



Hej mam pytanie czy ma ktoś program na wykonanie kieszeni w makro?? chodzi mi o to żeby program był tak stworzony żeby frez wykonał dowolną kieszeń opisaną konturem .
czy jest to w ogóle możliwe ??np:
X-43.03Y284.77
Z-3.09
G1Z-8.09F2000
G41Y280.27D09F500
X-5.28
G3X-2.28Y283.27R3.
G1Y313.54
G3X-3.90Y316.20R3.
G2X-4.97Y317.98R2.
G1Y325.98
G2X-3.90Y327.75R2.
G3X-2.28Y330.42R3.
G1Y337.54
G3X-3.90Y340.20R3.
G2Y343.75R2.
G3X-2.28Y346.42R3.
G1Y350.12
G3X-4.63Y353.05R3.
G2X-6.22Y353.99R3.
G3X-8.77Y354.99R3.
G2X-10.75Y356.06R2.
G3X-13.42Y357.68R3.
G1X-29.64
G3X-32.30Y356.06R3.
G2X-35.85R2.
G3X-38.52Y357.68R3.
G1X-54.74
G3X-57.40Y356.06R3.
G2X-60.95R2.
G3X-63.62Y357.68R3.
G1X-78.42
G3X-81.35Y355.33R3.
G2X-82.53Y353.54R3.
G3X-83.78Y351.10R3.
G1Y283.27
G3X-80.78Y280.27R3.
G1X-43.03
G40Y284.77
G0Z5.00
z góry dziękuje
Makro


-
PiRo_man
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 329
- Rejestracja: 23 sie 2010, 21:32
- Lokalizacja: Świerklany
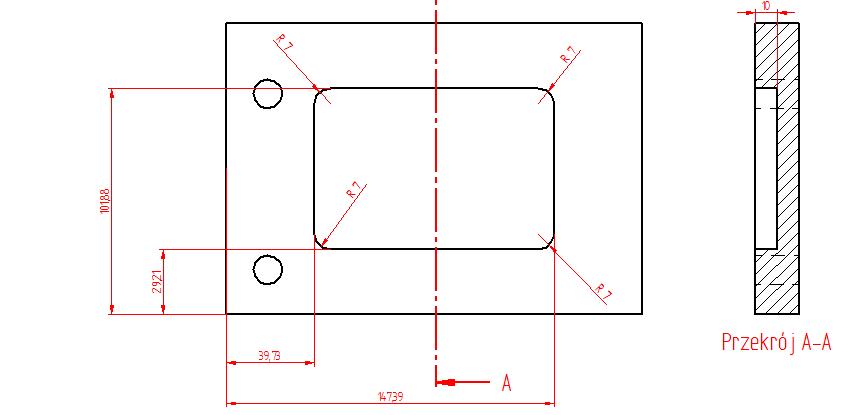
Zamiast przedstawiać kod programu lepiej by było przedstawić rysunek techniczny, ewentualnie uzupełniony kodem. Oczywiście że jest to możliwe. Aktualnie na maszynach na których pracuję napisałem makrodefinicję pogłębień otworów, planowania blach, fazowania otworów, oraz frezowania wyspy. Mam w planach jeszcze napisać frezowanie gwintu. Z kieszenią było by podobnie jak z wyspą, tylko od wewnętrznej strony.
Spróbuj sam to napisać, w razie czego służę pomocą.
Spróbuj sam to napisać, w razie czego służę pomocą.
-
PiRo_man
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 329
- Rejestracja: 23 sie 2010, 21:32
- Lokalizacja: Świerklany
Tak w ogóle masz jakiekolwiek pojęcie chociażby teoretyczne o pisaniu Makro? Wiesz jak definiować zmienne? Jakiego są typu (zakresy, od zmiennych lokalnych po stałe)? Potrafisz wywołać makro z parametrami wejściowymi? Masz jakieś doświadczenie w algorytmice?
Tu masz prostą makrodefinicję mojego autorstwa:
Na tej podstawie spróbuj napisać makro które potrzebujesz. Jak już wcześniej pisałem, jakbyś miał jakieś problemy bądź pytania to jestem do dyspozycji.
