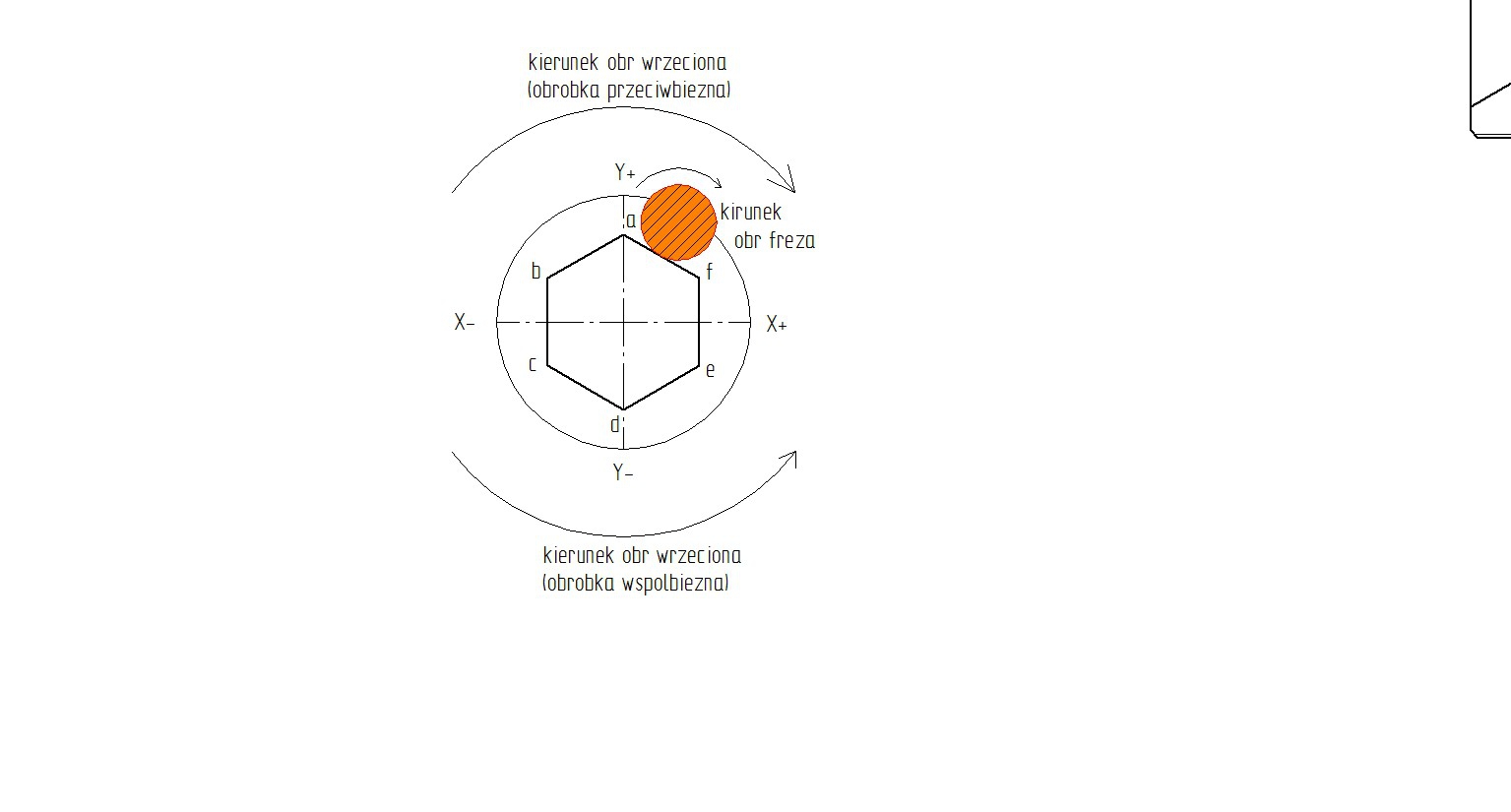
Mam problem z wykonaniem z napędzanego narzędzia szesciokatu na czole walka.Działający program jaki mi się udało stworzyć frezuje przeciwbieżnie z wszystkimi mankamentami takiej obróbki. Wydawało by się ze wystarczy zmodyfikować program tak aby kolejność frezowania była : a f e d c b i będzie obróbka współbieżna ale nie

, program startuje ale wykonuje jakieś dziwne ruchy. Jak zmusić maszynę aby poszła z obróbka współbieżną ?
%391
(szesciokat)
N220 T9 D9 M6 (nap.narz.szesciokat od czola)
N230 G16 R+
N240 G00 X100 Z3
N250 M71
N260 S800 M3 M40
N270 G94 F500
N280 G21 G00 G42 X12.63 Y14.95 M7 (pierwszy wierzch. szesciokata)
N281 G01 X8.63 Y14.95 F100 (a)
N290 X-8.63 (b)
N300 X-17.26 Y0 (c)
N310 X-8.63 Y-14.95 (d)
N320 X8.65 (e)
N330 X17.26 Y0 (f)
N340 X8.63 Y14.95 (a,ostatni wierzch. szesciokata)
N350 G20 G40 G00 X80 Z100
N360 M5 M9
N370 M70
N380 M2




")


")







{kind=link}