




")
1. Stało sobie biedactwo w takim stanie pół roku bez mała. Siła wyższa, ale teraz już się zaczęło.

Przykryte folią a ja czytam forum i Dudika na zmianę.
2. W sobotę przygotowałem pomieszczenie.

Zapuszczona piwnica z nieczynnym piecem gazowym i półkami na metal, ze składziku na drewno przedzierzgnęła się w tokarnię
3. Tak rozwiązałem poziomowanie stołu i wibroizolację:

Stopka z blachy 60x70mm, wbita w tożsamych wymiarów kawałek gumy z przenośnika taśmowego, w ceowniku otwór z wspawaną pod nim nakrętką M16.
Gniazda, w których obracają się stopy podpór, wykonane z wewnętrznych pierścieni starych łożysk od wału korbowego. Przy okazji uczyłem brata spawać MMA (zwykły trafok chiński), w końcu nawet jak posmarka to można poprawić

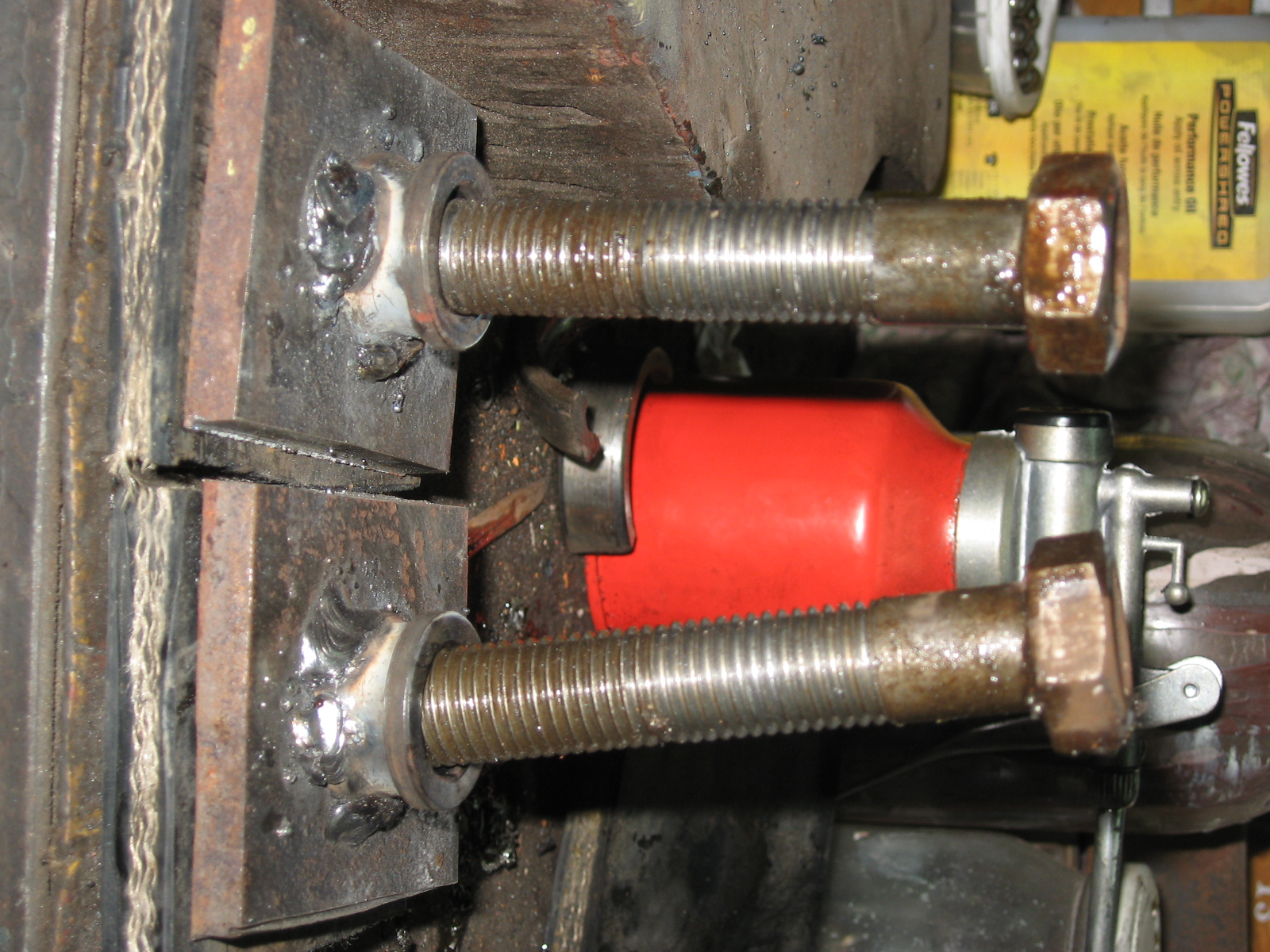
Śruby M16 okazały się mieć za krótkie gwinty, więc narzynka w łapę i godzina nie moja, bo pręty miały nieco za dużą średnicę i nie chciałem za szybko kręcić.
Zaczęło się czyszczenie zwane "dekonserwacją".
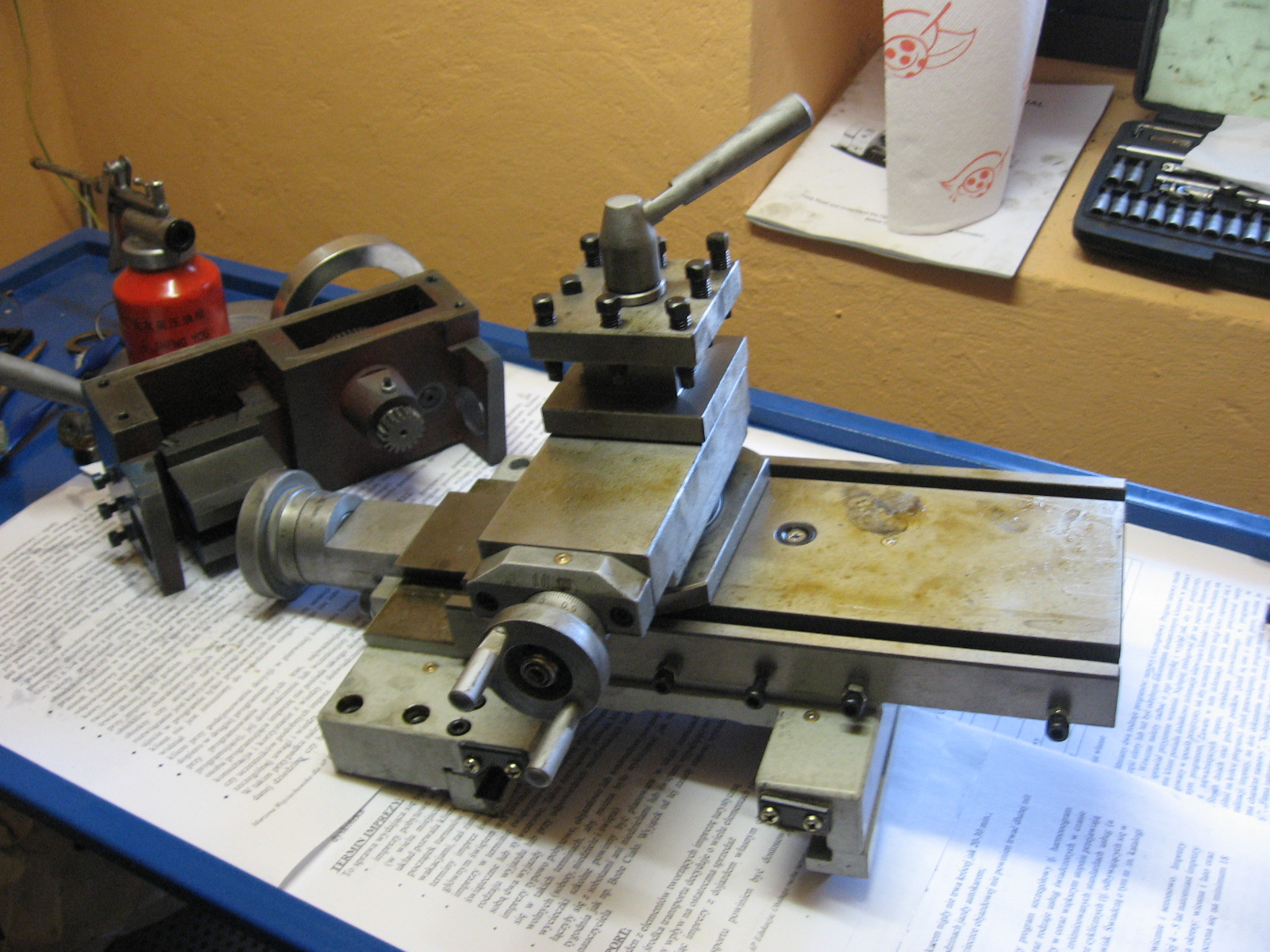
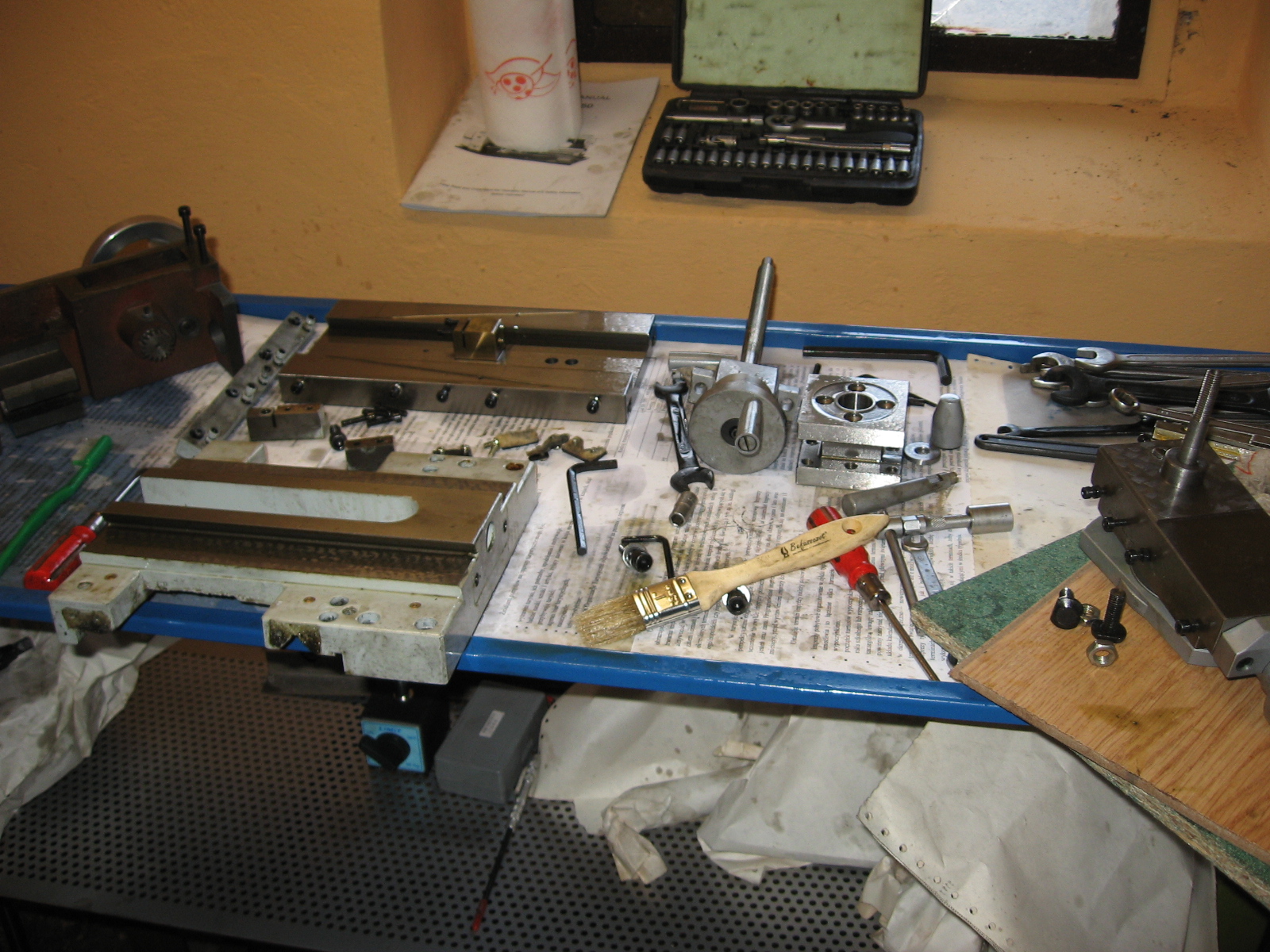
4. Obrałem tokarkę "do gołego":

