



Witam!
Jakie dobrać parametry do nacinania gwintu M30 o skoku 2 na długości 15? Nie wiem czy dobrze rozumiem, ale jeśli mam obliczone obroty n=700 obr/min to aby uzyskać skok gwintu 2 muszę zadać posuw f=2/700 ? Czy może jakoś inaczej się na to patrzy....
Pozdrawiam
Nacinanie gwintu M30x2


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 12309
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Gwinty, kolego, nacina się za pomocą śruby pociągowej i zamka tej śruby w suporcie, a nie wałka pociągowego (zwanego przez niektórych wałkiem posuwów), który służy tylko do mechanicznego posuwu przy toczeniu, a nie gwintowaniu!
Ustawia się wg tabliczek skoków gwintów dla danej tokarki, poprzez zmianę kół gitary w prostszych modelach, np
http://toolsprofi.pl/allegro/BL-480.pdf str 25,
lub ustawień pokręteł skrzynki posuwów (lub Nortona) oraz zmianę kół gitary jeśli zachodzi taka potrzeba wg tabliczki, w nowocześniejszych, np
http://s2757.chomikuj.pl/ChomikImage.as ... 3K_oU&pv=2 ( http://chomikuj.pl/daturka71/Dokumenty/TUE+-+35 )
niezależnie od obrotów, które ustawiamy w zależności od swoich umiejętności (ale nie 700! i to jeszcze na długości nacinanego gwintu 15mm! jak zrozumiałem)
Ustawialne przełożenie między wrzecionem a śruba pociągową (i wałkiem pociągowym/posuwu) jest bezpośrednie i niezależne od nastawy obrotów (poza nielicznymi konstrukcjami tokarek)
dlatego czy mamy obroty50 czy 250 to nastawiony skok do gwintowania, czy posuw do toczenia ma te sama wartość.
Ustawia się wg tabliczek skoków gwintów dla danej tokarki, poprzez zmianę kół gitary w prostszych modelach, np
http://toolsprofi.pl/allegro/BL-480.pdf str 25,
lub ustawień pokręteł skrzynki posuwów (lub Nortona) oraz zmianę kół gitary jeśli zachodzi taka potrzeba wg tabliczki, w nowocześniejszych, np
http://s2757.chomikuj.pl/ChomikImage.as ... 3K_oU&pv=2 ( http://chomikuj.pl/daturka71/Dokumenty/TUE+-+35 )
niezależnie od obrotów, które ustawiamy w zależności od swoich umiejętności (ale nie 700! i to jeszcze na długości nacinanego gwintu 15mm! jak zrozumiałem)
Ustawialne przełożenie między wrzecionem a śruba pociągową (i wałkiem pociągowym/posuwu) jest bezpośrednie i niezależne od nastawy obrotów (poza nielicznymi konstrukcjami tokarek)
dlatego czy mamy obroty50 czy 250 to nastawiony skok do gwintowania, czy posuw do toczenia ma te sama wartość.
Ostatnio zmieniony 17 sty 2013, 19:36 przez RomanJ4, łącznie zmieniany 6 razy.
pozdrawiam,
Roman
Roman
")
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 12309
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Obawiam się, że takie obroty dla, jak się wydaje, mało doświadczonego(bez urazy) w nacinaniu gwintów kolegi, będą zabójcze. Przynajmiej dla noża.Endrju76 pisze:No to na wrzecienniku ustawiasz 600 obr/min a na skrzynce posuwów ustawiasz skok Metryczny 2 mm/obr zamykasz zamek na suporcie i do roboty
Lepiej niech spróbuje przy duużo niższych.
pozdrawiam,
Roman
Roman
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 12309
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
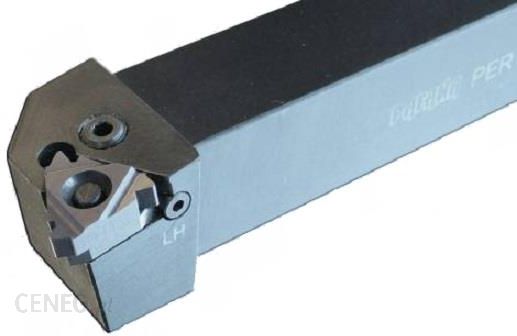
Nóż o kącie wierzchołkowym 60° (55° do gwintów calowych)
-z węglikiem spiekanym lutowanym

 ,
,
- z płytką węglikową składany,
 ,
,
http://www.matbor.pl/index.php/noze-tok ... wania.html
- inny rodzaj

- lub ze stali szybkotnącej HSS (Zwłaszcza do gw. wewnętrznych. Mogą być całe HSS razem z trzonkiem, lub trzonek z innej stali a tylko część robocza ze stali szybkotnącej HSS, lub szybkotnącej kobaltowej HSSCo5, HSSCo8, itd)

Oczywiście jeśli to ma być gwint trójkątny, a nie trapezowy czy innego kształtu bo wtedy i kształt noża jest inny choć materiały te same.
-z węglikiem spiekanym lutowanym
,- z płytką węglikową składany,
,http://www.matbor.pl/index.php/noze-tok ... wania.html
- inny rodzaj
- lub ze stali szybkotnącej HSS (Zwłaszcza do gw. wewnętrznych. Mogą być całe HSS razem z trzonkiem, lub trzonek z innej stali a tylko część robocza ze stali szybkotnącej HSS, lub szybkotnącej kobaltowej HSSCo5, HSSCo8, itd)
Oczywiście jeśli to ma być gwint trójkątny, a nie trapezowy czy innego kształtu bo wtedy i kształt noża jest inny choć materiały te same.
pozdrawiam,
Roman
Roman
-
krzykol66
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 4
- Posty: 8
- Rejestracja: 12 sty 2013, 21:48
- Lokalizacja: Zielona Góra
Mam jeszcze jedno pytanie, ale nie chcę zakładać nowego tematu 
Nie wiem jak powinno się w dokumentacji zapisać operację toczenia łuku np. R50, konkretnie chodzi mi tu o posuw. Czy posuw ma jakąś jedną konkretną wartość przy takiej operacji, czy zapisuję się po prostu posuw "ręczny". Mowa o toczeniu łuku na tokarce konwencjonalnej :d
Nie wiem jak powinno się w dokumentacji zapisać operację toczenia łuku np. R50, konkretnie chodzi mi tu o posuw. Czy posuw ma jakąś jedną konkretną wartość przy takiej operacji, czy zapisuję się po prostu posuw "ręczny". Mowa o toczeniu łuku na tokarce konwencjonalnej :d
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 12309
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Łuk taki jak R50 robi się nożem kształtowym, bo "pociągnięcie " prawidłowego kształtu "z ręki" jest praktycznie niemożliwe (pomimo dużej wprawy tokarza) i może być tylko mniej lub bardziej przybliżone do okręgu. Ewentualnie można zastosować specjalny przyrząd do toczenia kuli, łuku, ale posuw tego narzędzia i tak jest ręczny.

[youtube][/youtube]
[youtube][/youtube]
pozdrawiam,
Roman
Roman






