



Frezarka stalowa 300x300x100 z blachy
-
piasek231
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 27
- Posty: 37
- Rejestracja: 17 kwie 2010, 00:54
- Lokalizacja: Srem
Frezarka stalowa 300x300x100 z blachy
Witam. Przymieżam się do zrobienia frezarki CNC o polu roboczym 300x300x100. Frezarka przeznaczona do prac głównie w drewnie, sporadycznie w met. kolorowych. Póki co jestem na poziomie zbierania informacji od bardziej doświadczonych forumowiczów.
Tagi:


-
piasek231
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 27
- Posty: 37
- Rejestracja: 17 kwie 2010, 00:54
- Lokalizacja: Srem
[ Dodano: 2010-04-22, 14:50 ]
Jaki naped zastosowac do takiej frezarki ( jakie sruby trapezowe ) stolik ma wage wraz z uzebrowaniem, podpartymi walkiami okolo 25 kg. Przesow tego stolika w kierunku Y jest okolo 30 cm. Jakie sruby dac i jaki sposob montazu takiej sruby. Pewnie jakis blok od strony napedowej... Pozdr.
[ Dodano: 2010-04-22, 20:31 ]
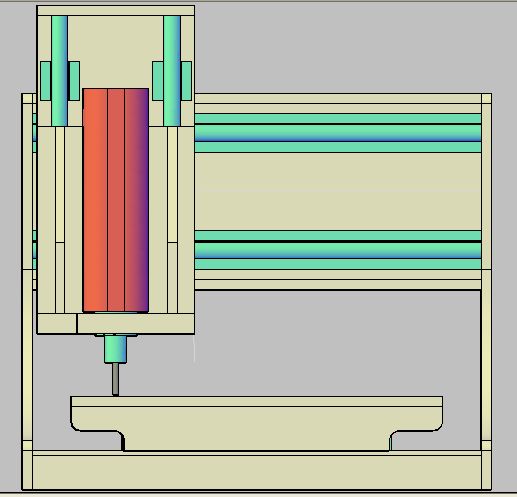
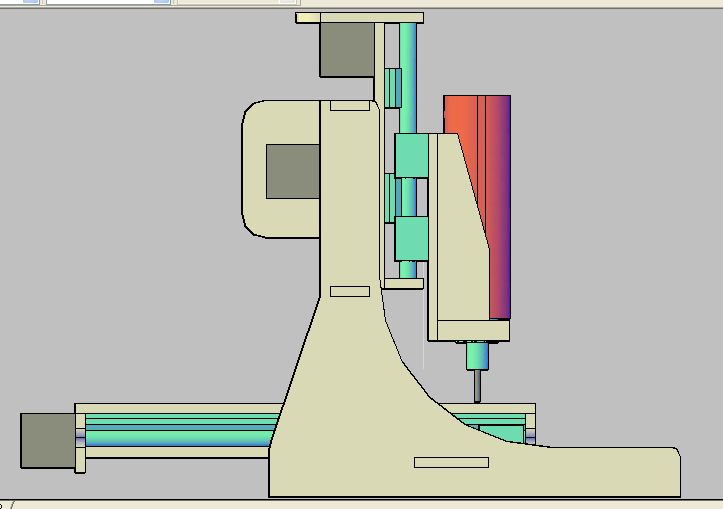
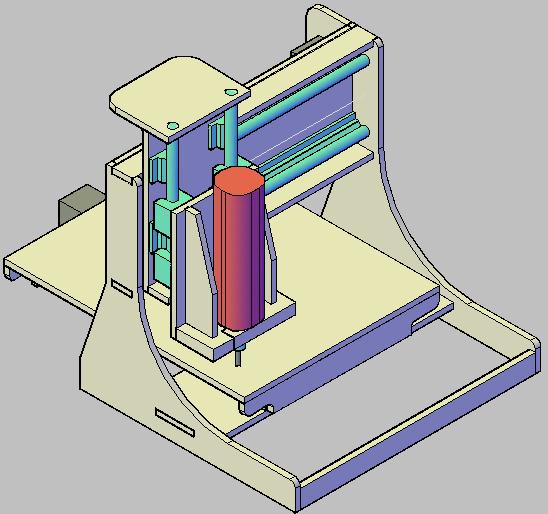
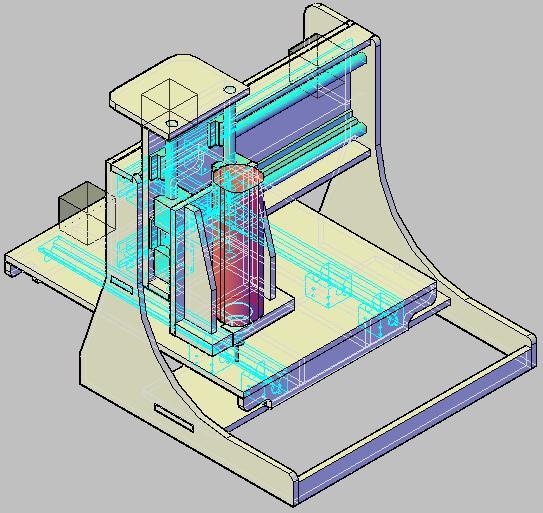
Koncepcji część dalsza. Proszę o jakies uwagi. Teoretyczna waga konstrukcji około 82 kg.
