




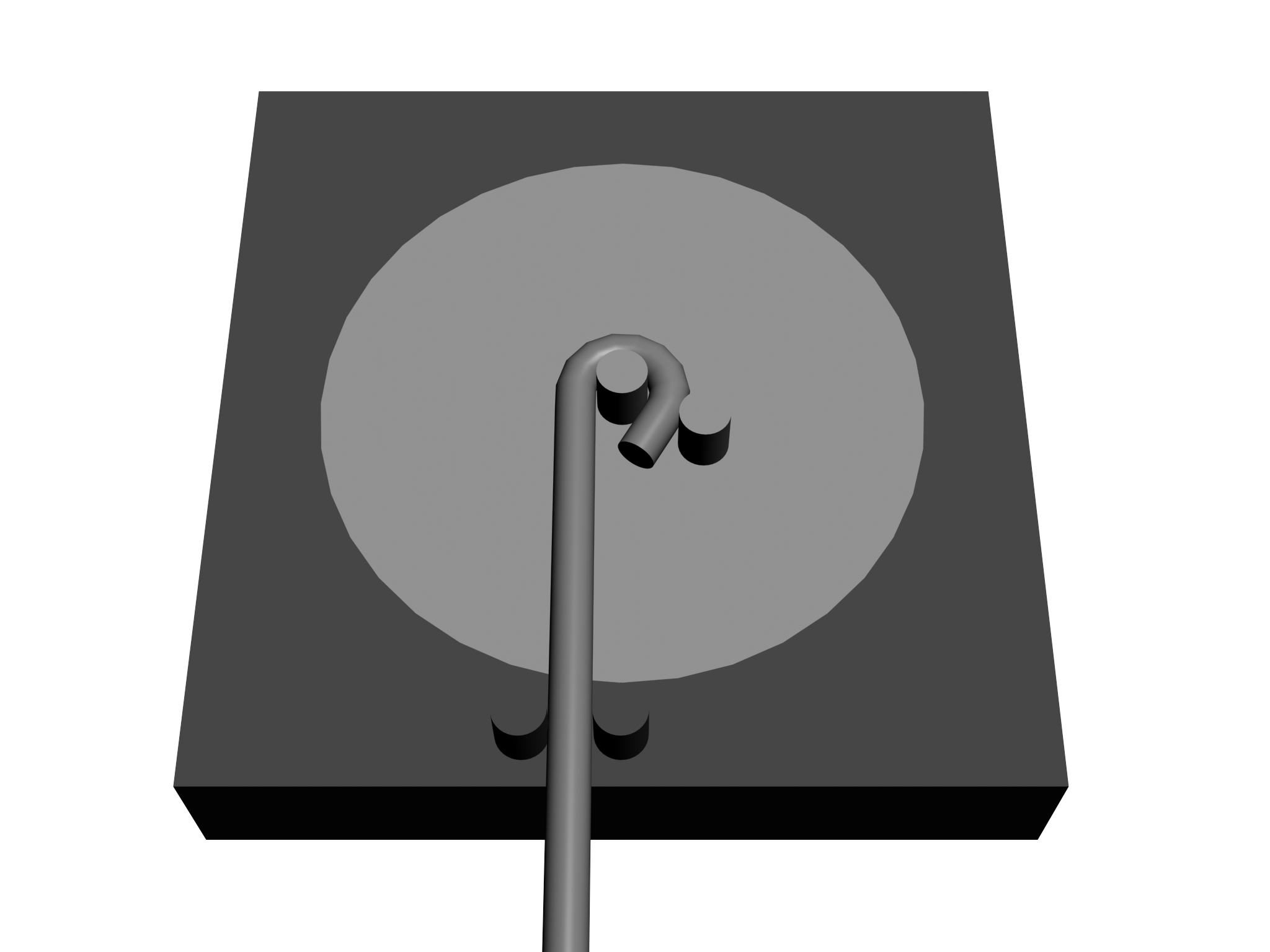
chciałbym usprawnić gięcie takiego oto drutu
drut sprężynowy według normy DIN 17223
średnica 4mm wytrzymałość na zerwanie w zakresie 1530 - 1730MPa, zwykle w górnej granicy powyżej 1650MPa.
