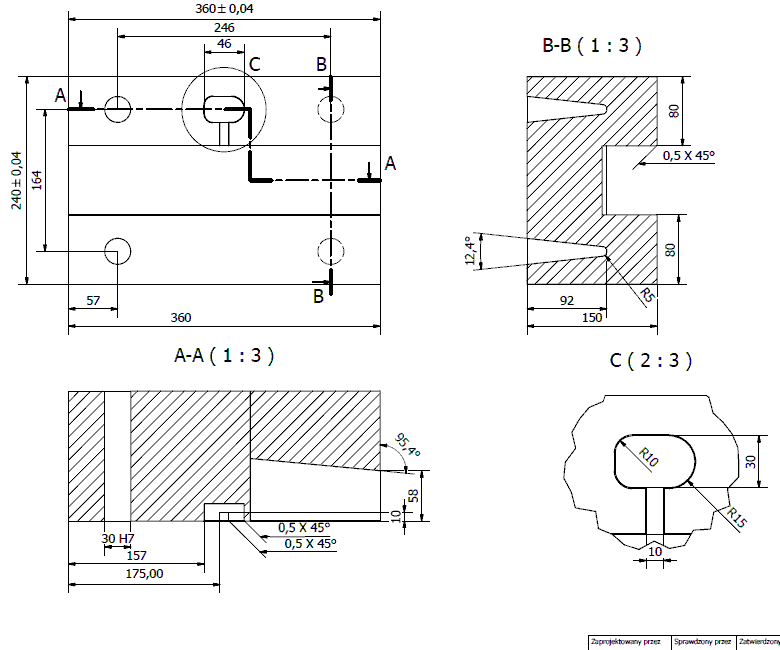
ps. nie oznaczona średnica otworu u podstawy stożka to ø30 :)
Z góry dziękuje za choćby małą podpowiedź :).
Pozdrawiam.
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")



")

")
Hmm ..... zaorzesz się.cadelar pisze:A czy w takim razie podczas pisania programu muszę uwzględnić przesunięcia frezu wgłąb materiału stopniowo (okręg po okręgu) czy jest możliwe prowadzenie narzędzia spiralą? Mam na myśli samą składnię g-kodu czy jest polecenie które taki ruch freza wywołuje?
Pozdrawiam.

")






