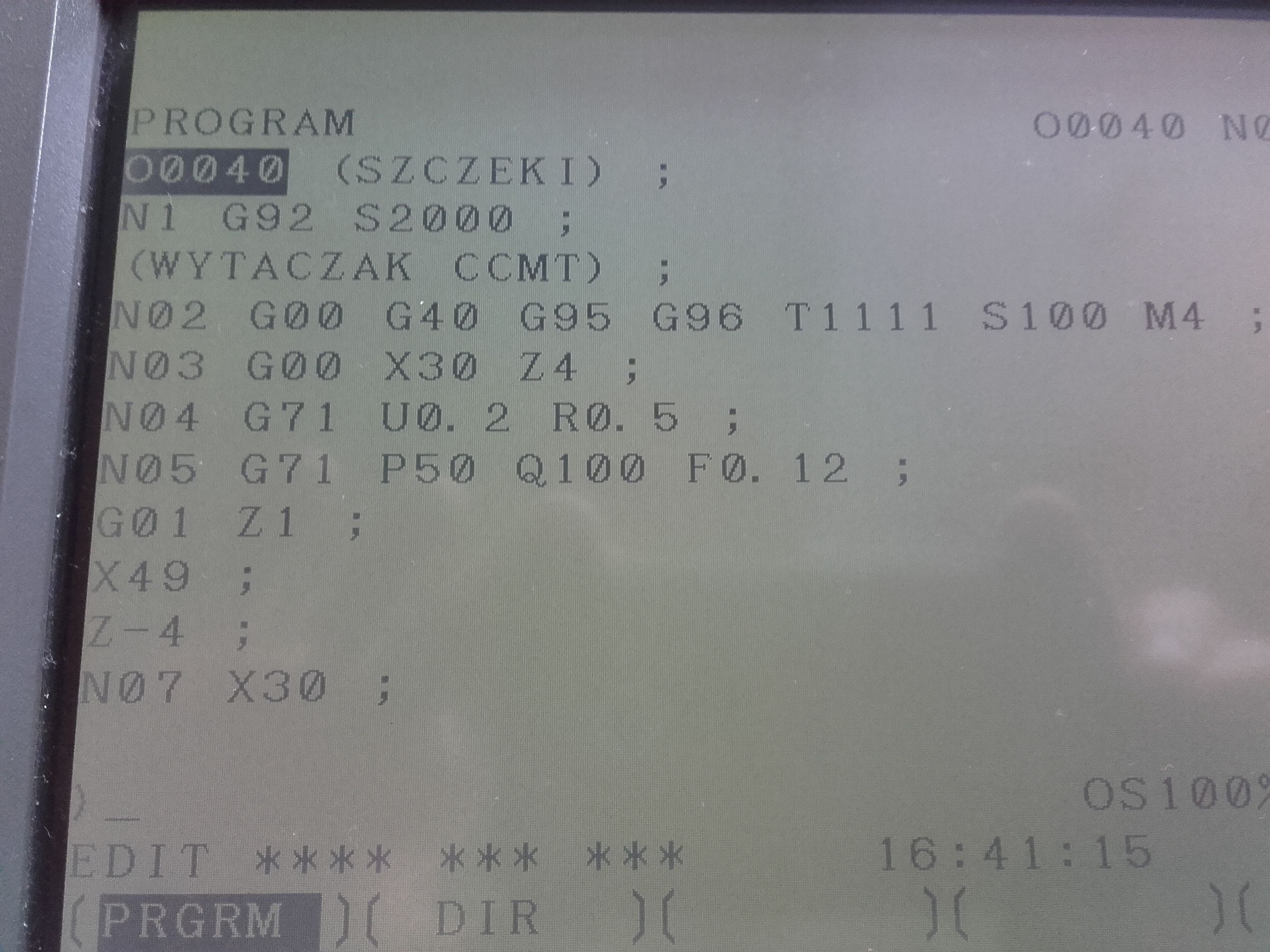
Napisałem tak jak na załaczniku
Ma wytoczyć na średnicę 49 i na -4 głęboko
Ale dojeżdżając do x30 na G00 , chcąć właczyć następny blok wywala alarm
O co kaman??
 [img]http:
[img]http: [ Dodano: 2017-08-01, 19:35 ]
[center][/center]



")
")