I przeniosłem podzespoły do pracowni, gdzie za pomocą oleju napędowego, hipolu, pędzli, papierowych ręczników, papieru wodnego a nawet (!) gwintowników doprowadzałem je do stanu używalności.
5. Konik rozebrany na czynniki pierwsze:

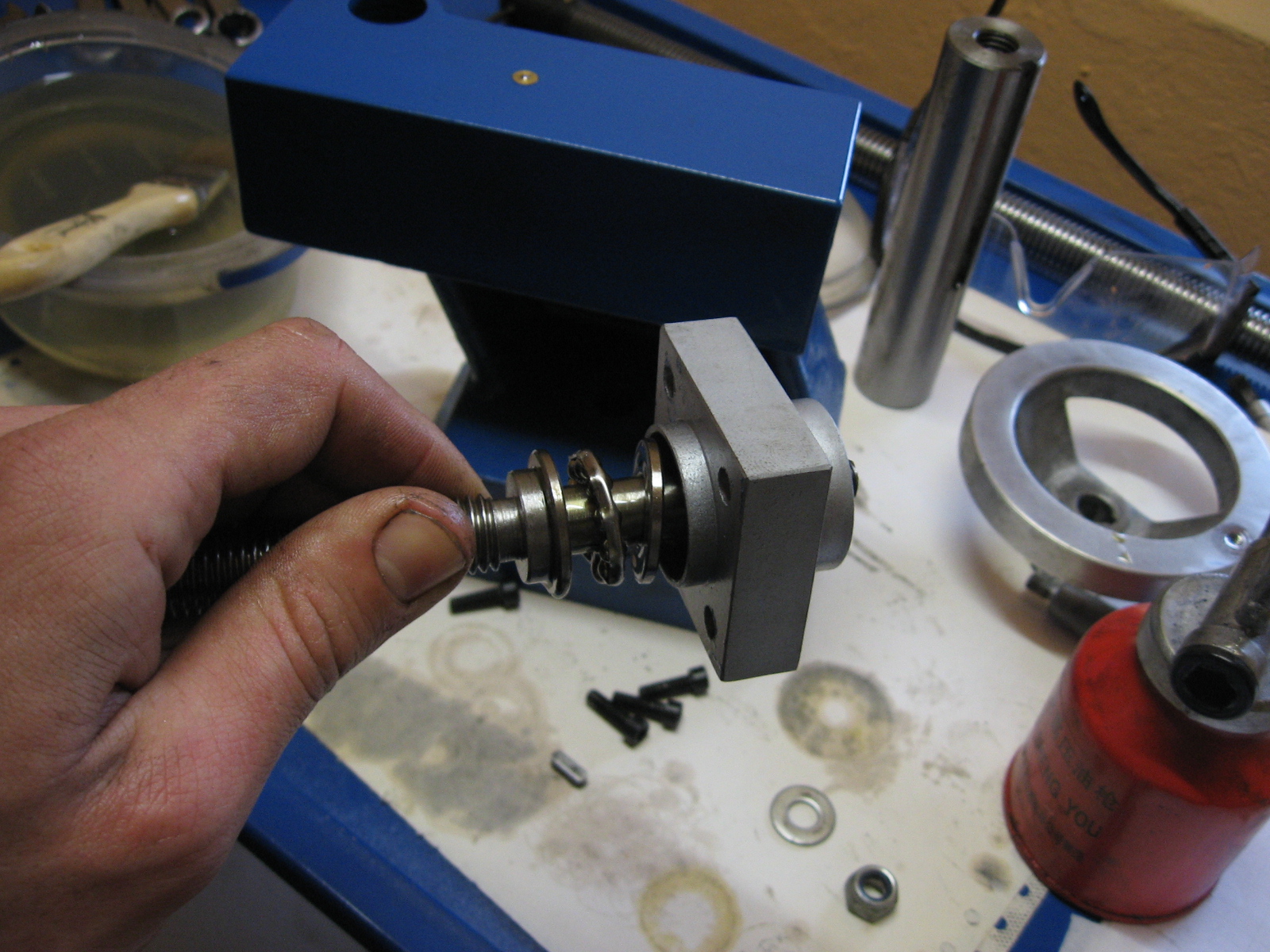

Całe szczęście luzakiem to on nie jest
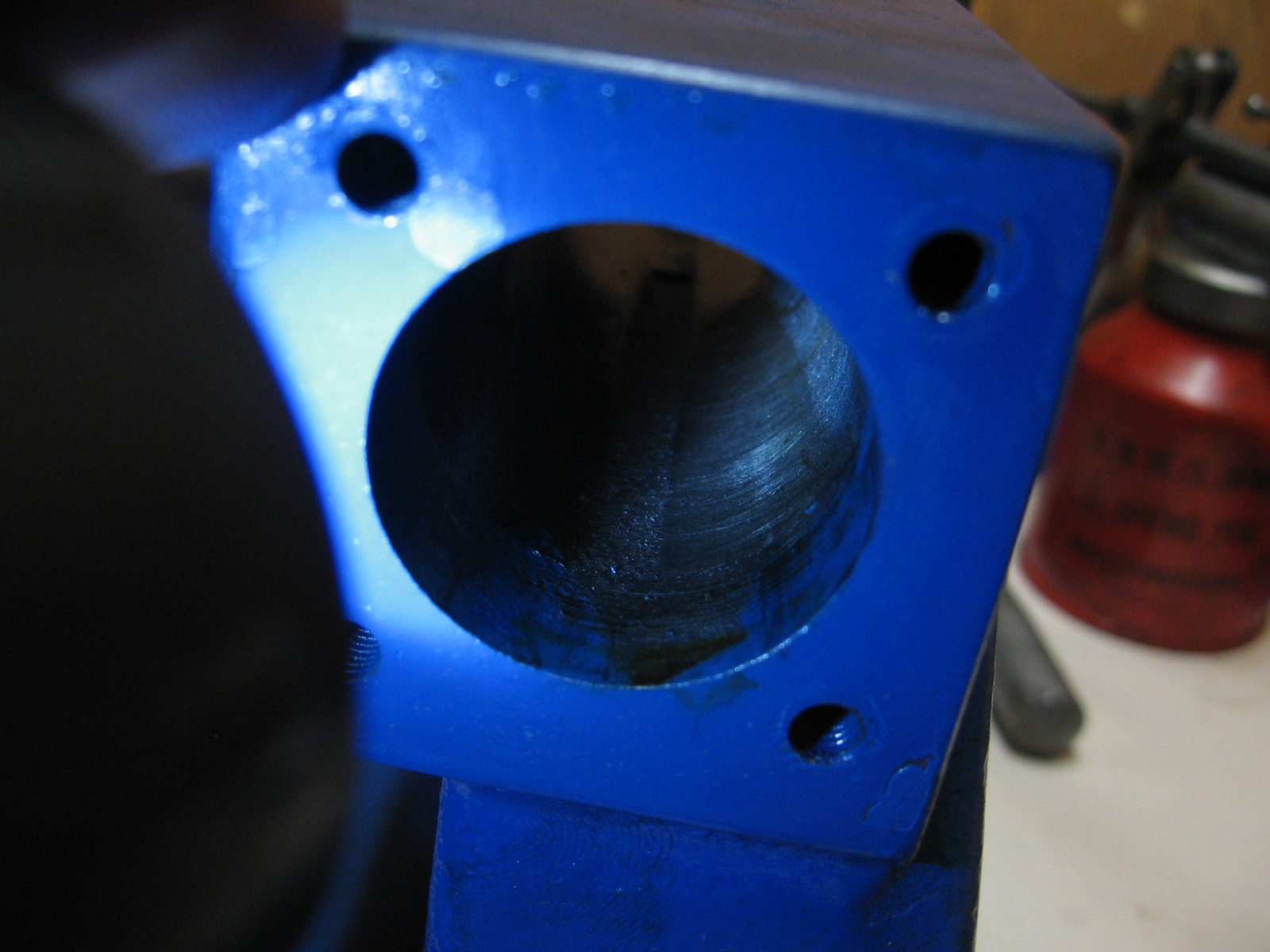
6. Gniazda olejowe pełne opiłków. Przepłukiwanie pod ciśnieniem obowiązkowe.

Opiłki wzięły się stąd, że gniazda owe są otworami frezowanymi/wierconymi w żeliwie. Wiercenie, sprężynka, kapa z kulką, następny proszę. Jeden krok w technologii pominięty, niech się maszyna szybciej zatrze, "nas klient nas pan" kupi kolejną tanio jak chciał.
7. Pora na danie (sanie) główne:


Oczywiście pełno opiłków, ślizgi wyglądają jak wyfrezowane i szlifowane na szybko papierem "20". Wżery w prowadnicach nawet do pół milimetra. Tak samo w listwach ślizgowych, więc:
8. Szlifowanie ślizgów:


Papier wodny 240, 320, 400, 600, 1000 i 2 godziny z życiorysu wyjęte
Tak wyglądały wżery na najbardziej popsutym ślizgu, już pod koniec szlifowania. Ich usunięcie wymagałoby zebrania 1/5 grubości ślizgu:

9. szczytem w zakresie magazynowania opiłków i luzactwa była karetka:
 \
\10. Z bratem wnieśliśmy ogolone łoże z wrzeciennikiem na stół:

