



Witam.
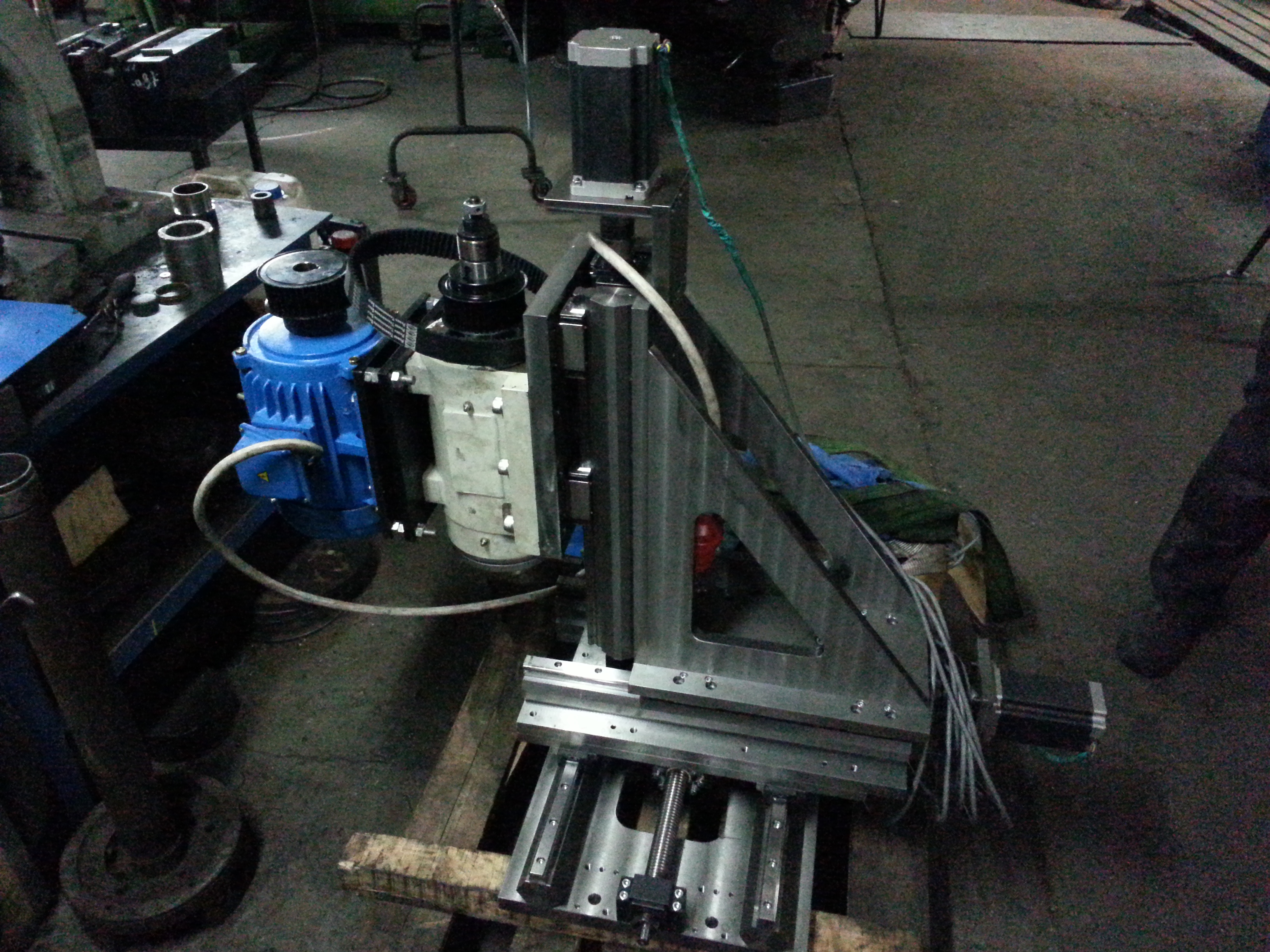
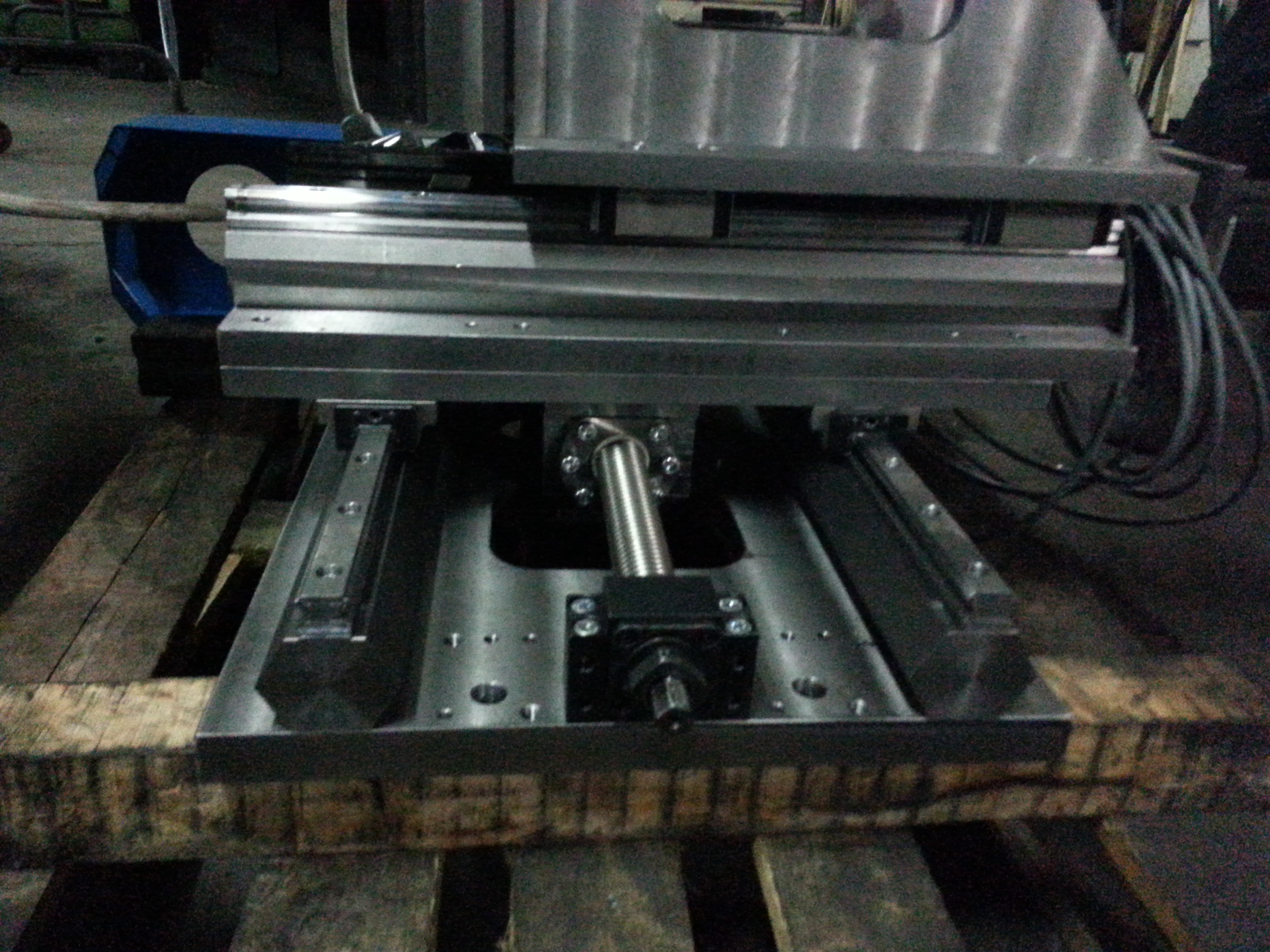
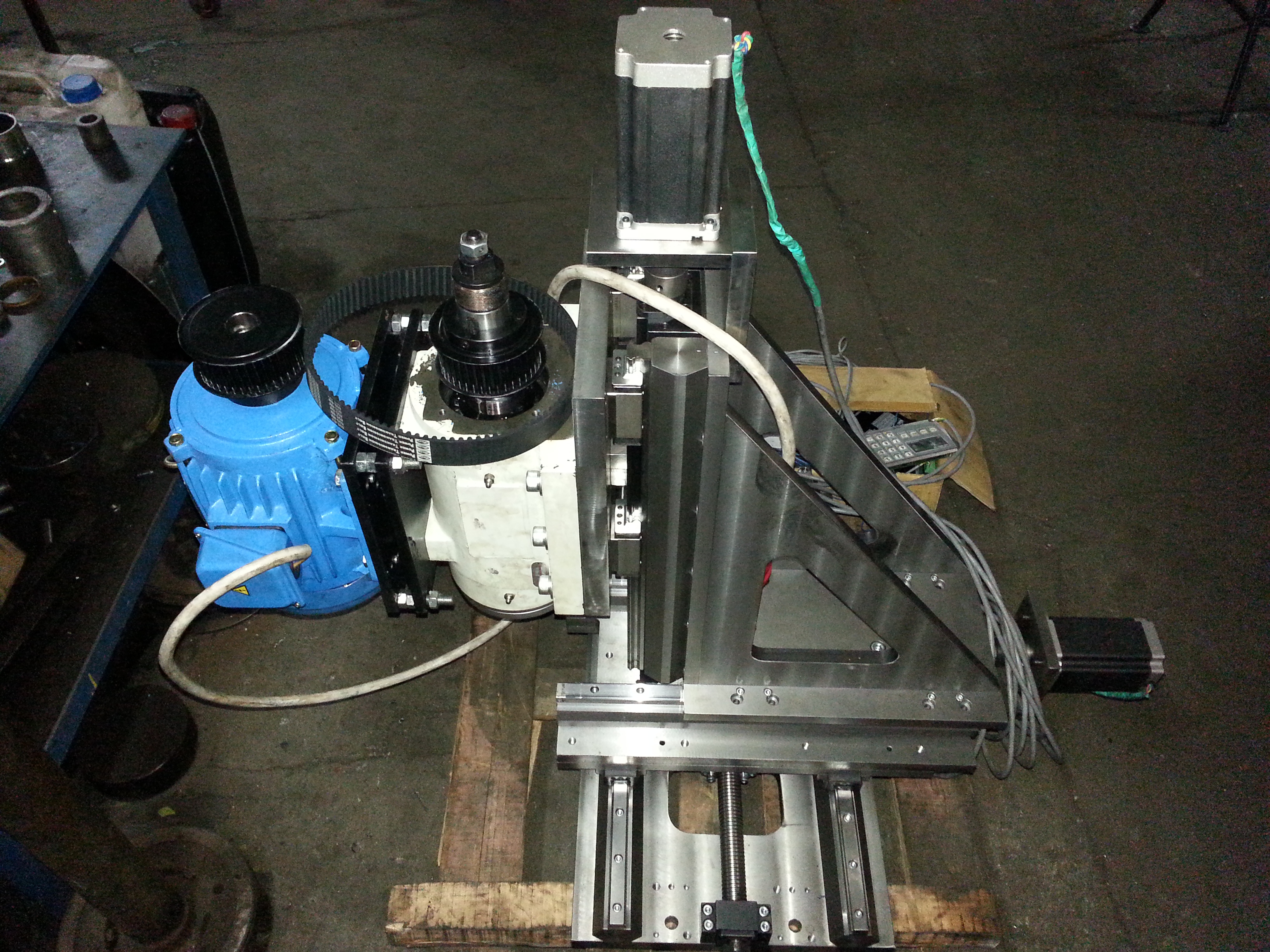
Skonstruowalem mala frezarke xyz, konstrukcja glownie skrecana. Frezarka o polu roboczym 200x200, wrzeciono na sk40 o mocy 3kw. Obrobka stali wiertla m12 jak maslo, frezowanie glowiczka fi63 pelna srednica 8mm tez idzie.
