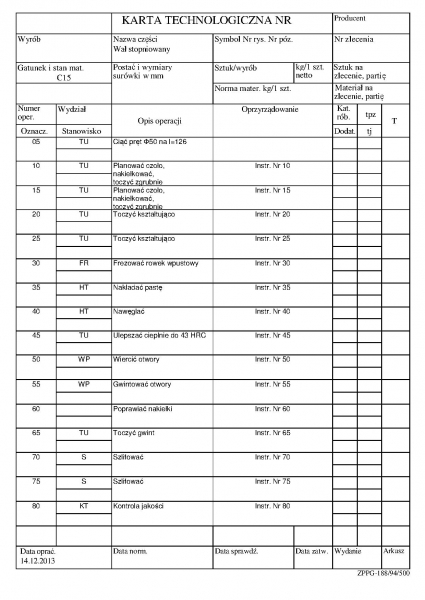
michalczeski pisze:Nawęglanie jest wymagane przez prowadzącego.
co do wiercenia i gwintowania otworów to będą one wykonane w warstwie nie nawęglonej - wcześniej pokrytej pastą (tak zalecił mi prowadzący prowadzącego i powiedział ze mogę tak zrobić)
Za dużo tych prowadzących, jeden nie wie czego chce drugi. Po co nawęglać dla 43HRC?
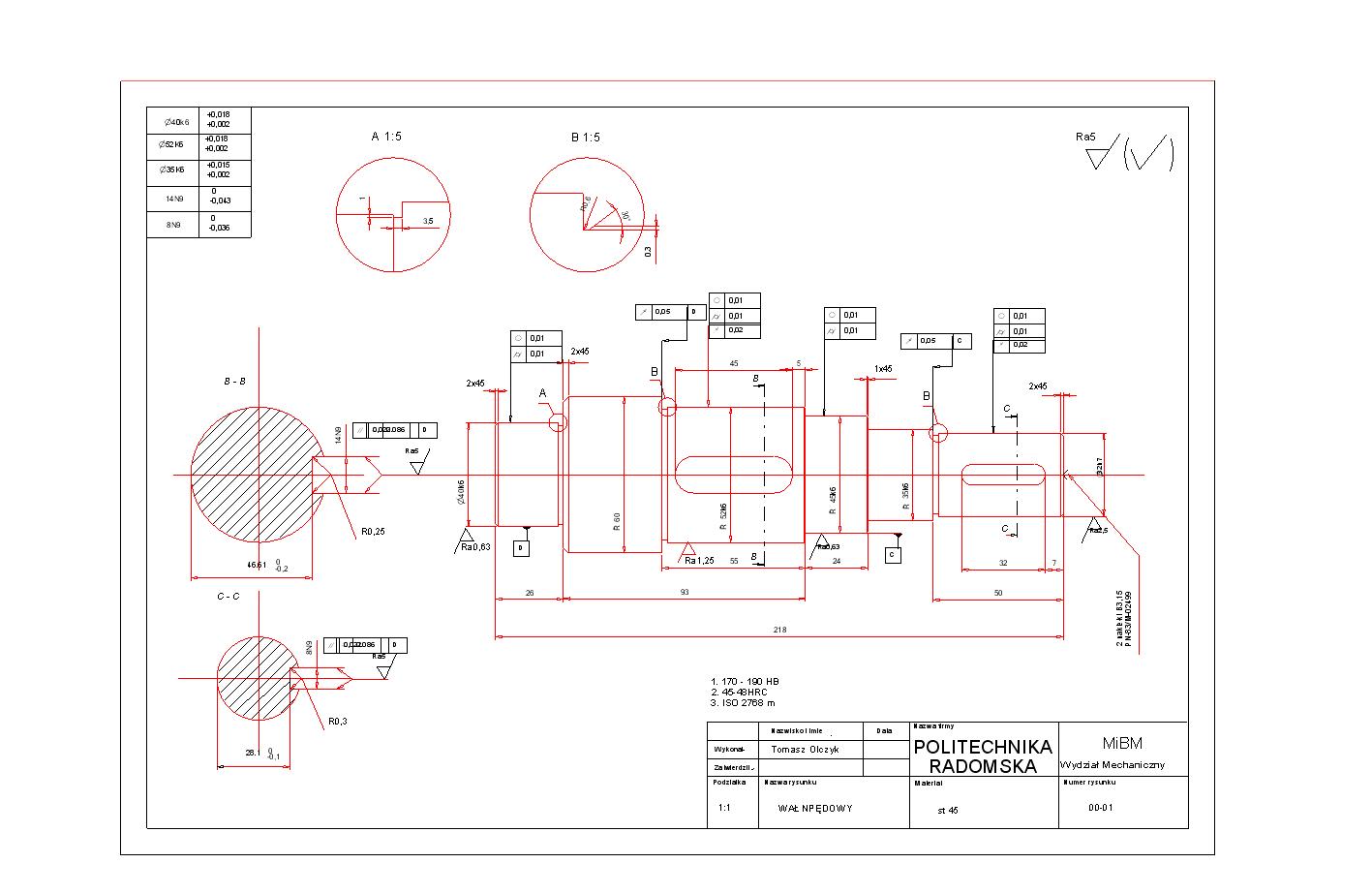
A rysunek kto wymyślił? Ogólnie nie trzyma się to kupy, bo brak konkretnego rysunku.
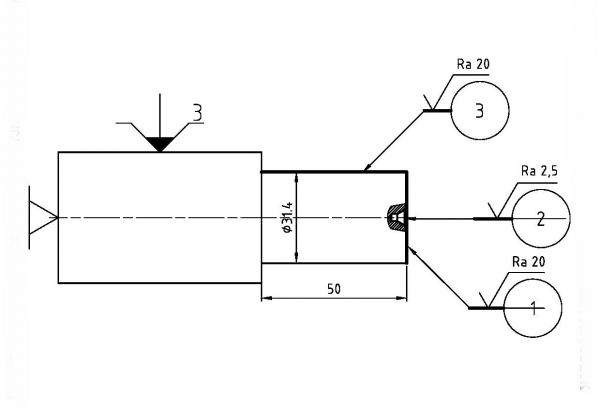