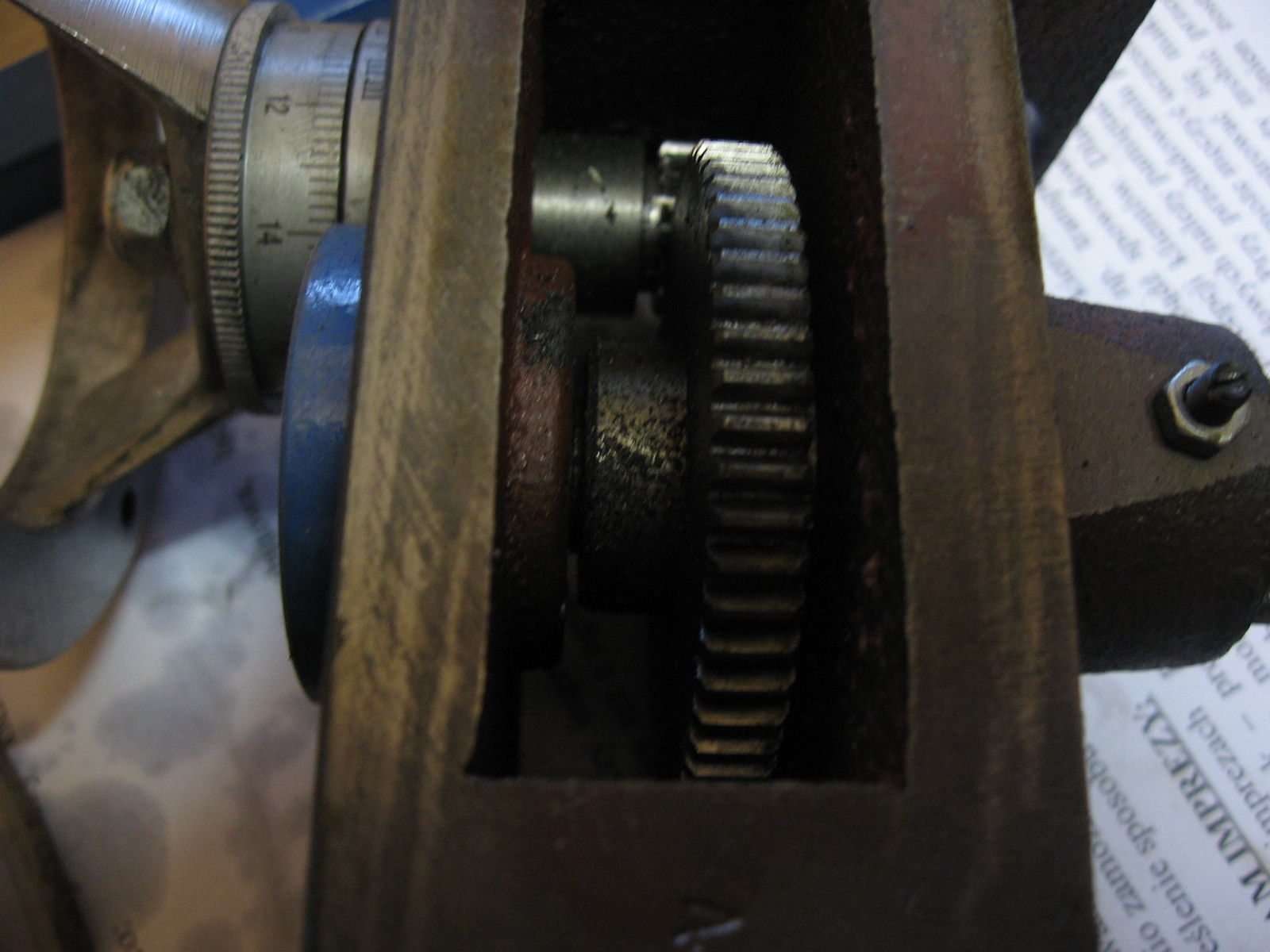
11. Skrzynia biegów z nawrotnicą:

Biegi w dziwnej kolejności: 0.5x, 2x, 1x
Korek spustowy za wysoko, na dnie zostaje warstwa 10mm szlamu z opiłkami. O dziwo w skrzyni nie było piasku! Tylko na dnie 3mm szlamu, który po 5 minutach szorowania olejem napędowym i twardą szczoteczką do zębów ustąpił. Korek spustowy wykonam sobie w przednim panelu, pod gałkami zmiany biegów i nawrotnicy.
12. Elektryka skręcona bez żadnych końcówek zaciskowych, niechlujstwo okrutne i kultury montażu brak:
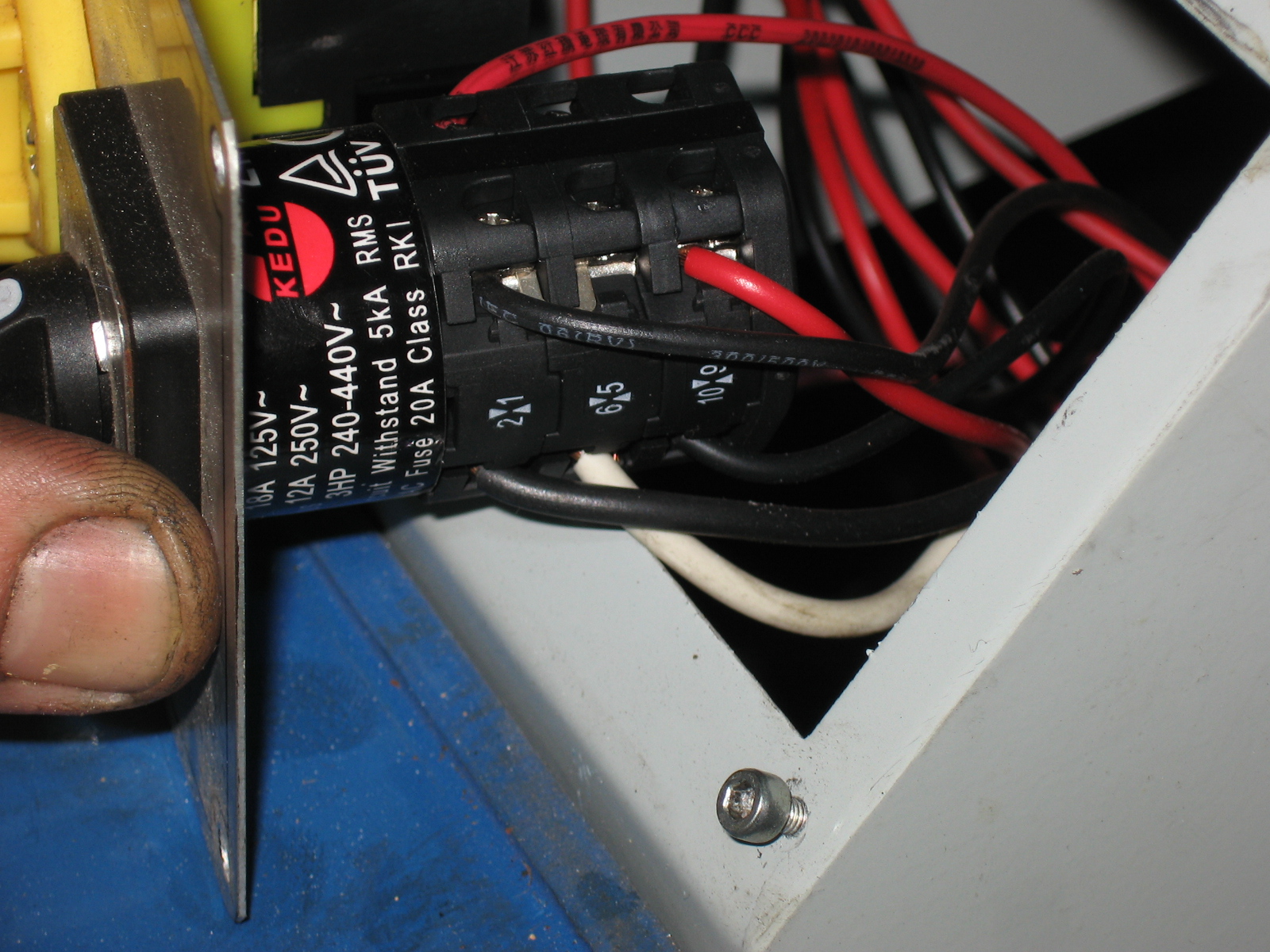
12. Po takiej porcji niedoróbek, niedzielnym wieczorem c64club robi się agresywny i bierze się za bicie
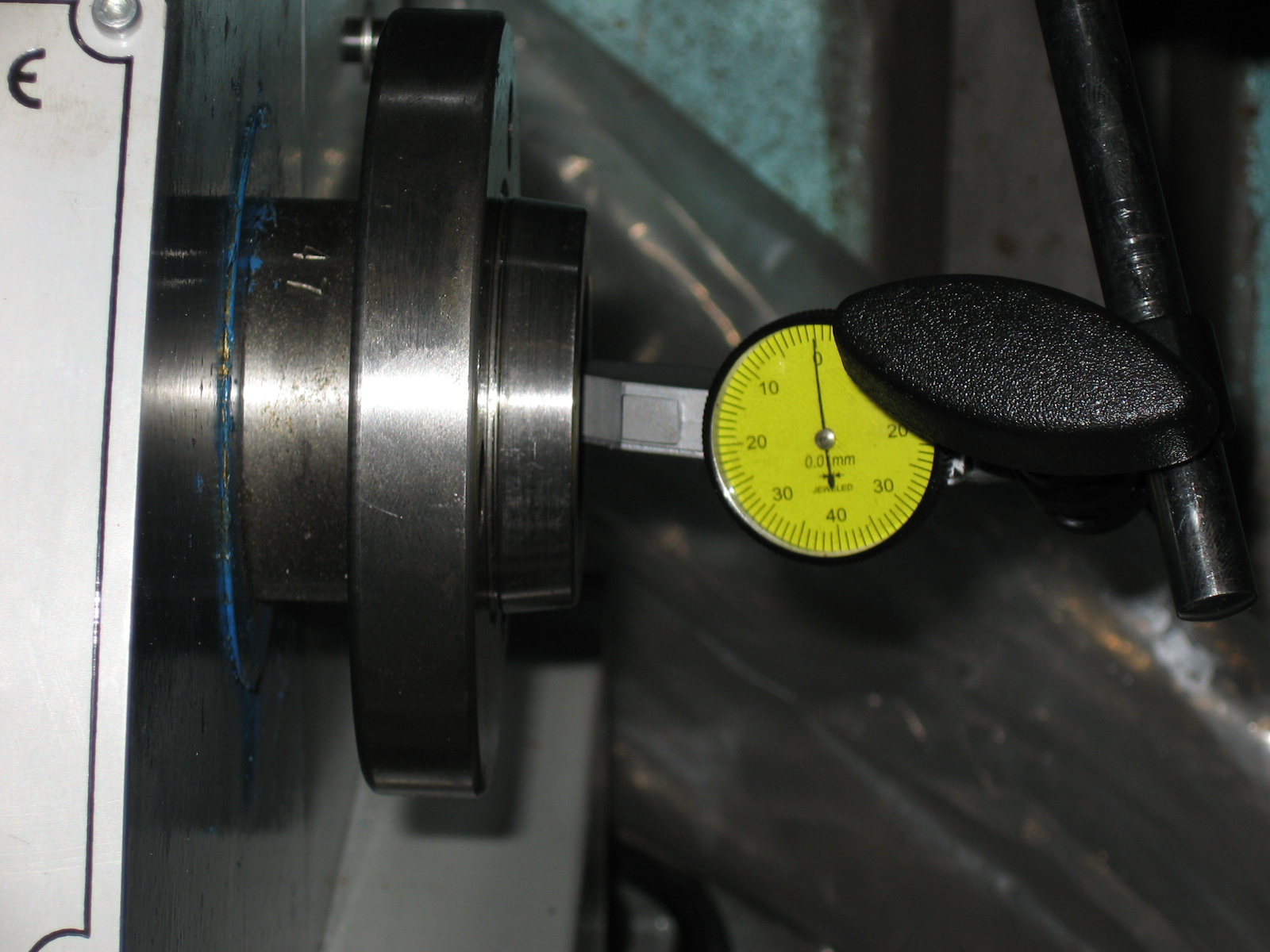
Na powierzchni zewnętrznej trójszczękowego potwora było 0.03mm. Na wiertle 10 chwyconym w szczęki też coś w te tropy, prawie 0.04.
Na poszczególnych powierzchniach wrzeciona koło 0.01mm, poza wnętrzem stożka MT4, gdzie bicie jest bliskie zeru (na moim zegarze, a on jest zaledwie w setkach wyskalowany).

