#2
Post
napisał: BYDGOST » 24 sie 2013, 09:42
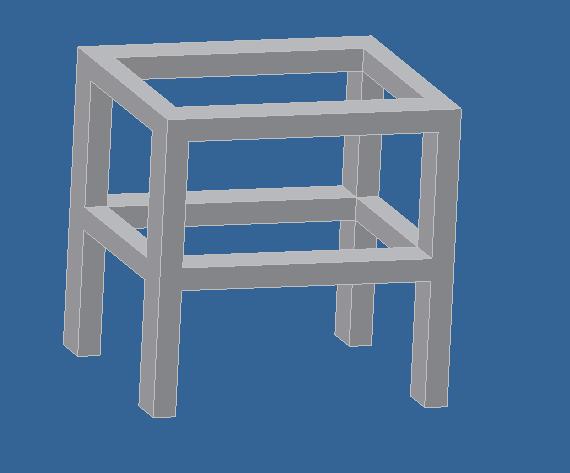
Jeśli pospawasz takie profile i pozamykasz wszystkie przestrzenie to Ci do cynkowania w ogóle nie przyjmą. Biorąc pod uwagę przekrój profilu, to ścianki zajmują niewiele przestrzeni a reszta to powietrze. Gdyby teraz policzyć objętość tej konstrukcji, jaj masę i masę wypartego cynku to się okaże, że to będzie pływać i nie zanurzy się. Poza tym powietrze zamknięte w profilu przy cynkowaniu wytworzy dość spore ciśnienie w środku. Od temperatury wytrzymałość materiału spada i to ciśnienie może spowodować zdeformowanie ścianek. Dlatego chcąc cynkować taką konstrukcję trzeba wykonać w niej otwory technologiczne, które pozwolą na wpłynięcie cynku do środka z jednoczesnym wypuszczeniem powietrza, a przy wyjmowaniu z kąpieli, na wypłynięcie nadmiaru cynku z wnętrza profili. Taka konstrukcja nie może być zanurzana w pozycji poziomej. Wszystkie powierzchnie muszą być pochylone, żeby cynk łatwo spływał, czyli konstrukcję trzeba zawiesić pod ukosem. Otwory muszą być też tak rozmieszczone, żeby nie tworzyły się kieszenie, w których pozostanie jakaś ilość cynku. W sumie to nie jest łatwa sprawa. A do tego dochodzą jeszcze odkształcenia termiczne, o których wspomniałeś na początku. Gdy miałem zamiar cynkować konstrukcje przestrzenne z blach to konsultowałem to z najbliższym mi wykonawcą. Wszystkie wymienione powyżej aspekty, ale co się miało powyginać to i tak się wygięło.
Ostatnio zmieniony 24 sie 2013, 09:51 przez
BYDGOST, łącznie zmieniany 1 raz.
Pomnik Ikara - Ku pamięci dawnego lotniska w Fordonie.




")


")
")
")