[ Dodano: 2010-04-22, 21:16 ]
[ Dodano: 2010-04-22, 21:20 ]
[ Dodano: 2010-04-22, 21:23 ]
[ Dodano: 2010-04-22, 21:34 ]
Jaki naped zastosowac do takiej frezarki ( jakie sruby trapezowe ) stolik ma wage wraz z uzebrowaniem, podpartymi walkiami okolo 25 kg. Przesow tego stolika w kierunku Y jest okolo 30 cm. Jakie sruby dac i jaki sposob montazu takiej sruby. Pewnie jakis blok od strony napedowej... Pozdr.
[ Dodano: 2010-04-22, 20:31 ]
Koncepcji część dalsza. Proszę o jakies uwagi. Teoretyczna waga konstrukcji około 82 kg.
[ Dodano: 2010-04-22, 21:16 ]
[ Dodano: 2010-04-22, 21:20 ]
[ Dodano: 2010-04-22, 21:23 ]
[ Dodano: 2010-04-22, 21:34 ]
-
 zacharius
zacharius
- Lider FORUM (min. 2000)
")
- Posty w temacie: 19
- Posty: 2560
- Rejestracja: 04 paź 2007, 01:32
- Lokalizacja: Kraków
- Kontakt:
hehe ale szybko przybrała na wadze  30 kilo w 8 godzin to ładnie.
30 kilo w 8 godzin to ładnie.
koncepcja dobra. widzę tu duży wpływ konstrukcji kolegi Gmaro, i prawidłowo.
jaka grubość blachy jest planowana?
na Z lepiej dać łożyska na krzyżaka a walki na blaszkę z wrzecionem, choć może to być problematyczne i przy ruchu 100mm może nie mieć sensu.
ogólnie pomysł jest ciekawy, trochę bym wydłużył "nogi" z tyłu żeby wysuniętym stolikiem nie uciągnąło gdzieś
koncepcja dobra. widzę tu duży wpływ konstrukcji kolegi Gmaro, i prawidłowo.
jaka grubość blachy jest planowana?
na Z lepiej dać łożyska na krzyżaka a walki na blaszkę z wrzecionem, choć może to być problematyczne i przy ruchu 100mm może nie mieć sensu.
