



")
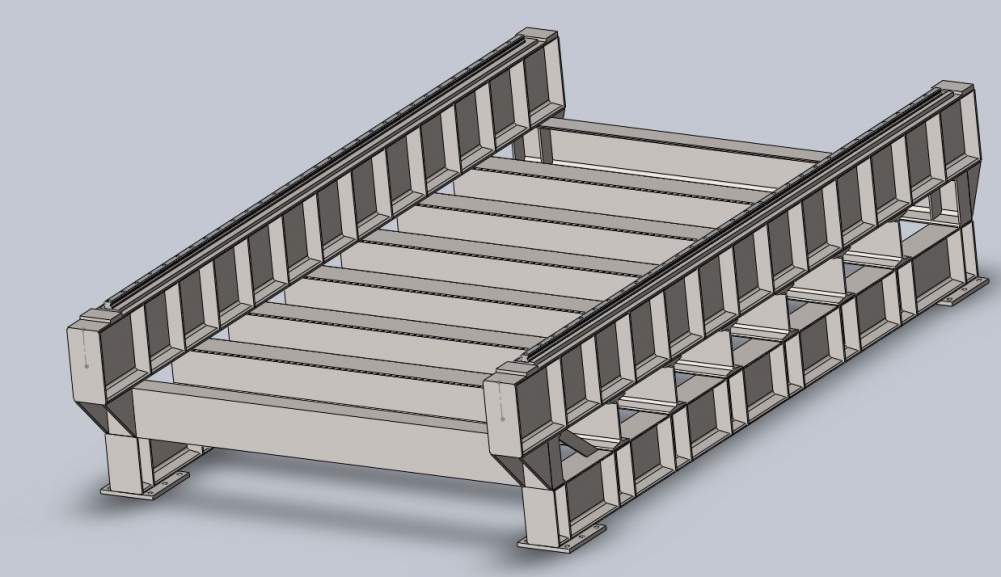
Rozpocząłem budowę frezarki CNC o polu roboczym X:1550 / Y:900 / Z:300mm.
Wymiary całej konstrukcji 2000mm / 1200mm, wysokość jeszcze się okaże.
Frezować będę głownię płytę wiórową, mdf, sklejkę, rzadziej aluminium, ale to wyjdzie w praniu. Do maszyny chciałbym również podpinać plazmę CUT40B.
Mój ploter plazmowy pójdzie na sprzedaż, ze względu na brak miejsca.
Konstrukcja stalowa, spawana głównie z dwuteowników - 180mm górne na którym będą prowadnice, poprzeczne do zmontowania stołu 120mm, dolne 140mm.
Jako prowadnice posłuży hiwin hgr 20 lub to cuś hiwinopodobne z cncprofi, ponoć to jest z tej samej fabryki co hiwin, lecz bez loga. Sprzedawca obiecuje, że wózek hiwin hgw20 na to pasuje.
Tutaj proszę szanownych kolegów o wypowiedź na ten temat.
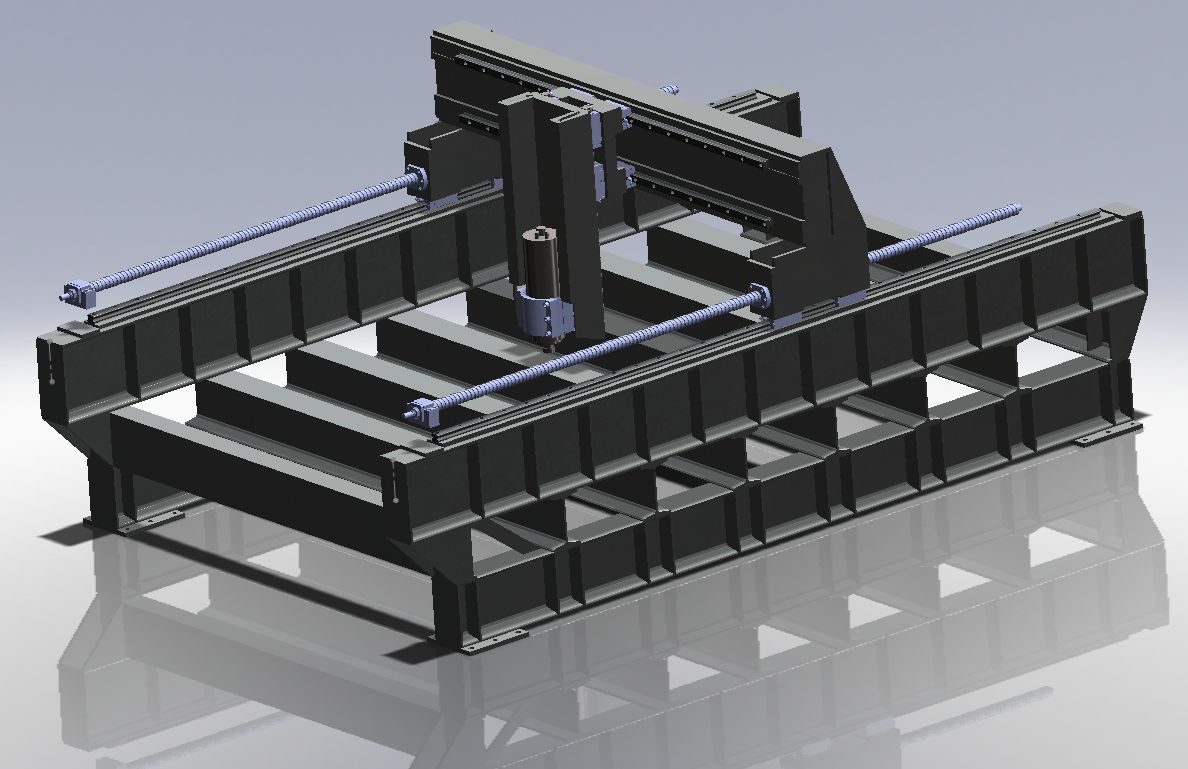
Do przeniesienia napędu posłużą śruby kulowe 25mm . Silniki krokowe 4 niuta z cncprofi napędzane przez m542 lub m543 lub m545.
Prosze Kolegów o wypowiedzenie się na temat różnicy między nimi.
