



witam!
materiał noryl, głębokość do przewiercenia pod kątem około 15mm wiertłem 0,8mm.
klient się upiera by wiercić otwory pod kątem 14 i 17 stopni w narylu, jest to tworzywo sztuczne. całkowita głębokość wiercenia to od 12 do 15mm da tych kątów.
wierła się łamią, zostają w materiale. za pomocą prób i błędów dobrano posów wiertła.
dobrano tulejkę z pasowaniem n7 ścięta pod kątem 12 i 17 stopni.
problem to wszechobecny grat w otworze, ślizgające się wierła po materiale.
z otworu wydostaję się pożniej woda jednak strumień nie wycieka pod zadanym kątem tylko załamuje się o ostra krawędź owalnego otworu lub przykleja się do materiału co jest nieporządane.
obrty wiertarki to 6400 nierególowarne.
czy macie jakiś pmysł na wywiercenie takich otworów, pod takimi kątami tak by jaokość otworu była idealna? do wykonania mam około 300 000 takich otworów rocznie.
dzięki za podpowiedzi.
loczek
wiercenie 0,8mm pod kątem


-
marecki_lo
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 11
- Rejestracja: 21 mar 2011, 01:03
- Lokalizacja: GB
-
loczek
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 12
- Posty: 12
- Rejestracja: 20 mar 2011, 23:14
- Lokalizacja: olkusz
własnie proponuję wstępne nawiercenie poprzez użycie fraza np fi2mm jednak klient się nie zgadza na zmiane tzw ogólnego wyglądu. proponowałem też zastosowanie tzw ścinki materiału wy wiertło udeżało pod kątem np 30-40 stopni jednak również sie nie zgadzają.
wiercenie pod takim kątem jest praktycznie niemożliwe a jeżeli sie wywierci to jest grat, który nawet po naciśnięciu lekko palcem zasłania pół otworu i wtedy woda wylatuje tam gdzie chce a nie pod zadanym kątem.
może jakas inna technologia wykonania otworu fi 0,8mm?
[ Dodano: 2011-03-21, 06:53 ]
a masz jakiegoś linka do frezów o długości roboczej min 20mm i długości całkowitej 40mm?
frez musi być także prowadzony? jeżeli tak to frez na całej długości musi być o średnicy 0,8mm. kolejne utrudnienie.
wiercenie pod takim kątem jest praktycznie niemożliwe a jeżeli sie wywierci to jest grat, który nawet po naciśnięciu lekko palcem zasłania pół otworu i wtedy woda wylatuje tam gdzie chce a nie pod zadanym kątem.
może jakas inna technologia wykonania otworu fi 0,8mm?
[ Dodano: 2011-03-21, 06:53 ]
a masz jakiegoś linka do frezów o długości roboczej min 20mm i długości całkowitej 40mm?
frez musi być także prowadzony? jeżeli tak to frez na całej długości musi być o średnicy 0,8mm. kolejne utrudnienie.
-
loczek
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 12
- Posty: 12
- Rejestracja: 20 mar 2011, 23:14
- Lokalizacja: olkusz
tak wyglada otwór wiercony.
