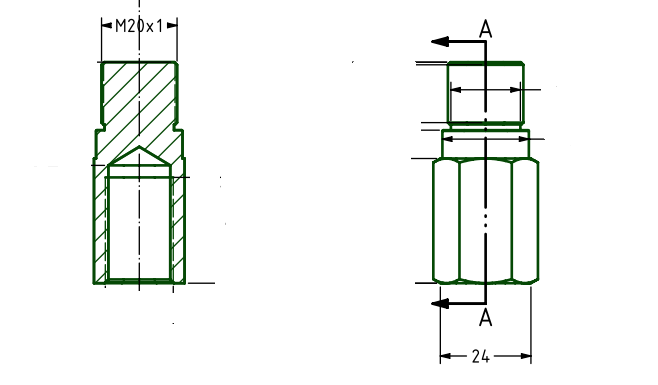
krayerster pisze:Mam podajnik pręta tylko obecnie nie mam wiedzy jakich narzędzi użyć aby obrobić kontur od strony gwintu m20x1 od strony wrzeciona.
Jeżeli robisz na lewych obrotach (M4) to takich samych jak od czoła tylko ich prawe wersje - ale trzeba uważać żeby noże nie tarły "dupami" lub nożami lewymi (przy M4) z płytkami D (55°), V (35°) lub nożami do rowkowania.
Jeśli użyjesz pręta 6-kąta, to lepiej rób z przechwytem i zgrubną obróbkę mocnymi płytkami np WNMG08... , bo mi na obróbce 6-kąta szybko siadają noże do rowkowania, przecinaki i itd ( inne delikatne geometrie). Za to masz spore oszczędności na frezowaniu.




")


")
")