Tu masz prostą makrodefinicję mojego autorstwa:
Kod: Zaznacz cały
%
O7301(*** FAZY OTWOROW ***)
(A - SREDNICA OTWORU)
(B - GLEBOKOSC ZEJSCIA)
#4=#5003
#28=2*[#[13000+#4111]]
(#28 - SREDNICA FAZOWNIKA)
#29=#1/2
(#29 - PROMIEN NOMINALNEGO OTWORU)
#31=600(NOMINALNY POSUW)
#32=[[#31*[#1-#28]]/#1]
(#32 - POSUW OBROBKI KOLOWEJ)
G1Z#2F1111
G1G41X#29Y0.F[#32/2]
G3X#29Y0.I-#29J0.F#32
G1G40X0.Y0.F1111
G1Z#4F2222
M99
%-
elipsesmi
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 265
- Rejestracja: 02 lut 2011, 17:53
- Lokalizacja: Katowice
no właśnie nie mam bladego pojecie... wiec raczej sam tego nie napisze:P generuje programy w camie , no i często gęsto programy zajmują mnóstwo miejsca w pamięci , i muszę dzielić programy na operacje, zrobię 1 operację , zgrywam program, następnie wgrywam z 2 operacji itd... no i szukam ułatwienia tego problemu, makro by mi bardzo pomogło:)
-
PiRo_man
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 329
- Rejestracja: 23 sie 2010, 21:32
- Lokalizacja: Świerklany
Zamiast makro może skorzystasz z podprogramu? Będziesz miał łatwiej bo w przypadku jakichkolwiek błędów czy problemów będziesz w stanie sobie sam poprawić kod.
Makro na frezowanie kieszeni czy wyspy mógłbym napisać, jednak potrzebował bym trochę czasu na samo jego napisanie, testy, oraz poprawki (nie piszę "ewentualnie" bo na pewno jakieś poprawki trzeba będzie wprowadzić). Także dopóki sam tego nie będę potrzebował, to raczej nie będzie mi się chciało tego pisać. Ale jak już napiszę, to na pewno wstawię pełną i w stu procentach sprawdzoną i działającą wersję.
Pozdrawiam
Makro na frezowanie kieszeni czy wyspy mógłbym napisać, jednak potrzebował bym trochę czasu na samo jego napisanie, testy, oraz poprawki (nie piszę "ewentualnie" bo na pewno jakieś poprawki trzeba będzie wprowadzić). Także dopóki sam tego nie będę potrzebował, to raczej nie będzie mi się chciało tego pisać. Ale jak już napiszę, to na pewno wstawię pełną i w stu procentach sprawdzoną i działającą wersję.
Pozdrawiam
-
artur235
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 271
- Rejestracja: 09 lut 2010, 19:40
- Lokalizacja: SE
Po pierwsze przeglądnij instrukcję, w instrukcjach do centrów HAAS jest to bardzo ładnie opisane.elipsesmi pisze:no właśnie nie mam bladego pojecie... wiec raczej sam tego nie napisze
Po drugie makra nie są takie straszne jak Ci się wydaje, pod warunkiem że zrozumiesz o co chodzi
W razie czego pytaj.
Miej na uwadze że coś (sonda pomiarowa, cykle producenta) może już wykorzystywać makra i niektóre zmienne # mogą być zajęte.
-
 zflaczały
zflaczały
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 138
- Rejestracja: 07 gru 2006, 17:14
- Lokalizacja: sandefjord norge
dawno temu wyskrobałem makra na frezowanie otworów po spirali, założenie było takie że zagłębiam się na pełna głębokość roboczą freza we wcześniej wywiercony otwór i po spirali z niewielkim "wcięciem" rozwiercam otwór w technologii HIGH SPEED, działa super.
dwa zastrzeżenia:
1) napisane to było na centrum tokarsko-frezerskie więc w płaszczyźnie XY x jest napisany na x2=Dr, na konwencjonalna frezarkę trzeba sobie to przepisać
2) wymaga szybkiego sterownika, jeśli sterownik muli program przystaje na końcu bloku
%
O8090(POCKET ZY)
G19
G40
G98
#130=#5001
#131=#5004
#132=#5002
#110=#7-#2
#115=#110/2
#116=#3*2
WHILE[#110LE0]DO1
#3000=1(ERROR D OR B)
END1
#111=#110/#116
#114=FIX[#111]
WHILE[#111LT1]DO1
#3000=2(ERROR C)
END1
G52Y#131Z#132
G0X#5
#112=#3
#113=#112/2
#112=-1*#112
#149=1
GOTO10
N1
#149=#149+1
WHILE[#112LT0]DO1
#112=-1*#112
#112=#112+#3
#113=#113+#3
GOTO10
END1
WHILE[#112GT0]DO1
#112=#112+#3
#113=#113+#3
#112=-1*#112
GOTO10
END1
M0
N2
#111=#114
WHILE[#112LT0]DO1
#112=-1*#112
#113=#115-[[#115-#112]/2]
#112=#115
GOTO10
END1
WHILE[#112GT0]DO1
#113=#115-[[#115-#112]/2]
#112=#115
#112=-1*#112
GOTO10
END1
M0
N10
G3Y#112R#113F#9
IF[#149LT#114]GOTO1
IF[#111GT#114]GOTO2
IF[#111EQ#114]GOTO3
N3
#149=0
N4
#149=#149+1
WHILE[#112LT0]DO1
#112=#115
#113=#115
GOTO20
END1
WHILE[#112GT0]DO1
#112=#115
#112=-1*#112
#113=#115
GOTO20
END1
N20
G3Y#112R#113F#11
IF[#149LT2]GOTO4
G3Y0.R#115F#9
G1Y0.Z0.F#9
G0X#130
G52Y0.Z0.X0.