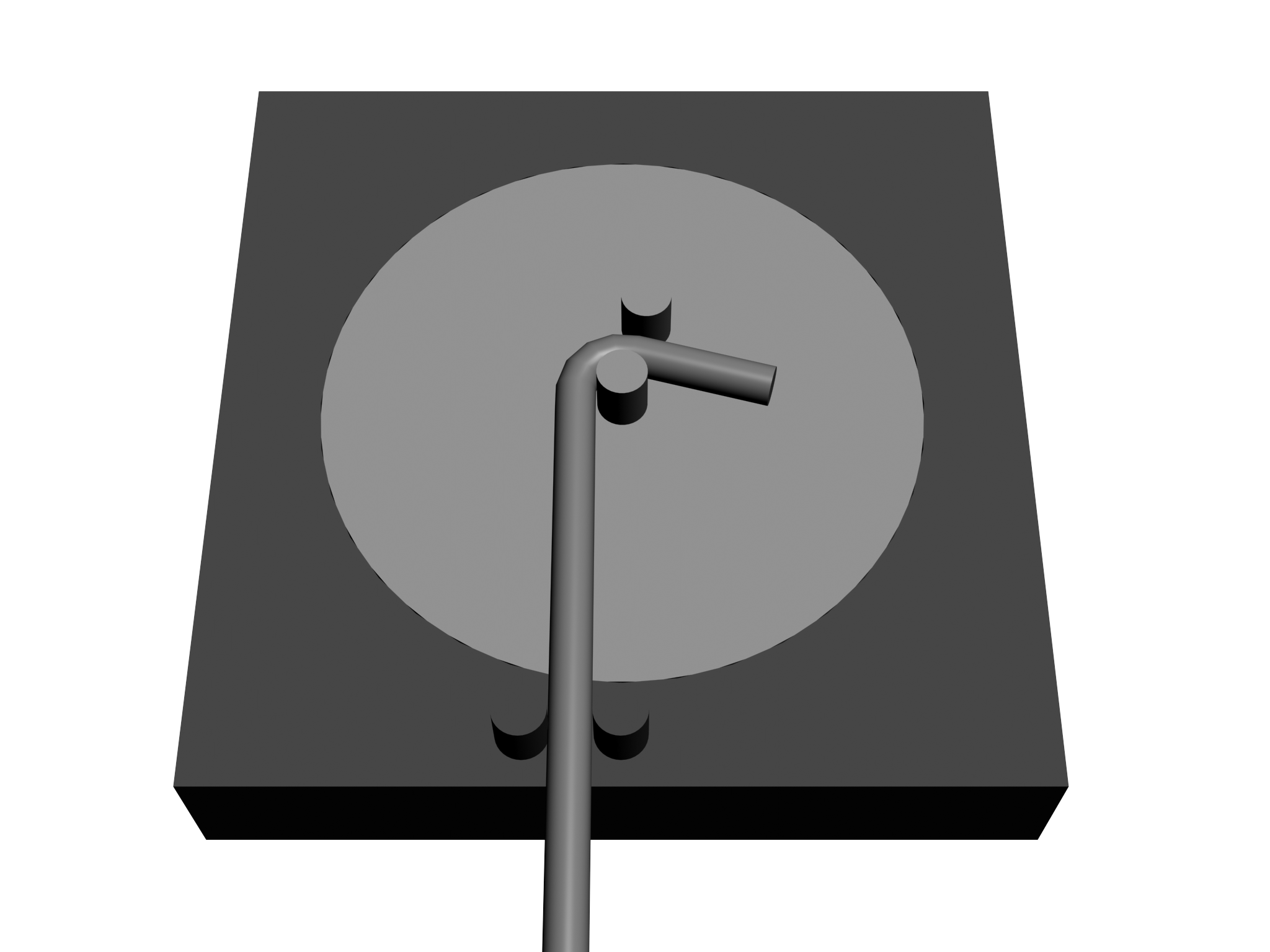
do tej pory używałem giętarki ręcznej o budowie takiej:
kąt gięcia około 230 stopni.