Brama i zeta jest jeszcze w trakcie projektu.
Zastanawiam się czy na zetę użyć płyt aluminiowych precyzyjnych 20mm z glaicha, tak jak gaspar w swojej maszynie, czy jednego ceownika 180 wzmacnianego płaskownikami.
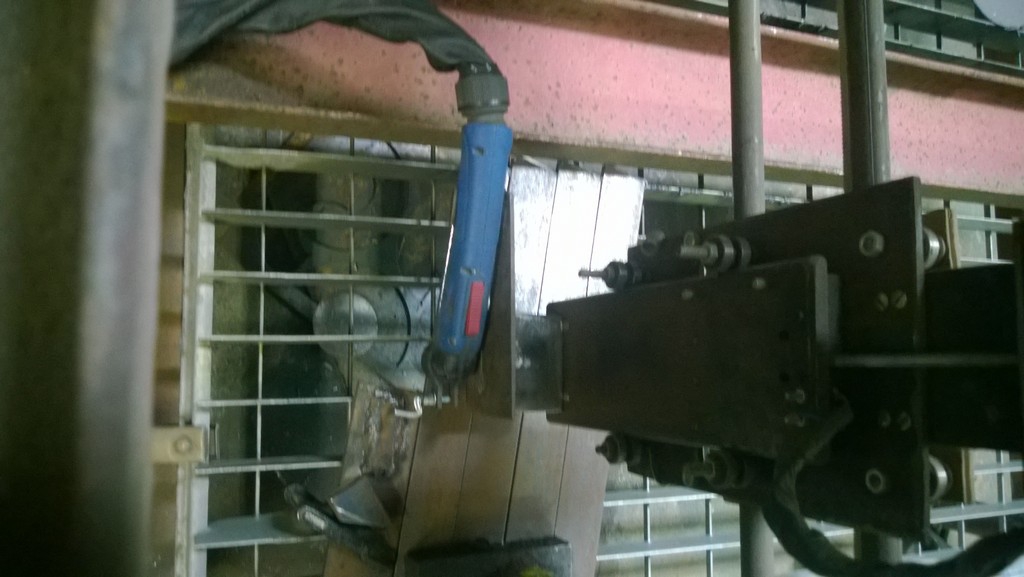
Znalazłem rewelacyjny sposób na skurcz spoiny spawalniczej. Możliwe, że nie będzie trzeba odprężać, choć wolę na zimne dmuchać i umówiłem się z Wibropolem. Wystarczy tani młotek pneumatyczny, widoczny na jednym ze zdjęć i po położeniu ok 20 - 30 mm spawu tigiem, elektrodą max 8 - 10 cm szybko odkładam spawarkę i przejeżdżam młotkiem po spawie przez co najmniej 10 sekund. Profil aluminiowy przyłożony do insertów pod prowadnice przylega idealnie na całej długości, co oznacza, że spawy ściągnęły minimalnie, albo wcale.
Proszę Kolegów o wszelkie cenne uwagi. Na ten moment mam pospawane tylko dwie belki. Jutro przystąpię do spawania stołu. Jutro chciałbym również zamówić silniki, prowadnice i śruby.
Z góry dziękuję za zainteresowanie tematem i wszelkie uwagi.




















")

")





")