ogólnie pomysł jest ciekawy, trochę bym wydłużył "nogi" z tyłu żeby wysuniętym stolikiem nie uciągnąło gdzieś
Nie otrzymasz koni wyścigowych krzyżując dwa osły
-
piasek231
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 27
- Posty: 37
- Rejestracja: 17 kwie 2010, 00:54
- Lokalizacja: Srem
Też myslalem zeby wydluzyc nogi do tylu. Ale sprawdzalem środek cięzkości i nie przechodzi przez oś obrotu całej konstr. jest oddalona o jakies 10 cm, choc przy dynamice moze sie zmienic. Postanowilem ewentualnie na koniec gdyby cos sie dzialo dociazyc przod. A dlaczego lepiej miec odwrotnie? I chcialbym poruszyc temat napedu do takiej maszynki zeby przygotowac otwory pod palenie. Jakie sruby uzyc najlepiej i jakie silniki, czy jakies przelozenie na nie, i jak przygotowac otwory do palenia czy pod lozyska otwory wyciniac na wymiar lozyska? I jakie sruby do mocowania blach ze soba spelniaja swoje zadanie? Moja blacha to 10mm
")
-
zacharius
- Lider FORUM (min. 2000)
- Posty w temacie: 19
- Posty: 2560
- Rejestracja: 04 paź 2007, 01:32
- Lokalizacja: Kraków
- Kontakt:
10mm powiadasz, nio to niezły pancernik będzie. od razu powiem że im więcej elementów będzie już ze sobą skręconych tym bardziej problematyczne się robi przekładanie maszynki na boki i tp żeby gdzieś tam coś tam zrobić
hmm dlaczego odwrotnie dobre pytanie, nie jest to raczej jakaś reguła ale podobno wychodzi to ostatecznie sztywniejsze, choć mniej wygodne w ustawianiu.
dobre pytanie, nie jest to raczej jakaś reguła ale podobno wychodzi to ostatecznie sztywniejsze, choć mniej wygodne w ustawianiu.
śruby lepiej wziąć z parzysta podziałką albo 5kę chyli np kulówka 16x5 albo tam trapez 16x2 albo mniejsze 10x2, 12x2 to juz zależy od ciebie i od konstrukcji bo np standartowa nakrętka 10x2 od sponsora forum po drobnym stoczeniu na średnicy pasuje do wspornika SK20 i w ten deseń. jeżeli stanie na trapezie no to 12ka już jak najbardziej wystarczy.
silniki jeżeli z przełożeniem 1:1 no to ok 2-3Nm już by pasowało mieć jak chcesz osiągnąć lepsze prędkości obróbki. znowu że zależy to od tego co docelowo chcesz robić bo płaskorzeźba to dłuuuga sprawa więc prędkość obróbki już odgrywa rolę.
otwory to zależy czym palić. laserowcy drogo życzą za palenie otworów o średnicy mniejszej niż grubość blachy więc u mnie po prostu porobiłem tym że laserem krzyżyki i potem powierciłem na stołowej i git. ale jak otwór jest np 10mm to rysujesz go też 10, biorą poprawkę na grubość plamki już ludki co będą to wypalać. potem otwór może wymagać drobnego przeszlifowania żeby to łożysko nie było zabijane młotem, bo np maluśkie to się lubią odkształcać przy gwałceniu. a co do mocowania liniowych to można dać zapas na średnicy ze 2mm będzie bardziej ustawne.
co do mocowania blach to powiadają że 6ka jest złotą śrubą ale równie dobrze spisze się 5ka, mniejszych bym nie dawał na 10mm blachę
ale równie dobrze spisze się 5ka, mniejszych bym nie dawał na 10mm blachę
hmm dlaczego odwrotnie
śruby lepiej wziąć z parzysta podziałką albo 5kę chyli np kulówka 16x5 albo tam trapez 16x2 albo mniejsze 10x2, 12x2 to juz zależy od ciebie i od konstrukcji bo np standartowa nakrętka 10x2 od sponsora forum po drobnym stoczeniu na średnicy pasuje do wspornika SK20 i w ten deseń. jeżeli stanie na trapezie no to 12ka już jak najbardziej wystarczy.
silniki jeżeli z przełożeniem 1:1 no to ok 2-3Nm już by pasowało mieć jak chcesz osiągnąć lepsze prędkości obróbki. znowu że zależy to od tego co docelowo chcesz robić bo płaskorzeźba to dłuuuga sprawa więc prędkość obróbki już odgrywa rolę.