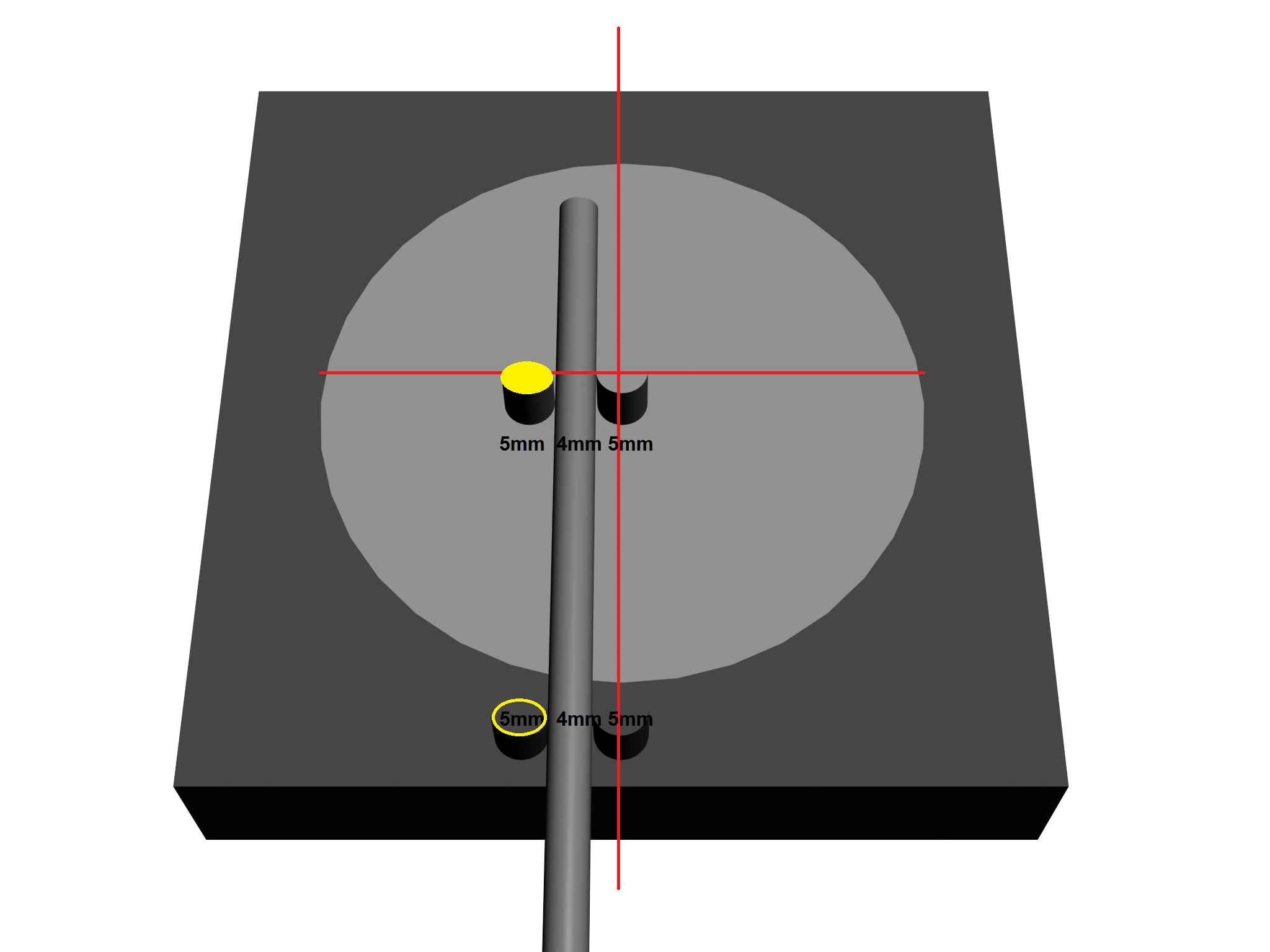
według mnie jest to konstrukcja zła ponieważ wszystkie kołki są osadzone bez łożyskowania. Jeśli się nie mylę dwa kołki zaznaczone na zółto powinny być łożyskowane- czy mam rację?
kołek lewy dolny zawsze zostawia około dwucentymetrowe obtarcie na drucie zaś kołek gnący ( górny lewy który wykonuje gięcie) nie zostawia żadnego śladu na drucie o dziwo.
czasem zdarza mi się wykonywać takich oczek w liczbie 1000 zagięć/dzień. gięcie zawsze wygląda tak samo dokładnie do takiego samego kąta i chciałbym to usprawnić bo nie dość że jest to pracochłonne to bardzo męczące.
cel:
gięcie oczka w 3sec. przez automat. co przy 8godzinach pracy da nam prawie 10 krotne usprawnienie. (do negocjacji;) )
problem:
nie orientuję się jaka jest potrzebna do tego siła. Z moich prób kluczem Nm wyszło około 50Nm jednak w zależności od szybkości mojego ruchu ręką klucz raz przeskakiwał raz nie i z pewnością moja próba nie jest miarodajna, zaś obliczyć tego nie umiem ( wykształcenie: niestety tylko informatyk )
nie mam dostępu do kompresora, a czytając o siłownikach pneumatycznych obrotowych z tego co się orientuję nie uzyskam tak dużego momentu obrotowego.
pompy hydraulicznej również nie posiadam a tu siła na pewno byłaby wystarczająca tylko nie wiem czego - bo siłownika hydraulicznego obrotowego nie znalazłem w ineternecie- jedynie silniki hydrauliczne jednak one mają przeważnie około 1400obr/min a ja potrzebuję tylko jeden obrót i to niepełny.
