



")
Trochę się pochwalę.
Mniej więcej doprowadziłem do stanu używalności moją modelarską wycinarkę do styropianu, epp i tym podobnych materiałów. W zamyśle miała to być maszyna do cięcia profili skrzydeł, stad też rozmiary – dosyć duży posuw w osi x/u (600 mm) a mały w osi y/v (150mm) – skrzydła z definicji są płaskie a szerokie.
Ale po zbudowaniu maszyny i wycięciu parunastu skrzydeł doszedłem do wniosku, że fajnie byłoby też wyciąć kadłub samolotu, tak więc dodałem 5 oś.
Osie poziome (x/u) zrobione na mosiężnych tulejach przesuwających się na stalowych wałkach, osie pionowe (y/v) na prowadnicach meblowych. Drut 0.18 mm, zasilany napięciem 48v – co daje prąd na drucie około ampera. Drut jest mocno ciepły, ale można go złapać na parę sekund palcami. Napęd osi zrobiony na gwintowanych prętach fi 5 – nie daje do dużej prędkości, ale wystarcza do cięcia styropianu (maksymalna prędkości posuwu to 300mm/min, a do cięcia używam 100mm/min). No i jest to tanie rozwiązanie.
Silniki krokowe zasilane prądem 0.75 A. Sterowniki na układzie TA8435, zlutowane na płytkach zakupionych w www.akcesoria.cnc.info.pl. Piąta oś chwilowo podłączona do popularnego 3 osiowego sterownika z chin na układzie TB6560 (taki jak np. tu: http://www.ebay.pl/itm/TB6560-CNC-Stepp ... 3cbedc8ee2)– docelowo też będzie na TA8435, jak pozostałe, ale na razie podłączyłem co miałem w szufladzie.
W tej chwili maszyna ma 5 osi (XYUVA). Do sterowania używam EMC2 (moim zdaniem najlepszy program do tego, no i przede wszystkim darmowy). Nie mam żadnego programu który potrafi stworzyć gcod dla maszyny z 5 osiami, więc używam jej w paru różnych konfiguracjach:
XYUV – czyli zwykły, klasyczny hotwire – gcoda mam z programu profili – to konfiguracja do cięcia skrzydeł.
XY - gdy chce wyciąć jakiś element identyczny z obu stron. Na przykład element kadłuba. Element projektuje w Qcadzie, zamieniam na gcode za pomocą cnc code makera (albo dxf2gcode). W tej konfiguracji lewa i prawa strona maszyny działają jednocześnie, więc wystarczą współrzędne x i y
XYA – na razie eksperymentuje co maszyna w tej konfiguracji potrafi. Nie znam programu który by tworzył taki gcod, więc jak na razie umiem wycinać tylko proste elementy. Tworze gcod jak dla maszyny xy, potem ręcznie go przerabiam – dodając w stosownych miejscach obrót osi A. Czyli wycinam obrys elementu, obracam go w osi A o stosowny kąt, znowy wycinam obrys, znowu obracam i tak ileś razy, aż obetnę go ze wszystkich stron.
Machina ma parę wad – przede wszystkim zajmuje duużo miejsca. Poza tym konstrukcja z płyty wiórowej, stanowiąca podstawę działa jak pudło rezonansowe i całość podczas pracy strasznie buczy. Czasami też brakuje mi możliwości zmiany odległości między lewą a prawą stroną – gdybym chciał wycinać mocno skośne elementy to mi zaczyna brakować zakresu ruchu (głównie w osi pionowej) – ale po dodaniu 5 osi trochę to straciło na znaczeniu.
teraz pytania, może ktoś będzie mi umiał odpowiedzieć:
-jest jakiś program, który na postawie rysunku 3d (np. z google sketchup) wygeneruje mi gcod dla maszyny XYA?
-a może ktoś zna jakiś program tworzący gcod dla maszyny xyuva? Czyli 5 osiowy. Dopiero z takim gcodem dałoby się wykorzystać wszystkie możliwości tej maszyny.
-czy ktoś używa chińskiego sterownika jak mój? Nie ma z nim problemów? Ten który mam strasznie piszczy (gdy silnik jest zatrzymany) – czasami piszczy, czasami syczy. Odgłosy wydobywają się z silnika zasilanego tym sterownikiem. Pozostałe silniki gdy są zatrzymane co najwyżej cichutko buczą.
-pytałem już o to w innym dziale, ale może tutaj ktoś wie: Jak zmusić emc do zbazowania dwóch osi, ale aby potem były traktowane jako jedna? Dokładny opis problemu tutaj: https://www.cnc.info.pl/topics54/hotwir ... t32011.htm
Trochę zdjęć:
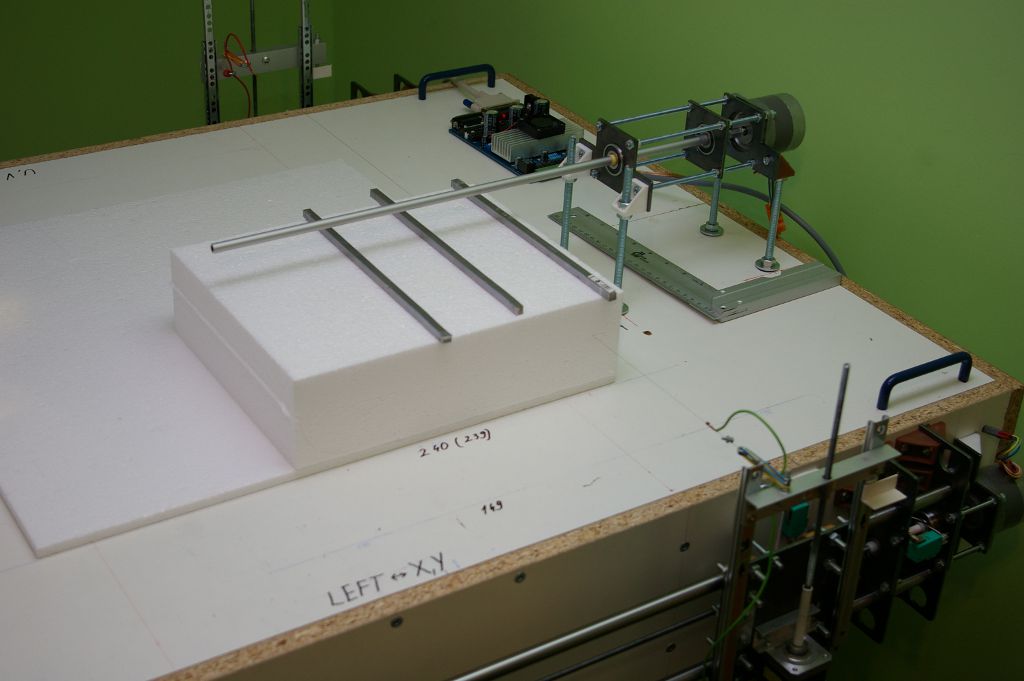
maszyna jeszcze z 4 osiami (klasyczny hotwire):