G28V0.
G18
M99
%
########
%
O8091(POCKET XY)
G17
G40
G98
(X)
#130=#5001
(Y)
#131=#5004
(Z)
#132=#5002
#110=#7-#2
#115=#110/2
#116=#3*2
WHILE[#110LE0]DO1
#3000=1(ERROR D OR B)
END1
#111=#110/#116
#114=FIX[#111]
WHILE[#111LT1]DO1
#3000=2(ERROR C)
END1
G52Y#131X#130
G0Z#5
#112=#3
#113=#112/2
#112=-1*#112
#149=1
GOTO10
N1
#149=#149+1
WHILE[#112LT0]DO1
#112=-1*#112
#112=#112+#3
#113=#113+#3
GOTO10
END1
WHILE[#112GT0]DO1
#112=#112+#3
#113=#113+#3
#112=-1*#112
GOTO10
END1
M0
N2
#111=#114
WHILE[#112LT0]DO1
#112=-1*#112
#113=#115-[[#115-#112]/2]
#112=#115
GOTO10
END1
WHILE[#112GT0]DO1
#113=#115-[[#115-#112]/2]
#112=#115
#112=-1*#112
GOTO10
END1
M0
N10
G3Y#112R#113F#9
IF[#149LT#114]GOTO1
IF[#111GT#114]GOTO2
IF[#111EQ#114]GOTO3
N3
#149=0
N4
#149=#149+1
WHILE[#112LT0]DO1
#112=#115
#113=#115
GOTO20
END1
WHILE[#112GT0]DO1
#112=#115
#112=-1*#112
#113=#115
GOTO20
END1
N20
G3Y#112R#113F#11
IF[#149LT2]GOTO4
G3Y0.R#115F#9
G1Y0.X0.F#9
G0Z#132
G52Y0.Z0.X0.
G28V0.
G18
M99
%
dwa zastrzeżenia:
1) napisane to było na centrum tokarsko-frezerskie więc w płaszczyźnie XY x jest napisany na x2=Dr, na konwencjonalna frezarkę trzeba sobie to przepisać
2) wymaga szybkiego sterownika, jeśli sterownik muli program przystaje na końcu bloku
%
O8090(POCKET ZY)
G19
G40
G98
#130=#5001
#131=#5004
#132=#5002
#110=#7-#2
#115=#110/2
#116=#3*2
WHILE[#110LE0]DO1
#3000=1(ERROR D OR B)
END1
#111=#110/#116
#114=FIX[#111]
WHILE[#111LT1]DO1
#3000=2(ERROR C)
END1
G52Y#131Z#132
G0X#5
#112=#3
#113=#112/2
#112=-1*#112
#149=1
GOTO10
N1
#149=#149+1
WHILE[#112LT0]DO1
#112=-1*#112
#112=#112+#3
#113=#113+#3
GOTO10
END1
WHILE[#112GT0]DO1
#112=#112+#3
#113=#113+#3
#112=-1*#112
GOTO10
END1
M0
N2
#111=#114
WHILE[#112LT0]DO1
#112=-1*#112
#113=#115-[[#115-#112]/2]
#112=#115
GOTO10
END1
WHILE[#112GT0]DO1
#113=#115-[[#115-#112]/2]
#112=#115
#112=-1*#112
GOTO10
END1
M0
N10
G3Y#112R#113F#9
IF[#149LT#114]GOTO1
IF[#111GT#114]GOTO2
IF[#111EQ#114]GOTO3
N3
#149=0
N4
#149=#149+1
WHILE[#112LT0]DO1
#112=#115
#113=#115
GOTO20
END1
WHILE[#112GT0]DO1
#112=#115
#112=-1*#112
#113=#115
GOTO20
END1
N20
G3Y#112R#113F#11
IF[#149LT2]GOTO4
G3Y0.R#115F#9
G1Y0.Z0.F#9
G0X#130
G52Y0.Z0.X0.
G28V0.