[ Dodano: 2011-03-21, 10:31 ]
proponuję klientowi tak ale nie chcą się zgodzić... jak mam im udowoenić niemożliwość wiercenia takiego otworu? nalezy wykonac podcinke technologiczną jak poniżej, np
[ Dodano: 2011-03-21, 10:33 ]
xcx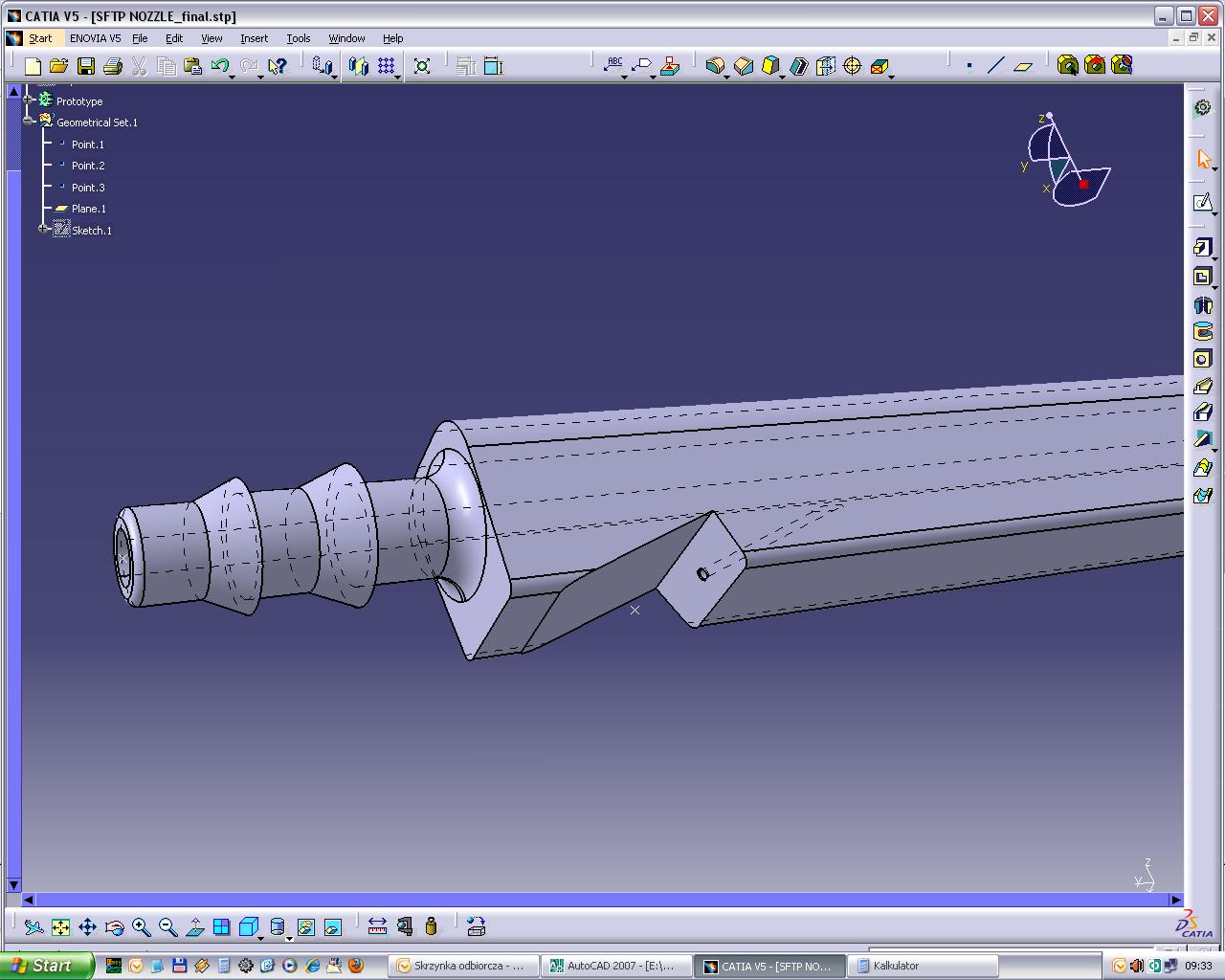
[ Dodano: 2011-03-21, 10:31 ]
proponuję klientowi tak ale nie chcą się zgodzić... jak mam im udowoenić niemożliwość wiercenia takiego otworu? nalezy wykonac podcinke technologiczną jak poniżej, np
[ Dodano: 2011-03-21, 10:33 ]
xcx
- Załączniki
-
- DSCN4262.JPG (30.31 KiB) Przejrzano 3074 razy
-
 FDSA
FDSA
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 678
- Rejestracja: 26 gru 2010, 18:38
- Lokalizacja: Południe
- Kontakt:
Może jak zwykle wygrają pieniądze... strzel że jest to możliwe ale tylko w sposób X za cenę 100Y... a potem ze z podcinką w sposób Z będzie to za cenę 1Y
Tak ironizując chyba znowu wychodzi to że na komputerze super się rysuje a potem pan mgr jeśli nie dr który w życiu młotka w ręce nie miał jest ciężko zdziwiony że się wykonać nie da
Tak ironizując chyba znowu wychodzi to że na komputerze super się rysuje a potem pan mgr jeśli nie dr który w życiu młotka w ręce nie miał jest ciężko zdziwiony że się wykonać nie da
-
oprawcafotografii
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 6105
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
Wiertlo ma 0.8mm wiec najpierw zfrezuj "plac startowy" srednicy 0.8-1mm
i dopiero wiertaj - bedziesz mial przynajmniej z glowy problem wejscia
w material.