tutaj już z dodaną 5 osią, ale działa w konfiguracji XY (wycina cylinder ze styro)
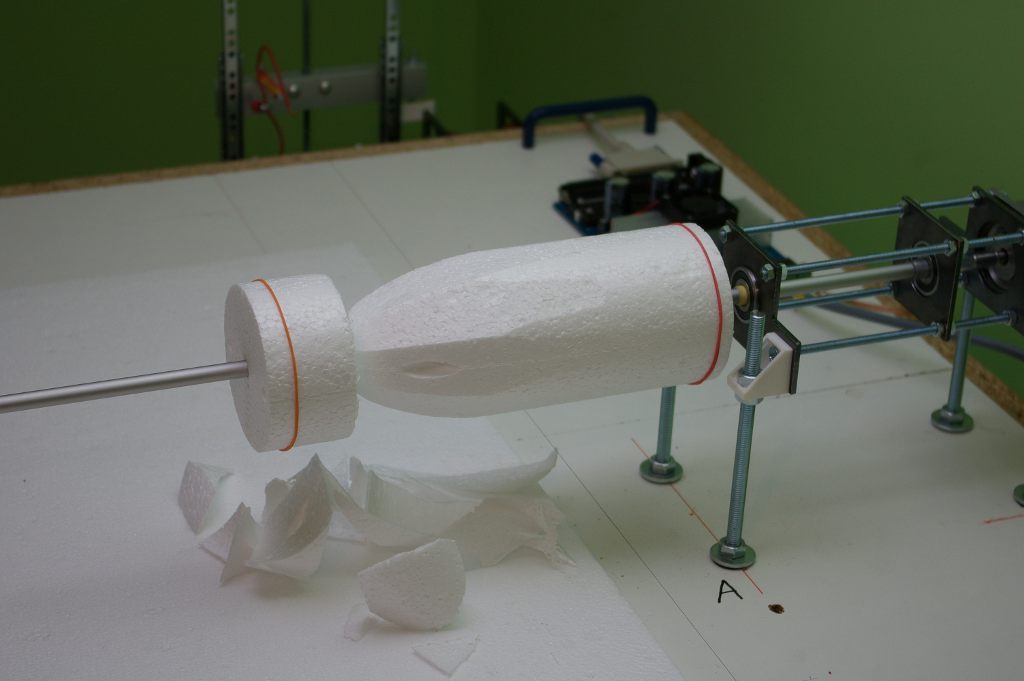
cylinder wycięty na poprzednim obrazku założony na oś A, maszyna pracuje w konfiguracji XYA

wycięty w 50% nos samolotu
gotowy nos razem z kadłubem

konfiguracja XYUV - typowa dla takich maszyn - tutaj wycięte skrzydlo

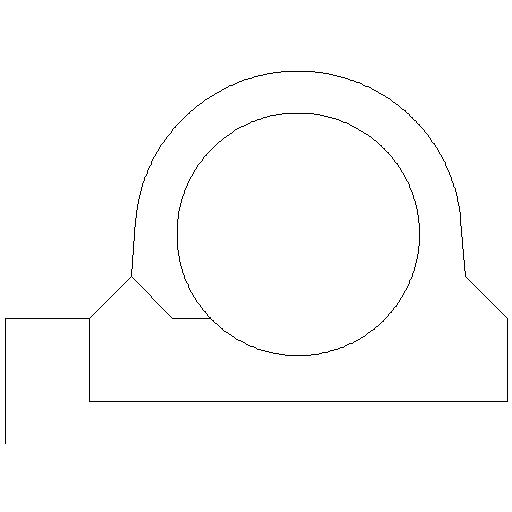
konfiguracja XY - projekt elementu
konfiguracja XY - wycięty element

pozdrawiam
Jacek



 ), więc gdy jest zbyt duży posów/za niska temperatura to po prostu się zaczyna wlec w materiale.
), więc gdy jest zbyt duży posów/za niska temperatura to po prostu się zaczyna wlec w materiale.")