G18
M99
%
########
%
O8091(POCKET XY)
G17
G40
G98
(X)
#130=#5001
(Y)
#131=#5004
(Z)
#132=#5002
#110=#7-#2
#115=#110/2
#116=#3*2
WHILE[#110LE0]DO1
#3000=1(ERROR D OR B)
END1
#111=#110/#116
#114=FIX[#111]
WHILE[#111LT1]DO1
#3000=2(ERROR C)
END1
G52Y#131X#130
G0Z#5
#112=#3
#113=#112/2
#112=-1*#112
#149=1
GOTO10
N1
#149=#149+1
WHILE[#112LT0]DO1
#112=-1*#112
#112=#112+#3
#113=#113+#3
GOTO10
END1
WHILE[#112GT0]DO1
#112=#112+#3
#113=#113+#3
#112=-1*#112
GOTO10
END1
M0
N2
#111=#114
WHILE[#112LT0]DO1
#112=-1*#112
#113=#115-[[#115-#112]/2]
#112=#115
GOTO10
END1
WHILE[#112GT0]DO1
#113=#115-[[#115-#112]/2]
#112=#115
#112=-1*#112
GOTO10
END1
M0
N10
G3Y#112R#113F#9
IF[#149LT#114]GOTO1
IF[#111GT#114]GOTO2
IF[#111EQ#114]GOTO3
N3
#149=0
N4
#149=#149+1
WHILE[#112LT0]DO1
#112=#115
#113=#115
GOTO20
END1
WHILE[#112GT0]DO1
#112=#115
#112=-1*#112
#113=#115
GOTO20
END1
N20
G3Y#112R#113F#11
IF[#149LT2]GOTO4
G3Y0.R#115F#9
G1Y0.X0.F#9
G0Z#132
G52Y0.Z0.X0.
G28V0.
G18
M99
%
ludzi nie ma, jedz drzem
-
PiRo_man
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 329
- Rejestracja: 23 sie 2010, 21:32
- Lokalizacja: Świerklany
Jeżeli chciałeś się pochwalić, to Ci się udało. Jeśli chciałeś komuś pomóc, to wypadało by skomentować kod, nie uważasz? Tym bardziej że sam piszesz, że kod po przerzuceniu na konwencjonalną frezarkę trzeba by przepisać. Twoja makrodefinicja przypomina mi tak zwane "cykle wbudowane", czyli zaprogramowane przez producenta makrodefinicje (tam też nic nie jest skomentowane, bo programista ma z tego korzystać, a nie zastanawiać się co tam się w środku dzieje).zflaczały pisze:dawno temu wyskrobałem makra na frezowanie otworów po spirali, założenie było takie że zagłębiam się na pełna głębokość roboczą freza we wcześniej wywiercony otwór i po spirali z niewielkim "wcięciem" rozwiercam otwór w technologii HIGH SPEED, działa super.
dwa zastrzeżenia:
1) napisane to było na centrum tokarsko-frezerskie więc w płaszczyźnie XY x jest napisany na x2=Dr, na konwencjonalna frezarkę trzeba sobie to przepisać
2) wymaga szybkiego sterownika, jeśli sterownik muli program przystaje na końcu bloku
(...)
Tu masz mój kod na planowanie blachy wierszowaniem XY, również usunąłem komentarze, czy ten kod który widzisz pierwszy raz na oczy wydaje Ci się przejrzysty i zrozumiały:
Kod: Zaznacz cały
%
O7302(
#1=#5003
#2=2*[#[13000+#4111]]
#3=#4-#24
#33=#5-#25
#32=#26+#6
#31=1
IF[#3GT0]THEN#31=0
IF[#31EQ1]GOTO1
#31=1
IF[#33GT0]THEN#31=0
IF[#31EQ0]GOTO2
N1
#3000=1
N2
#30=#33/[#2-3]
#30=FUP[#30]
#29=#33/#30
#28=0
#27=1
IF[#30EQ1]GOTO12
G0X[#4+[#2/2]+5]Y[#25+[#29-[#2/2]]]Z[#26+#6+20]
GOTO13
N12
G0X[#4+[#2/2]+5]Y[#25+[#33/2]]Z[#26+#6+20]
N13
WHILE[#32GT#26]DO1
#32=#32-#17
IF[#32LE#26]GOTO3
G1Z#32F2222
GOTO4
N3
G1Z#26F2222
N4
WHILE[#28LT#30]DO2
IF[#27EQ1]GOTO5
IF[#27EQ0]GOTO6
N5
G1X[#24-[#2/2]-5]F#9
#27=0
GOTO7
N6
G1X[#4+[#2/2]+5]F#9
#27=1
N7
#28=#28+1
IF[#28EQ#30]GOTO8
IF[[#28+1]EQ#30]GOTO11
G1Y[#5002+#29]F3333
GOTO8
N11
G1Y[#5-[#29/2]]F3333
N8
END2
IF[#5003EQ#26]GOTO10
IF[#33LT[#2-3]]GOTO9
G1Z[#5003+20]F2222
G0X[#4+[#2/2]+5]Y[#25+[#29-[#2/2]]]
G1Z[#5003-20]F2222
#27=1
N9
#28=0
N10
END1
G1Z[#26+20]F3000
M99
%