otwory to zależy czym palić. laserowcy drogo życzą za palenie otworów o średnicy mniejszej niż grubość blachy więc u mnie po prostu porobiłem tym że laserem krzyżyki i potem powierciłem na stołowej i git. ale jak otwór jest np 10mm to rysujesz go też 10, biorą poprawkę na grubość plamki już ludki co będą to wypalać. potem otwór może wymagać drobnego przeszlifowania żeby to łożysko nie było zabijane młotem, bo np maluśkie to się lubią odkształcać przy gwałceniu. a co do mocowania liniowych to można dać zapas na średnicy ze 2mm będzie bardziej ustawne.
co do mocowania blach to powiadają że 6ka jest złotą śrubą
Nie otrzymasz koni wyścigowych krzyżując dwa osły
-
piasek231
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 27
- Posty: 37
- Rejestracja: 17 kwie 2010, 00:54
- Lokalizacja: Srem
Dzięki za wyjaśnienia. Ja myslalem zeby dac silniki kolo 2-3 Nm i bez przelozenia. A co do palenia blach to wiem jak wyglada sprawa krawedzi bo sporo zamawialem blachy na laser. Generlanie z tego co pamietam to zalezy od tego czy przy paleniu uzywaja tlenu czy azotu. Jak dmuchaja tlenem to powstaja zabrudzenie czasami - szczegolnie jak sie pali kwasowke czy nierdzewke. A co do wielkosci otworow to zostawiam zapas 2mm ustawiam walki skrecam i ten zapas tam zostaje? czy czyms to sie zapycha. Słyszalem o czyms takim jak spawanie na zimno, np "J-B Weld" no ale nie wiem czy to daje rade. A co do srub to duza roznica jest pomiedzy trapezem a kulką jezeli chodzi o zywotnosc? Bo wiadomo ze ja nie bede szlifowac codziennie  Pozdrawiam.
Pozdrawiam.
[ Dodano: 2010-04-22, 23:32 ]
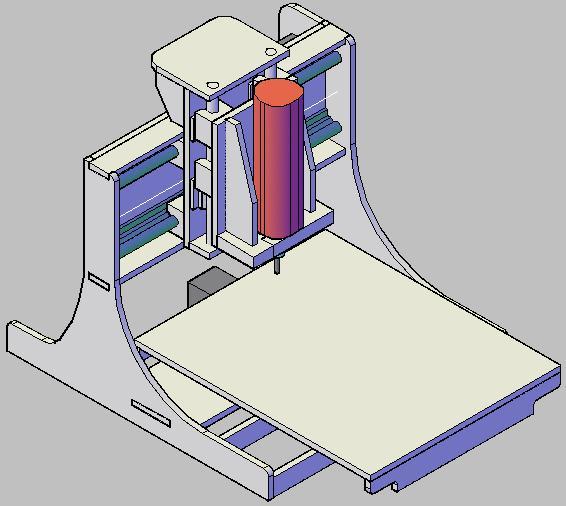
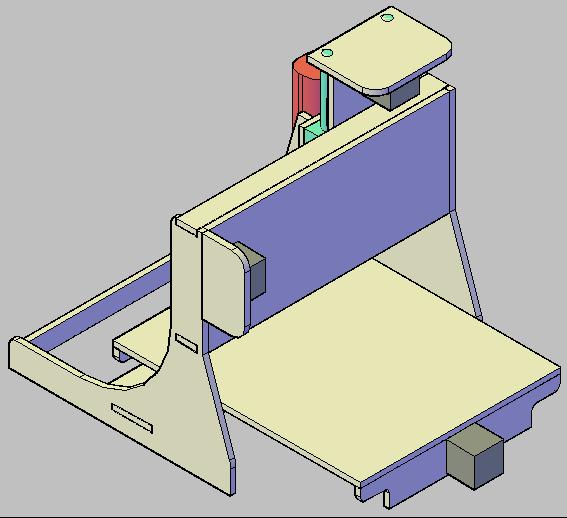
A jednak wedlug uwagi zacharius wydluzona noga. Nie bede kombinowac przynajmniej pozniej. Dodane tez zeberko pod gorna blache mocowania osi "Z".
[ Dodano: 2010-04-22, 23:32 ]
A jednak wedlug uwagi zacharius wydluzona noga. Nie bede kombinowac przynajmniej pozniej. Dodane tez zeberko pod gorna blache mocowania osi "Z".