Obie metody najchętniej bym ominął bo cena: kompresor albo pompa, przewody, reduktory, itd. itp.
Najlepszym rozwiązaniem byłby dla mnie silnik z przekładnią tylko teraz jaki i jaką przekładnią - kompletnie się na tym nie znam.
jedynie co mi przyszło do głowy zastosować przekładnię ślimakową - jaką o jakich parametrach to już nie wiem i tu zwracam się do Was o pomoc - pytam czysto teoretycznie czy małym nakładem finansowym np.500-1000zł max dałoby się jakoś to złożyć.
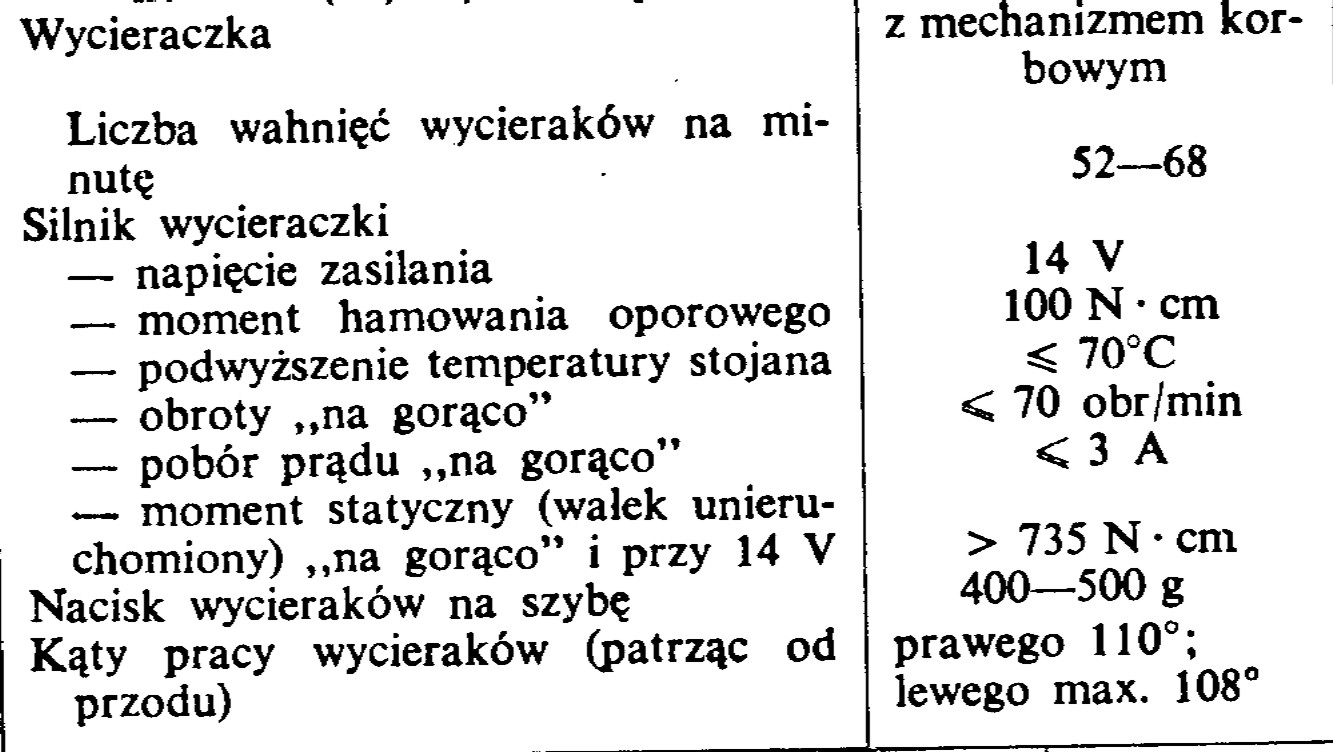
czy np. taki silnik od wycieraczek samochodowych z przekładnią ślimakową 70:1 da rade?- z pewnością nie da rady i raczej połamią się zęby albo silnik się spali- mam rację? , czy jest to już na tyle duże zadanie że musimy wchodzić od razu w silniki rzędu KW?
Kolejna sprawa to kąt gięcia - przecież silnika komutatorowego nie zatrzymam w odpowiednim momencie - wniosek z tego nasuwa mi się tylko taki - mam zastosować silnik krokowy z enkoderem najlepiej o tak dużym momencie - chyba nawet czegoś takiego nie produkują...?
dziękuję za wszelkiego rodzaju wskazówki,
Pozdrawiam



")

")