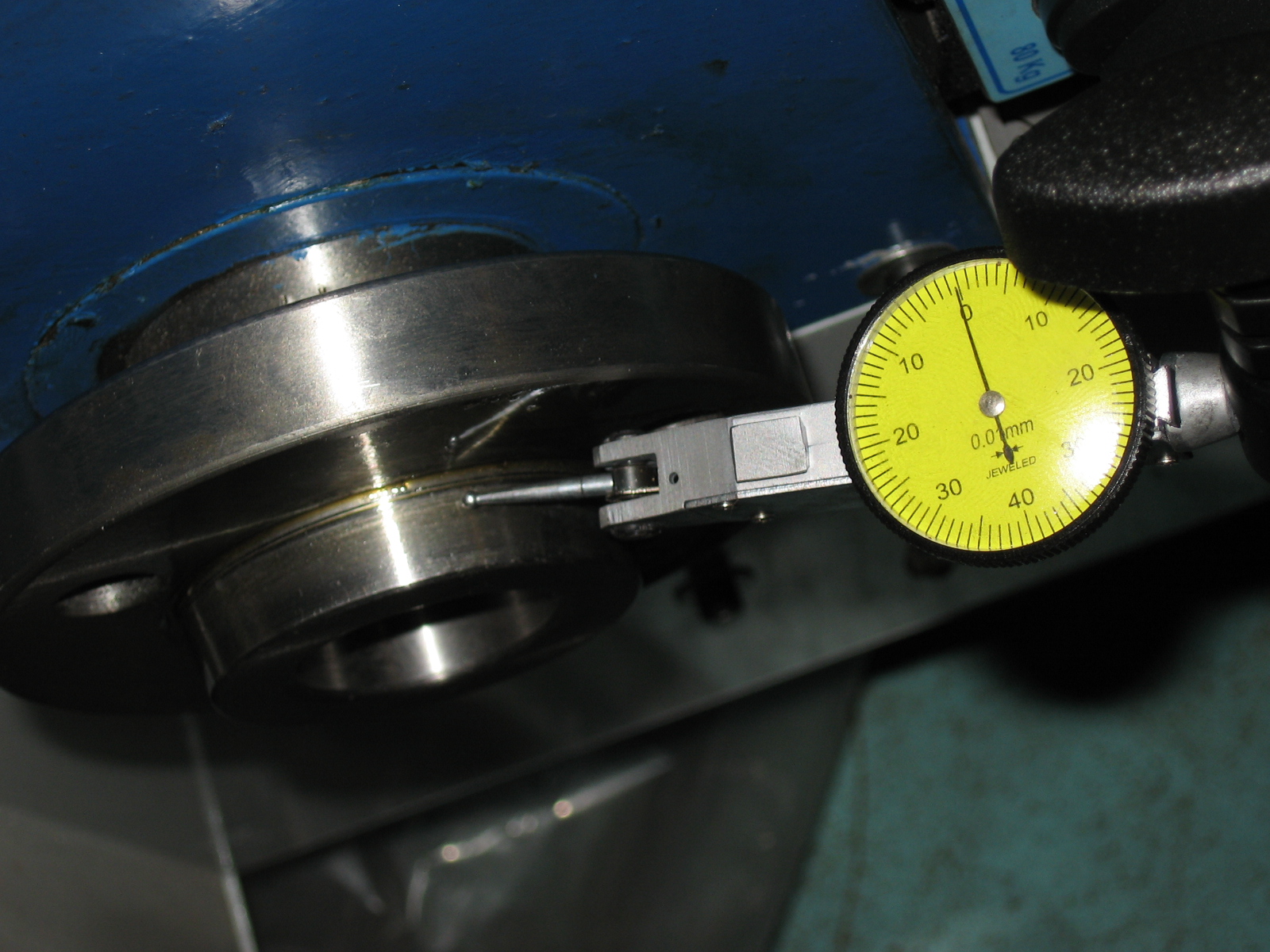

Na dołączonym w zestawie kle MT4, po prostu wbitym bez ustawiania i ceregieli, 0.04mm:
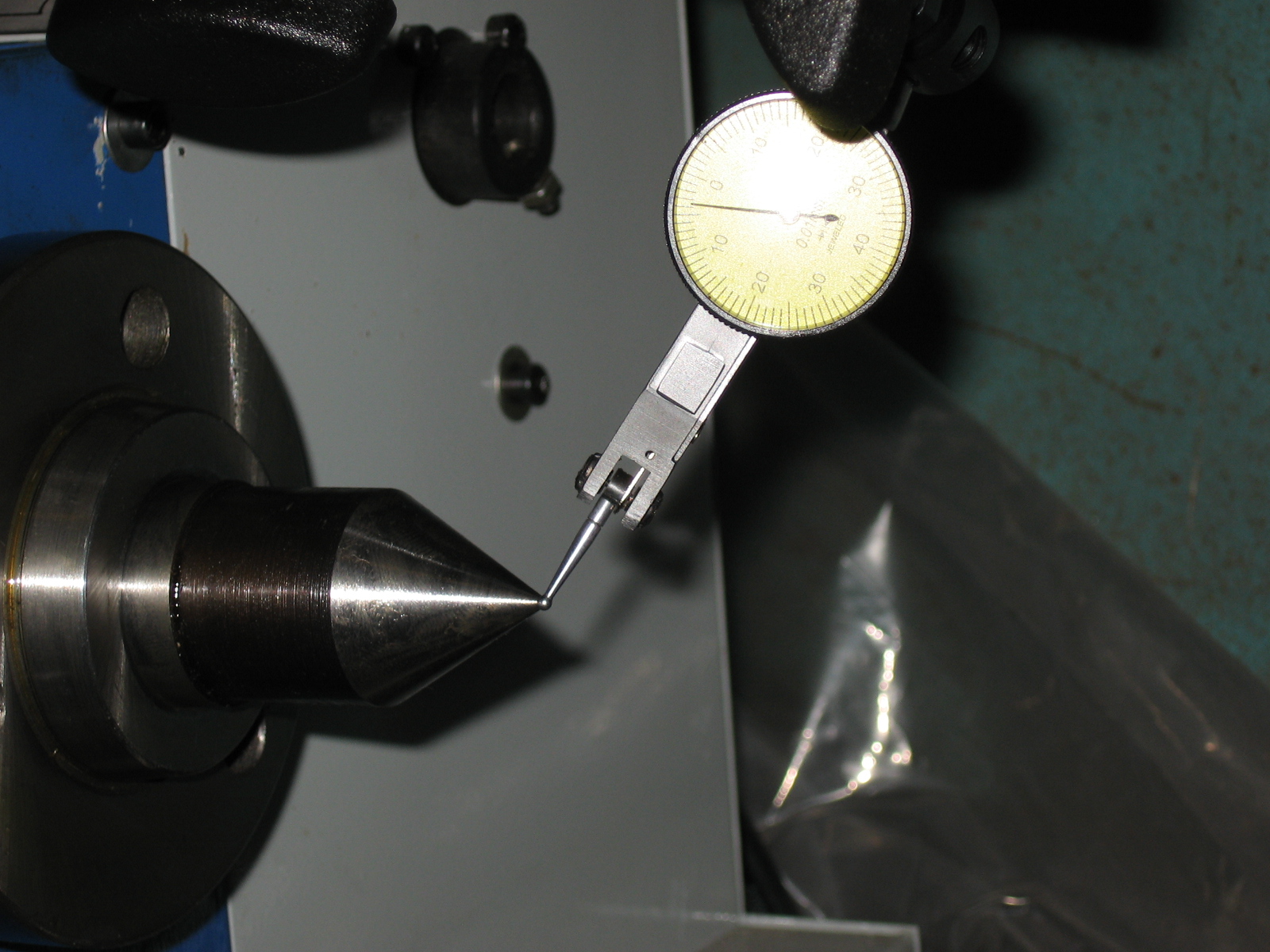
Wniosek - wrzeciono przekoszone. Im dalej od niego tym gorzej. 2 suche łożyska kulkowe też nie napawają optymizmem. Próba ich "regulacji" według instrukcji (nakrętką) bez rezultatów. Sam uchwyt trójszczękowy jest prosty i po prostu przenosi krzywiznę zwiększając ją zgodnie ze znanymi każdemu dziecku zasadami geometrii. Próby ustawienia go w dowolnej z 3 możliwych pozycji dają ten sam wynik pomiaru. Bicie 0.03mm na powierzchni (mało istotne dla roboty ale daje pogląd, że uchwyt jest prosty), i 0.04mm w szczękach. Wiertło, które posłużyło za wałek wzorcowy jest (przy tej skali) proste, skoro mocowane kilkanaście razy w różnym miejscu swej długości i w różnych pozycjach w szczękach dawało to samo bicie. Bicie jest zawsze w tę samą stronę, co potwierdza kreska umieszczona przeze mnie na wrzecienniku - zawsze przy największej odchyłce zegara jest u góry.
Czym smarować łożyska w suchym wrzecienniku? Jak je wyczyścić z tego smaru bez ich demontażu? Wrzeciono wydaje odgłosy podejrzanie różne w różnych miejscach obrotu, tzn. szum nie jest jednostajny :/
Śruba posuwu jest toczona chyba przez praktykanta na pierwszych zajęciach. Ostre, niedocięte wióry wzdłuż w rowkach i wżery w szczytach trapezów. Chyba czas zanabyć pierwszą część zamienną. Chyba, że jest jakiś sposób, żeby nie pokaleczyła mi półnakrętki, swoją drogą też okrutnie wykonanej. Reszta śrub wygląda na toczone, wyglądają dokładnie nawet pod mikroskopem 60x. Stary "szkolny", walał się na strychu u bratowej w pudełku bez akcesoriów. Teraz będzie jak znalazł.