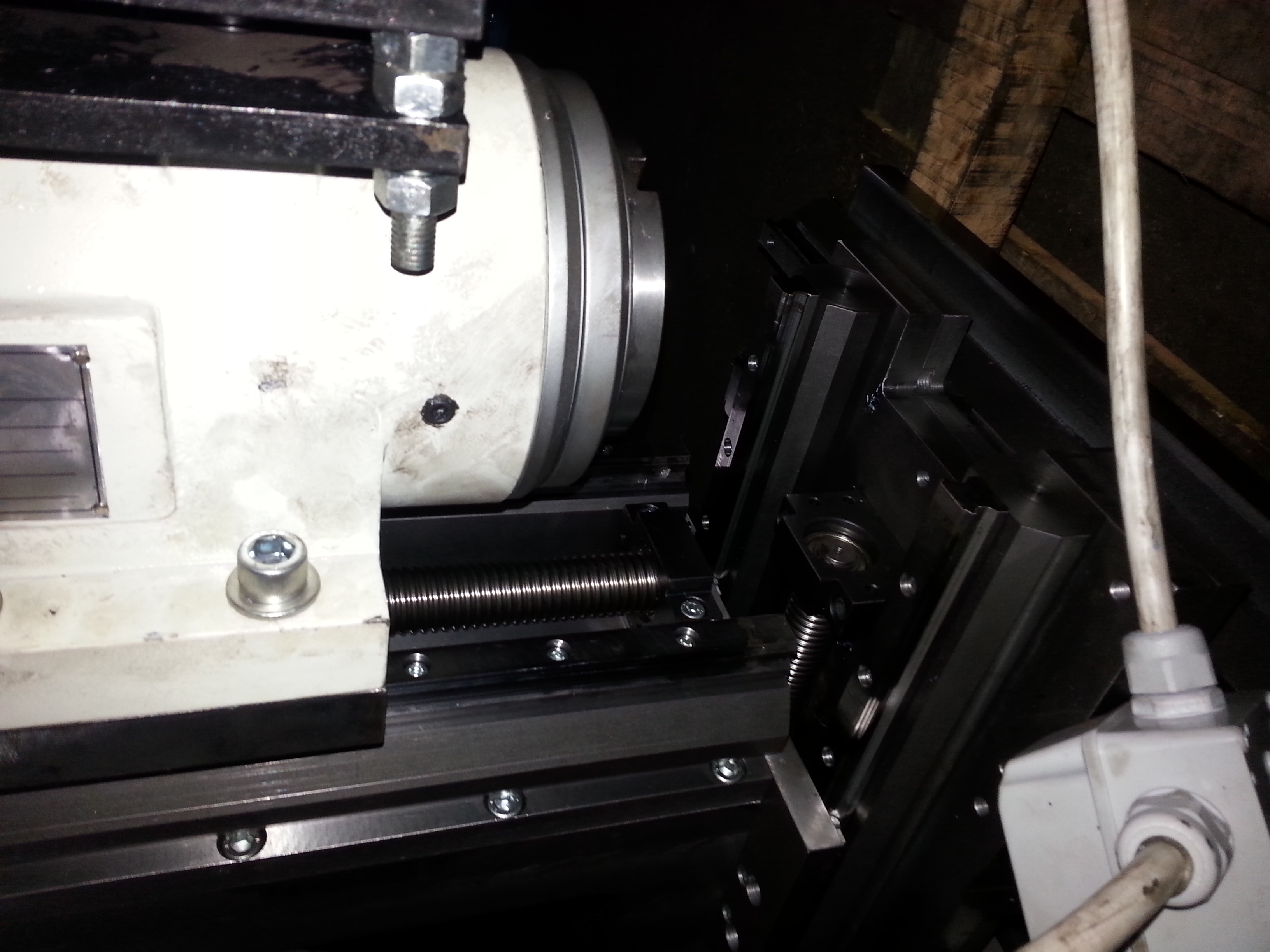
Prowadnice thk 25r i tu mam problem. Mam straszne drgania pomiedzy wozkiem a prowadnicami. Jak temu zaradzic? Sa jakies prowadnice toczne co by mialy mniejsze drgania? Jakies kasowanie luzu, docisk kulek miedzy wozkiem a prowadnica? Czy te thk sprzedawane tu na forum przez innych uzytkownikow to jakas podroba chinska? Dodam ze moje prowadnice mam kolkowane aby nie bylo luzu. Jak to jest rozwiazane w firmowych frezarkach? Przeciez tam tez sa prowadnice toczne.
Prowadnice do frezarki - stal


-
Malaxis
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 659
- Rejestracja: 01 lut 2011, 00:31
- Lokalizacja: Bolechowice/Kraków
Tak, łożyska wałeczkowe, niestety są dużo droższe od kulowych ale sztywność maja znacznie lepszą.Sa jakies prowadnice toczne co by mialy mniejsze drgania
Te wózki po prostu mają najmniejsze naprężenie wstępne lub w ogóle go nie mają.Czy te thk sprzedawane tu na forum przez innych uzytkownikow to jakas podroba chinska
Kolega powinien zastosować wózki z największym naprężeniem wstępnym jakie są dostępne.