A tak wogole to nie zalatwilby sprawy insert metalowy? Rurka powiedzmy
3mm srednicy, wewnetrznie ile tam trzeba - wcisnieta i koncowka zeszlifowana
na rowno?
q
i dopiero wiertaj - bedziesz mial przynajmniej z glowy problem wejscia
w material.
A tak wogole to nie zalatwilby sprawy insert metalowy? Rurka powiedzmy
3mm srednicy, wewnetrznie ile tam trzeba - wcisnieta i koncowka zeszlifowana
na rowno?
q
-
loczek
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 12
- Posty: 12
- Rejestracja: 20 mar 2011, 23:14
- Lokalizacja: olkusz
juz sprawdząłem różne prowadzenia i dociski.
efekt jest taki:
albo topi sie materiał albo występuje uślizg wiertła na materiale, póxniej występuje grat w otwoerze.
stosowałem chłodzenie ale tez nie pomaga, zatyka się strefa między tulejką a wiertłem i mamy strzał wiertła. wykonałem cos takiego i tutaj nie będe miał problemu z wierceniem.
jednak nie chcą się zgodzić.
[ Dodano: 2011-03-21, 11:42 ]
asada
efekt jest taki:
albo topi sie materiał albo występuje uślizg wiertła na materiale, póxniej występuje grat w otwoerze.
stosowałem chłodzenie ale tez nie pomaga, zatyka się strefa między tulejką a wiertłem i mamy strzał wiertła. wykonałem cos takiego i tutaj nie będe miał problemu z wierceniem.
jednak nie chcą się zgodzić.
[ Dodano: 2011-03-21, 11:42 ]
asada
-
 ALZ
ALZ
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 3433
- Rejestracja: 06 sie 2004, 01:42
- Lokalizacja: Śląsk
- Kontakt:
Może załatwi sprawę wiertło z chwytem np. 3 mm i skróconą do niezbędnego minimum częścią roboczą. Wiertła ze spieków są dość sztywne więc może się uda.
A jest możliwe wiercenie ze zmianą narzędzia? Jeśli tak to wiertłem z krótką częścią roboczą np. 3 mm nawiercić, a potem powtórzyć już normalnym wiertłem.
A jest możliwe wiercenie ze zmianą narzędzia? Jeśli tak to wiertłem z krótką częścią roboczą np. 3 mm nawiercić, a potem powtórzyć już normalnym wiertłem.
Ostatnio zmieniony 21 mar 2011, 11:56 przez ALZ, łącznie zmieniany 2 razy.
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 6105
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
Uslizg zalatwi wyrownanie najpierw frezem o srednicy wiertla.loczek pisze:juz sprawdząłem różne prowadzenia i dociski.
efekt jest taki:
albo topi sie materiał albo występuje uślizg wiertła na materiale, póxniej występuje grat w otwoerze....
Topienie obnizenie obrotow i wiertanie z wycyfaniem wiertla,
zeby wiory nie zatykaly .
Co z insertem z rurki metalowej - tez nie moze byc?
A tak poza wszystkim jesli klient nie zgadza sie "bo nie" albo z drugiej
strony nie masz parku maszynowego zeby to zrobic (np. regulacji obrotow)
to czy musisz to robic?
q