Nie wiadomo co jest wymagane: np po cholerę szlifujesz? Bo tak prowadzący kazał?
To musisz zrobić inny rysunek, żeby było wiadomo, które procesy wynikają z jakich konkretnych potrzeb. Wtedy będzie można ustalić co jest potrzebne, a co nie.
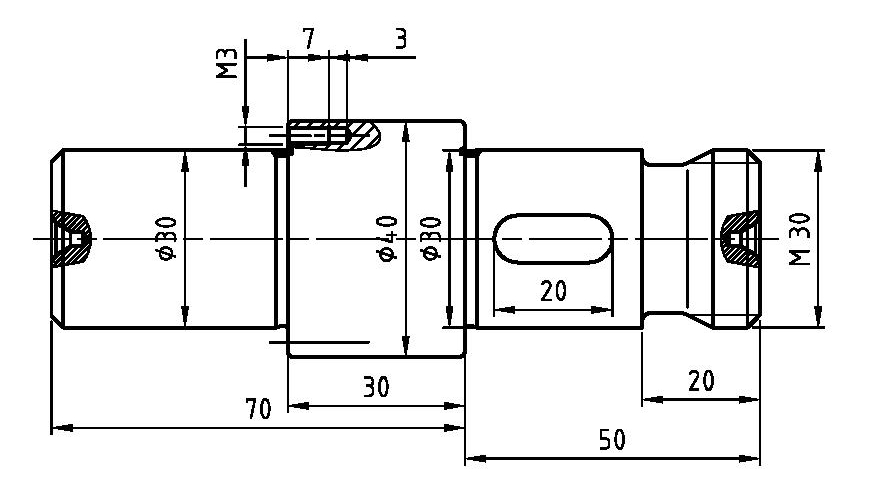
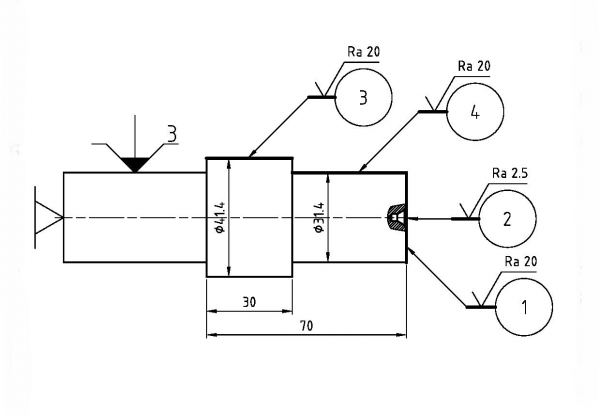
Na rysunku musisz np umieścić wymagania, które zmuszają do danego typu obróbki:
np tolerować odpowiednio czopy, bicie czy umieścić uwagę, że gwinty miękkie itp.
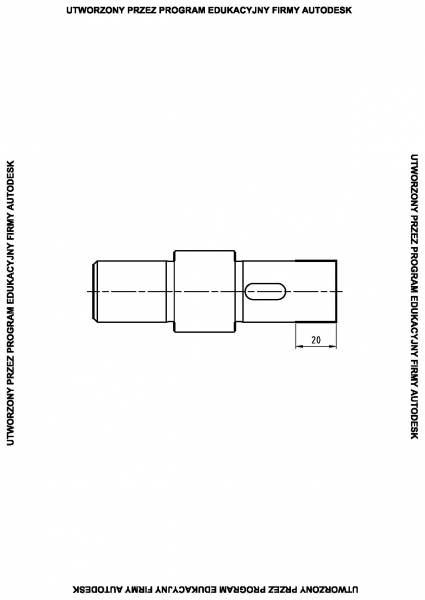
Najpierw dokładny rysunek, a potem procesy do niego.




")



")
")

")