Ostatnio zmieniony 13 wrz 2015, 21:19 przez Malaxis, łącznie zmieniany 1 raz.
-
Malaxis
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 659
- Rejestracja: 01 lut 2011, 00:31
- Lokalizacja: Bolechowice/Kraków
Te prowadnice Iko pewnie byłby lepsze ale też nie wiadomo czy mają duże naprężenie wstępne.
Ogólnie żeby drgania pomiędzy prowadnicami a wózkami były jak najmniejsze powierzchnie styku
bieżni w wózkach z elementami tocznymi i bieżniami szyn powinny być jak największe.
Stąd prowadnice wałeczkowe mają przewagę nad kulkowymi.
Kolejną sprawą jest wcześniej wspominane naprężenie wstępne, im większe tym zwiększa się sztywność
układu oraz zdolność do tłumienia drgań. Kosztem naprężenia jest żywotność ale jeśli kolega ma straszne drgania
pomiędzy wózkami a szynami to skróci to żywotność znacznie bardziej niż ewentualnie samo wysokie naprężenie wstępne.
Rozmiar szyn i wózków też ma spore znaczenie, w centrach obróbczych do stali raczej nie stosuje
się prowadnic mniejszych niż 35 i to nie ze względu na nośność (już nawet prowadnice 15 powinny dać radę wozić osie takich maszyn) tylko sztywność oraz zdolność nie wpadania w drgania.
(Prawie wszystkie centra obróbcze mają największe dostępne naprężenie wstępne)
Rozwiązaniem dla kolegi jest albo spróbować zdobyć nowe wózki, najlepiej przedłużane z największym naprężeniem albo wymiana całych prowadnic z wózkami.
Nie ma dobrych sposobów na dodatkową kasację luzu itp,
teoretycznie mógłby kolega zdobyć po prostu trochę większe kulki niż są teraz w wózkach i je podmienić ale w praktyce zdobycie odpowiednich kulek może być bardzo ciężkie.
Ogólnie żeby drgania pomiędzy prowadnicami a wózkami były jak najmniejsze powierzchnie styku
bieżni w wózkach z elementami tocznymi i bieżniami szyn powinny być jak największe.
Stąd prowadnice wałeczkowe mają przewagę nad kulkowymi.
Kolejną sprawą jest wcześniej wspominane naprężenie wstępne, im większe tym zwiększa się sztywność
układu oraz zdolność do tłumienia drgań. Kosztem naprężenia jest żywotność ale jeśli kolega ma straszne drgania
pomiędzy wózkami a szynami to skróci to żywotność znacznie bardziej niż ewentualnie samo wysokie naprężenie wstępne.
Rozmiar szyn i wózków też ma spore znaczenie, w centrach obróbczych do stali raczej nie stosuje
się prowadnic mniejszych niż 35 i to nie ze względu na nośność (już nawet prowadnice 15 powinny dać radę wozić osie takich maszyn) tylko sztywność oraz zdolność nie wpadania w drgania.
(Prawie wszystkie centra obróbcze mają największe dostępne naprężenie wstępne)
Rozwiązaniem dla kolegi jest albo spróbować zdobyć nowe wózki, najlepiej przedłużane z największym naprężeniem albo wymiana całych prowadnic z wózkami.
Nie ma dobrych sposobów na dodatkową kasację luzu itp,
teoretycznie mógłby kolega zdobyć po prostu trochę większe kulki niż są teraz w wózkach i je podmienić ale w praktyce zdobycie odpowiednich kulek może być bardzo ciężkie.
-
lolo2
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 703
- Rejestracja: 30 paź 2009, 13:39
- Lokalizacja: Global
Docelowo, muszę zrobić 13 "mini frezarek", które będą obrabiać jeden detal w linii (frezować, wiercić, wytaczać i gwintować). Ta, którą zrobiłem to wersja v1.3 (pierwszy model fizyczny - 3 projekt wirtualny hehe). Więc następne konstrukcje muszę zrobić inne, szczególnie inne prowadnice i wózki. Wole kupić jakieś sprawdzone firmy jak hiwin, Thk i tym razem postaram się kupić z największym naprężeniem wstępnym lub wałeczkowe.