Prawie wszystkie śruby mocujące i od kasowania luzów są imbusowe, wyglądają nieźle. Tylko jedna z łbem Philips nr 2, ale to stożkowa przytrzymująca nakrętkę posuwu poprzecznego. Wymienię ją na imbus bo się zaraz zapcha wiórami, ale jest całkiem twarda. Na śruby nie można narzekać. Jedynie nakrętka kontrująca śrubę posuwu jest przekoszona.
Za to wkręty regulacyjne i trzymające kamienie w podtrzymkach są jakby innej firmy. Podtrzymki ogólnie tragiczne, obie. Prowadnice kamieni idą do szlifowania, za ciasne. Śruby trzymające kamienie oraz wkręty regulacji kamieni będzie trzeba wykonać od zera. Rzeczone wkręty mają gwint M4, zaś otwory pod nie w śrubach mają średnicę 3.9. Ledwie zarys gwintów.
Luzy na saniach są kasowane listwą ślizgową 10x200mm, ale z przodu są 2 klocki żeliwne trące od spodu o łoże powierzchniami 7x32 i 7x52mm. Muszę 2 kawałki jakiegoś ślizgolitu (teflon?) załatwić i 2 podkładki tej samej grubości, żeby się to zaraz nie wytarło
Dołączone do zestawu klucze płaskie i imbusy potwierdzają znakomite pierwsze wrażenie co do ich jakości. Dwa wkrętaki (PH2 i płaski 5mm) jakości "Top Tools"/"Toya" a szkoda, bo w bardzo ładnych oprawkach. Lakierowane na czerwono drewno ze złoconymi napisami po chińsku i rozmiarem. Takie wręcz uroczyste. Szkoda, że w zestawie jest do niczego nie przydatny klucz płaski 16mm a nie ma kluczyka 7mm, którym obsługuje się większość nakrętek kontrujących od kasowania luzów.


")