Też się zastanawiam czy jest sens wymieniać silniki krokowe 13Nm na jakieś serva. Jak wspomniałem wyżej frezowanie głowiczką 62mm w stali na głębokość 8mm idzie jak w maśle, problemem są jedynie szybkie przejazdy, krokówka się zacina, więc szybkie przejazdy mam na poziomie 720mm/min więc jakiegoś szału nie ma. No i jak kupie z naprężeniem wstępnym to na pewno opory wzrosną, ale na ile?
No też tak patrzałem że prowadnice w Mazaku, czy Okumie to 35mm no ale tam silniki po kilkanaście kw a u mnie jedynie 3kw, dlatego uważałem że 25 wystarczy, pomyśle też na większymi.
Kolejny problem to zapewne gabaryty i masa mojej frezarki cała waży pewnie maks 300kg, konstrukcja głównie skręcana więc też nie ma co liczyć na wielką sztywność. Ostatecznie całość ma być przykręcona do potężnego stołu 7 tonowego.
Sterowanie - D2 z cnc profi na razie przetestowane w 2 osiach, ale mają podobno sterownik 4 osiowy. Sprawdza się super.
Dzisiaj postaram się wrzucić jakieś foto z frezarki, to dla ciekawskich co piszą na pw o zdjęcia.
Też się zastanawiam czy jest sens wymieniać silniki krokowe 13Nm na jakieś serva. Jak wspomniałem wyżej frezowanie głowiczką 62mm w stali na głębokość 8mm idzie jak w maśle, problemem są jedynie szybkie przejazdy, krokówka się zacina, więc szybkie przejazdy mam na poziomie 720mm/min więc jakiegoś szału nie ma. No i jak kupie z naprężeniem wstępnym to na pewno opory wzrosną, ale na ile?
No też tak patrzałem że prowadnice w Mazaku, czy Okumie to 35mm no ale tam silniki po kilkanaście kw a u mnie jedynie 3kw, dlatego uważałem że 25 wystarczy, pomyśle też na większymi.
Kolejny problem to zapewne gabaryty i masa mojej frezarki cała waży pewnie maks 300kg, konstrukcja głównie skręcana więc też nie ma co liczyć na wielką sztywność. Ostatecznie całość ma być przykręcona do potężnego stołu 7 tonowego.
Sterowanie - D2 z cnc profi na razie przetestowane w 2 osiach, ale mają podobno sterownik 4 osiowy. Sprawdza się super.
Dzisiaj postaram się wrzucić jakieś foto z frezarki, to dla ciekawskich co piszą na pw o zdjęcia.
-
dance1
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 3094
- Rejestracja: 11 mar 2007, 22:42
- Lokalizacja: G-G
nic nie widzę nic nie słyszę  najlepiej jakby kolega jakiś filmik z obróbki stali pokazał, tak wszystko to tylko domniemania. Konstrukcja skręcana? to mi już średnio pasuje, obróbka głowiczką o której piszesz to już bardzo duże obciążenia, przez co cała konstrukcja może wpadać w drgania które przenoszą się na wózki i prowadnice, kołkowane masz łączenia czy tylko skręcane? dociąż stolik i sprawdź czy coś się poprawiło.
najlepiej jakby kolega jakiś filmik z obróbki stali pokazał, tak wszystko to tylko domniemania. Konstrukcja skręcana? to mi już średnio pasuje, obróbka głowiczką o której piszesz to już bardzo duże obciążenia, przez co cała konstrukcja może wpadać w drgania które przenoszą się na wózki i prowadnice, kołkowane masz łączenia czy tylko skręcane? dociąż stolik i sprawdź czy coś się poprawiło.
Przy takiej ilości obrabiarek pomyślałbym o spawaniu.
Przy takiej ilości obrabiarek pomyślałbym o spawaniu.
I don't like principles, I prefer prejudices



-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 7549
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Ciężko bedzie zrobić coś solidnego na zwykłych prowadnicach kulkowych. Tokareczkę którą mam na takich prowadnicach też nie jest jakoś szczególnie sztywna choć wymiar trzyma idealnie. Więc albo dasz jakieś z górnej półki prowadnice z wózkami i zapłacisz odpowiednio albo co chyba prostsze zrób to na ślizgowych prowadnicach i sztywności Ci na pewno wystarczy.






